Oddblobbs :) Looking for some assist to settings
-
Hi all,
I have been quite happy running my duet wifi on my homebuild kossel mini for a few months now (just casually running it during weekends here and there, so no pro by all means)I am perhaps running a few fw versions behind at:
Firmware Name: RepRapFirmware for Duet WiFi
Firmware Electronics: Duet WiFi 1.0
Firmware Version: 1.20beta8+1 (2017-11-18)
WiFi Server Version: 1.20b9
Web Interface Version: 1.19.3Generally I am very happy with dimentional accuracy of my print for practical stuff, but I have been having start/end blob issues to my moves and I have started to experiment with pressure advance settings as I would like to print a few more aestetic figures and not just my current mounting brackets and hooks
")
However, I am not having much luck with my current troubleshooting, so I thought I would post my settings here for you to critique if anyone have the time to look through.
Some background, .. Firstly, my printer is a mini kossel with a capricorn bowden. I have a e3d v6 hotend and a duetwifi + smarteffector setup (calibrating to 0.007 which I am quite happy ). I am on 24V.
From config (sorry about my obvious comments, but I am quite new to this..)
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X100 Y100 Z100 E815 ; Set steps per mm (Extruder steps mm) 837 corrected from wiki > 815 (5.02.2018)
;For 256microstepp from 100 -> 1600M566 X1200 Y1200 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X18000 Y18000 Z18000 E1200 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z1000 E1000 ; Set accelerations (mm/s^2)
M906 X1300 Y1300 Z1300 E900 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeoutG21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
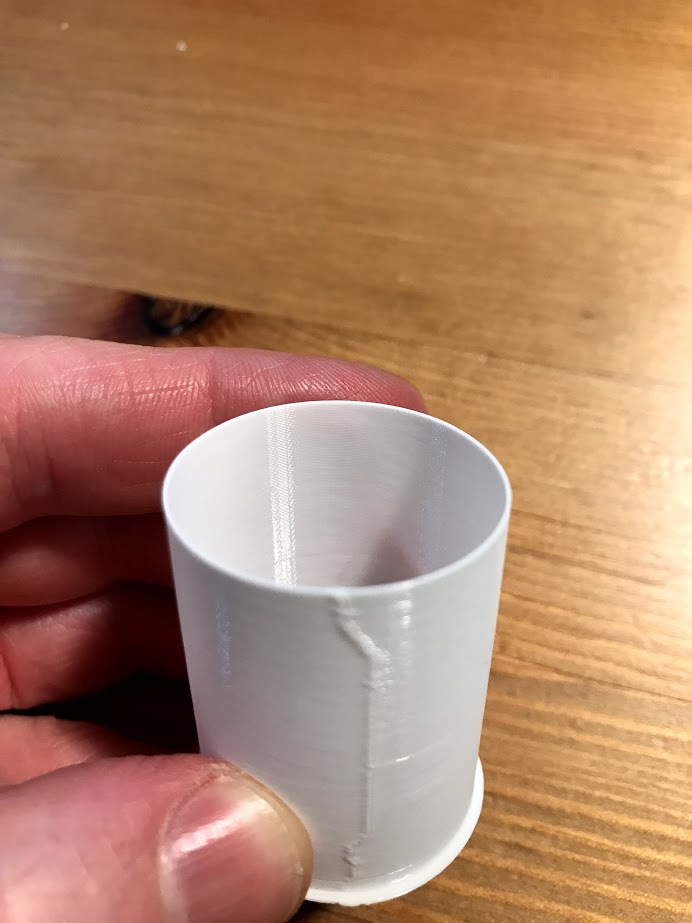
I am uploading a couple of pictures for reference.
The blobs come at both start and end of move. For the benchy they are at the same spots for the different settings I have tried for the pressure advance:
M572 D0 S0.05 and up, but when I go over 0.2 my extruder seems to start grinding away at my filament. I did not try lower.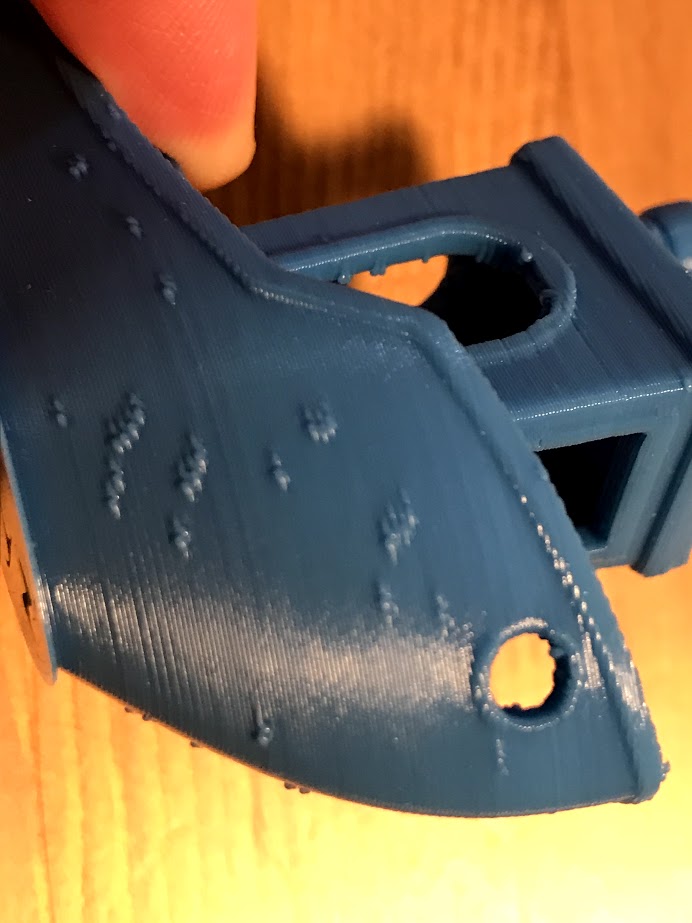
I used S3D and have following settings:
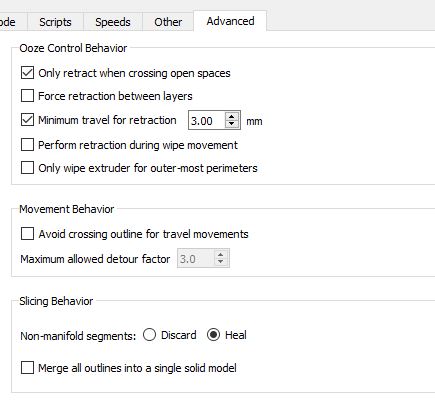 and
and
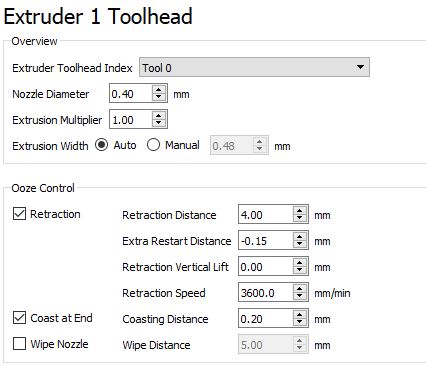
Clearly the devil is in the relationship between my retraction, speed and jerk, however... after a good while of blind guessing and reading through posts, I am still not getting it right. Simply I am not "getting" it

I am sure some of you could instantly spot my err and I would be very grateful to any pointers to further try out.
On a more positive sidenote:
I had a small session about 3d printing and coding to 50 young boys in a school here in Dublin today. It is very cool to see them inspired by this technology and the kossel makes for a very interesting object to watch as it makes wonderful movements. Next month I will be showing the minikossel on a stand at Dublin Maker 2018, so if anyone is in town, do hook up for a light chat and a Guinness
Here is a picture of it in action, but only showing without the kids So much fun.Pps: New forum looks/works great!
-
-
The blobs may just be due to insufficient retraction. How long is the Bowden tube on your Kossel? Do you have clips under the collets at the ends of the tube to lock them in place?
-
Did you manage to solve your blob problem?
