Duet 3 Scanning Z probe
-
@zapta I guess you could have a combination of switch and analog sensor in one housing. That would eliminate the time for double tool-pickup.
Just have to config the zprobe to be digital for the first probe point, then switch over to the analog sensor. -
@o_lampe, when the switch is pressed, it can change the characteristics of the sensor, e.g. disconnect it. This way there is not need to switch sensors. Just an idea.
-
Brain dump regarding using the probe as the only probe.
In theory it would be possible to use the probe as the only sensing equipment as it includes the only variable you need. which is an amplitude reading from the probe (which is then converted to distance)
The issue is there is no datum point, as depending on the scanned surface material, the activation distance could vary.
HOWEVER, assuming there is no minimum distance to the sensing coils, you could put the probe directly against the print surface and take a measurement to create a "zero" reference measurement and store that for later use.
In reality you may want to take various zero point measurements at different coil temperatures and create a look up table of sensitivity vs temperature.Then once the coils are mounted you would need to set a single Z-offset and that should be good enough.
There is another way off the top of my head, but I cannot remember the algorithms name where you can repeatedly move a reference plate (in this case the bed) up and down a known amount (say 1mm and 2mm) and then you can work out the differences in measurements to gain a pretty accurate depth to probe value. The math was complex the last time I checked, but once I find the name of it, ill post it here as it may be helpful.
-
@Notepad said in Duet 3 Scanning Z probe:
you could put the probe directly against the print surface
I see a problem here with the probes mounting screw heads. Are they countersunk or protruding? How accurate are they made.
It might be easier to use the nozzle as contact probe on a blank metall surface and use that height as reference. -
RRF.3.5.0 is not working for me and I got the error as "make" does not found path I was using eclipse ide for this. Msys2 file doesn't have make.exe in it. Can someone help me with this.
-
@Harish2811 please start a new thread
-
This post is deleted! -
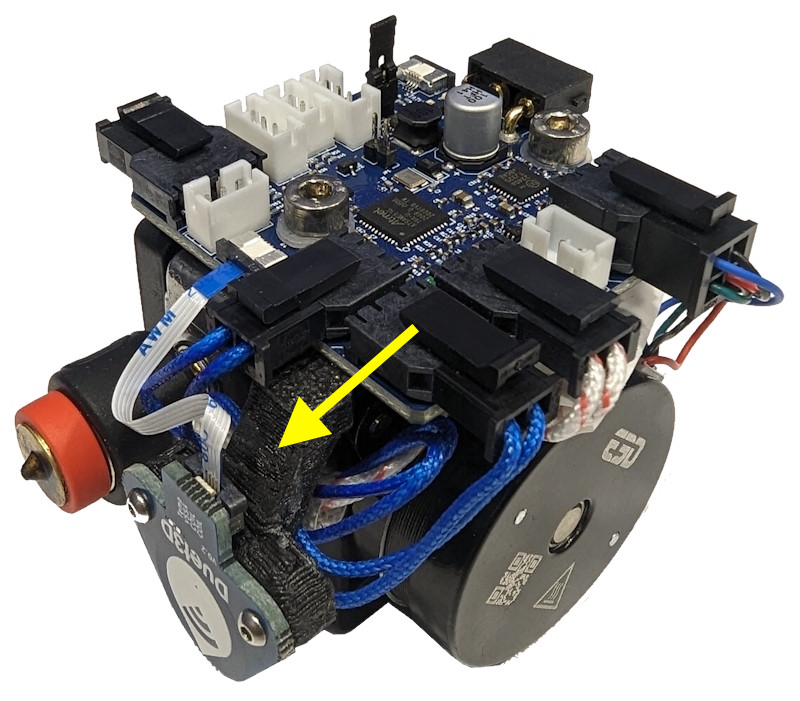
Is the STL / STEP for the probe holder availalbe that I see in the picture of the Revo toolboard?
-
What's the maximum distance the probe can be from the bed and still be effective? I need at least 4mm preferably more for my mount.
-
@edsped 4mm should be fine. We are doing more testing to establish maximums, including with different temperatures
-
@T3P3Tony Perfect thank you for answering.
-
Lowering the max working distance of the probe, may allow to reduce the probe size, to simplify the integration.
Regarding the temperature affect, is it dominated by hotend or bed temperature?
-
@T3P3Tony I would love to follow the progress on this because TAMV is good and works really well when it works but sometimes it's really bad, the nozzle has to be pristine and with the coil sensing the metal only would be great, it would just need a macro similar to prusa pinda measuring the magnets in the bed to find their center
-
@zapta said in Duet 3 Scanning Z probe:
Regarding the temperature affect, is it dominated by hotend or bed temperature?
We are doing research to determine whether the predominant effect is the temperature of the coil (which is affected by the temperature of the hot end) or the temperature of the bed plate. We have sensors for both. If it proves necessary, we will extend RRF to provide compensation for both.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42, I was thinking about the Z probe and meshing issue.
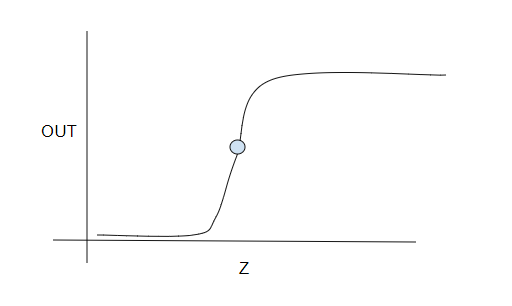
Since you control also the Z while scanning in X,Y, instead deducing height in mm from the probe, you can just pick a certain probe measurement value and then, while scanning in X,Y, dynamically adjust the Z to maintain that level.
This will equal-height surface that is well calibrated to mm by the accuracy of the Z steps, and will still be must faster than the stop-and-probe approach of BL Touch.
BTW, the same approach can possibly also be used with your IR sensor, assuming that its differential mechanism can give you a on-target/above/below indication.
Does this make sense?
-
@zapta can you explain a bit more why this would be beneficial vs the current approach for scanning?
-
@T3P3Tony, with the current approach, you rely of the scale calibration of the sensor, or the K1 in the linear approximation below:
L[mm] = K0 + K1*SensorTicks
With this approach you are K1 agonistic since the Z measurement is inherently calibrated by the Z steps which is also what the printing process uses. In other words, you relax the requirements from the sensor, and at the same time, can still mesh faster than the traditional stop-and-probe.
Does this make sense?
EDIT: it's same concept as using a null meter instead of a volt meter.

-
@zapta I see what you mean. It would be slower than the scanning mesh on many machines (depending on Z speed) but would give the Z positions where the sensor reads the same all over the bed. I still don't think it will necessarily be any more accurate though.
-
@T3P3Tony, I see.
I am trying to find a way to speed up touch sensors such as BL Touch but this approach should apply also to other sensors types. My hypothesis is that if instead of a binary state they provide a small hysteresis-free continuous region around a known point, the meshing can be speed up significantly since it requires only minor Z adjustments during the scan to tack that point. Not much different from the mesh compensation during the actual printing.
Will see how it goes.
-
I want to setup a Scanning Tool for our printers but can not find a wiring schematic in the documentation
Can you tell me how to connect pls?

Thank you in advance
Christian from CR-3D
Homepage:
www.cr-3d.deFacebook:
https://www.facebook.com/cr3d.officialOur Discord Server
https://discord.gg/SxRaPNuRdAThingiverse Profile:
https://www.thingiverse.com/cr-3d_official/about