Adding support for the enraged rabbit carrot feeder (ERCF)
-
Since Ette came out with his carrot feeder, I've been completely intrigued by it, especially when it came to light the simplicity of the mechanism and the minimal software requirements to run it. No one's put together any support for it on RRF yet.
I recently purchased a kit with the intention of running it on my Duet3 MB6HC-based printer. Here we are, I now have a basic, almost MVP, implementation.
https://github.com/pfn/EnragedRabbitOnRRF
https://www.youtube.com/watch?v=lP2_jpP7SuMUnfortunately, the kit I got has a less-than-straight D-shaft and I will need to wait until a straight shaft comes in for me to test with (the source of the motor stalls seen in the video, in conjunction with me failing to set acceleration properly)
PS @fcwilt if you take a look at the macros, this is entirely the reason why an "if U else if V else if W else if A else if B" etc. approach is not usable. (re https://forum.duet3d.com/post/259432)
-
@pfn said in Adding support for the enraged rabbit carrot feeder (ERCF):
PS @fcwilt if you take a look at the macros, this is entirely the reason why an "if U else if V else if W else if A else if B" etc. approach is not usable. (re https://forum.duet3d.com/post/259432)
I will have to take your word for it as I have no idea why you believe what you do.
The good news is that dc42 is usually very good about fixing things like this.
Frederick
-
I love that this is a purely conditional gcode solution. Another contender for macro of the month alongside gloomyandy's submission (-:
-
@pfn is the main issue that you want to use a variable to specify which axis controls the feeder, and to use that axis letter in various GCode commands?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@pfn
I wonder which features a toolboard needs to run an ERCF?- two extruder drivers
- a servo header
- filament sensor(s) (how many)
- anything else?
I've watched a few videos and IMHO the filament change takes a lot of time. Would it make sense to use a stronger motor/driver for the filament feeder? Maybe even a Servo motor?
Can you imagine a Delta with direct drive effector and a flying rabbit for extra short filament path...
-
@dc42 that's right, I don't necessarily want to force specific axis designations, at least not yet
-
@o_lampe filament changes take a while for a number of reasons.
- tip forming: it's an extruder unload operation with a built in cooling period that's several seconds long (my unloads take longer than the bowden transition as it needs to retract slowly in order to allow the filament to harden). My tip forming isn't tuned yet, but at the moment it's a 10mm extrusion at 5mm/s, followed by unloading 80mm at 5mm/s; this part is actually really what takes longest
- loading the bowden, in an ercf that's working well, it can be as fast as 200mm/s. My d-shaft is bent, so I'm limited to about 40mm/s before stalling. The typical speeds otherwise are 100-170mm/s here. That would be 5-10 seconds to load a 1meter long bowden
- various sanity checks to look for the presence of filament throughout the entire process
In terms of necessity for a toolboard, I'd say the same components as the ezboard:
- 2 stepper drivers
- 5v, gnd
- endstop input
- encoder input
- servo output
In my limited experience so far, I'm not finding a print head filament sensor necessary yet.
-
-
@pcr yes that should be possible. You could base the design on the Tool Board, but allocate two output pins for step and direction signals to the second driver, and an input pin for the DIAG output of the second driver. Two TMC2209 drivers can share the ENN pin and the UART pins.
The STEP pins for the two drivers should preferably be on the same port (A or B) because that is what RRF expects, so that it can achieve the highest step rates.
The TMC2209 has two pins that select the slave address. You should tie them to Vcc and ground so as to give the two drivers addresses 0 and 1.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
This is brilliant. I am in the process of printing everything and waiting for my kit to show up to put it together. Nice work!
-
On a side note, why have settings.g and globals.g? Why not just use globals.g?
-
@alex-cr I prefer to make it so that there are some sane defaults and users can modify only what is necessary in settings, less clutter for the user to look at.
That's not to say that a user cannot edit globals.g and must edit settings.g -- one could completely ignore settings.g; but I feel it's a disservice to do so. One would have to repeat the setting twice (the initial declaration is guarded by
if exists) and that adds to clutter.The only inelegance of this approach is the selector_slotX_pos problem that requires a user to edit globals.g to remove slots if using a 4 cart system
-
-
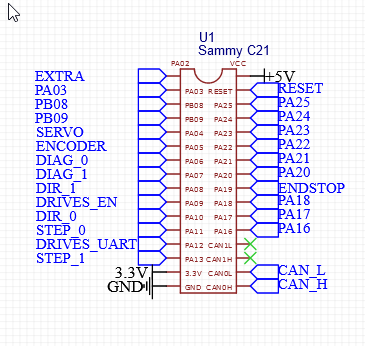
@pcr you need both a Tx (normally Pad 0) pin and a Rx (any pad) pin on the same UART to control the TMC drivers. You've chosen to use PA12 for the Tx pin, so one option would be to use PA13 for the Rx pin and move STEP_1 to another PA pin. Or you could use PA20 and PA22 for the UART as we do on the tool board.
Another constraint is that every pin used as a digital input pin (including the two DIAG inputs from the TMC2209s) should be on a separate EXINT number.
You can choose whether to run the SAMC21 at 3.3V or 5V. The TMC2209s must use the same voltage on the VCCIO pin.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@pfn said in Adding support for the enraged rabbit carrot feeder (ERCF):
the kit I got has a less-than-straight D-shaft
I studied the build instructions and to me it seems, it's pretty easy to bend the D-shaft during assembly.
There are some points were it can go wrong.- Wrong height of the center bearing support
- Wrong length of the smooth rod assembly
- or just from handling the lower assembly without the top assembly
-
@o_lampe it's certainly a possibility that this is self inflicted. I already have 3 more rods on the way to help make sure it's less likely I end up with a bent rod if that's the case.
-
@pfn
I didn't want to blame you, but prepare for the new d-shaft. -
new demo video:
-
My tip forming isn't tuned yet, but at the moment it's a 10mm extrusion at 5mm/s, followed by unloading 80mm at 5mm/s; this part is actually really what takes longest
In regard to tip forming, I have been working on tuning this while my kit comes in.
Below is what is working for me in ABS so far if you are interested. I am using a Mosquito and LGX.;called to unload filament from the nozzle to support the ERCF G1 E4.0 F500 G1 E-10.0 F1500 G4 S1 G1 E-10.0 F300 G4 S1 G1 E-20.0 F700 G1 E-60.0 F1000 -
@o_lampe I think most of the stalling issues are related to poor dimensional accuracy/warping on my abs prints, I have no enclosure, so stuff isn't perfectly accurate.