I've recently converted my Hypercube to Bowden (Titan with a V6 Hot End), and I'm getting blobbing on my Benchys very similar to yours. I've been able to determine the blob happens at the start of the outer perimeter as the nozzle moves from the inner perimeter, so I'm pretty sure it isn't retract related because there is no retract move at that point.
I've tried just about everything I can think of (tweaking temperature, extrusion multiplier, pressure advance, speed, acceleration,jerk, retraction etc), but I can't get this blobbing to go away.
-
if you use simplify3D try to add a wipe movement of 1mm for start and check "retract during wipe movement" you should get improvment on stiching between layer. If blobs appears elsewhere (corner for exemple) you'll need to tweak up jerk and acceleration and eventually use pressure advance settings if you've got bowden over 30cm.
-
Hergonoway my hero!
That has improved things a lot (1mm wipe and retract during wipe) - still not perfect, but I can tweak further from here.
I've tried those settings before, but obviously not in the right combination. I thought it looked like it needed a retraction at the end of the inner perimeter, but hadn't fully comprehended how the wipe worked.
It is quite a long Bowden (approx. 55cm Capricorn tube), so I was anticipating some nozzle pressure problems.
Thanks again.
-
@incom said in Oddblobbs
Looking for some assist to settings:It is quite a long Bowden (approx. 55cm Capricorn tube), so I was anticipating some nozzle pressure problems.
I would expect you to need at least 4mm retraction to avoid getting blobs just before travel moves, and possibly as much as 6mm. Less if you use pressure advance.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 +1
when I had a bowden it was 60cm long of capricorn and I used 4.5 mm of retraction.
-
Thank you all for great suggestions. Sorry for late reply, but was on short holiday
I will give it a try later on today. I use S3D, but was wondering if there a way to adjust the settings "live" while printing? -
@leif you can change the pressure advance settings while printing. In fact this is a good way to tune it.
Just send:
M572 D0 Snnn where Snnn is the pressure advance setting.If you want to change retraction during printing then you need to use firmware retraction (G10/G11): https://duet3d.dozuki.com/Wiki/Gcode#Section_G10_Retract
If you use that then you can change the retract length on the fly using M207:
https://duet3d.dozuki.com/Wiki/Gcode#Section_M207_Set_retract_lengthThis thread talks about setting up firmware retraction in S3D:
https://forum.duet3d.com/topic/389/setting-firmware-retraction-with-simplify3d-slicer
note that it is a little old so S3d may have moved on. -
@t3p3tony said in Oddblobbs
Looking for some assist to settings:note that it is a little old so S3d may have moved on.
That's being very generous to the speed of simplify 3d development.

-
Note that using G10/11 won't handle "wipe during retraction" option in S3D.
I'll suggest you to use this model : https://www.thingiverse.com/thing:909901
Add it X times in S3d and customize each process with different retraction settings. (Don't forget to print with piece by piece option with enough clearance) the model is small it'll be easy.
At least you'll end up with a clean base to fine tune reactions with more complex models.