@dc42 said in RRF 3.6.0-beta 2 tool fan controls disappear:
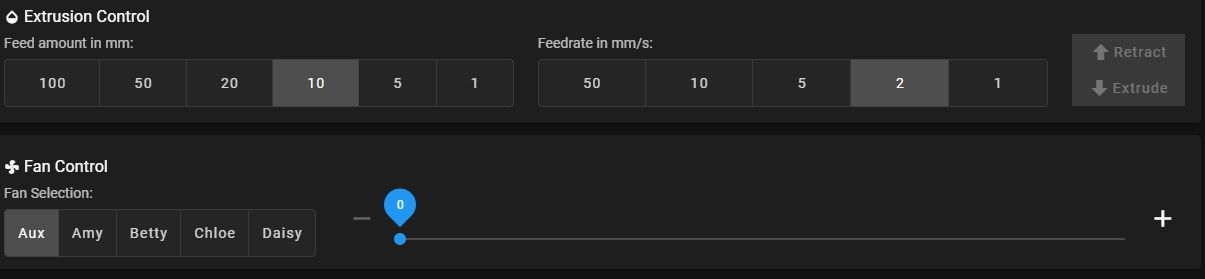
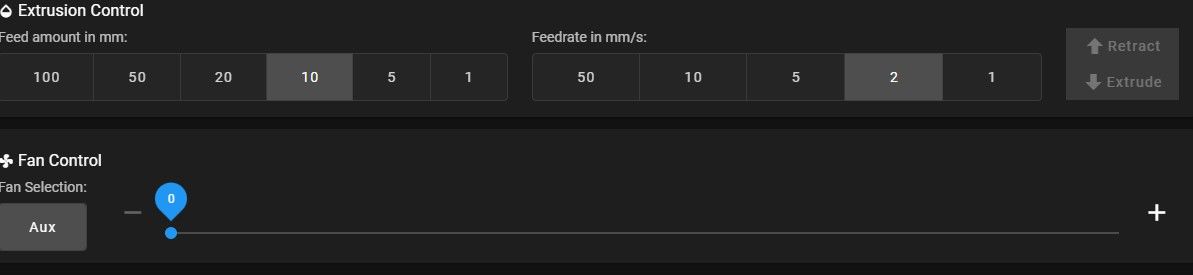
@edsped fans set to thermostatic mode are not intended to be controlled by the user, so they do not appear in DWC.
Yeah, I assumed, wrongly of course, that I wouldn't need to revert the fans. Was definitely a brain fart on my end. I considered deleting the post but figured I should keep it up so maybe someone else could learn from my ignorance. Thanks for the follow up.