Vertical banding on COREXY machine
-
@donstauffer here are the relevant settings:
M906 X1400 Y1400 Z1000 E800 I60 ; Set motor currents (mA)
M201 X3000 Y3000 Z100 E1500 ; Accelerations (mm/s^2)
M203 X24000 Y24000 Z900 E3600 ; Maximum speeds (mm/min)
M566 X1000 Y1000 Z100 E1500 ; Maximum jerk speeds mm/minuteI played with much lower jerk values but didn't see much change in the accelerometer data. Much lower accelerations seemed like it might have helped but on a test print of a calibration cube I still saw the exact same waviness as at higher acc.
Not sure what you mean by the difference in 3.3beta? I think you misunderstand, both of those images are from 3.3RC3, top one is an X movement and bottom is a Y movement.. I posted both to note the difference I see in X versus Y, and on my machine I don't see the waviness on Y really, just X, and looking at those two samples it kind of makes sense.
-
@donstauffer Maybe I did not explain properly but after all tests I did my only conclusion is that the artifacts are not related to XY moves but extruder moves. Of course there is a little bit ringing but also in the ringing due acceleration and deceleration I can see the periodic patron that gives the extruder. I don´t know why because I am not an expert in the firm or the internal management that the duet firmware do but as far as I can see and understand there is something different in my duet wifi between extruding slow at 30mm/s and 60mm/s that makes not smooth the extrusion at low speeds in straight extruded lines.
Today I ordered a LDO 8 pinion stepper so maybe having more steps per mm (55 insted 44 at full steps) and different inductance and such will help. It will arrive in about two weeks.
-
Seems to me at this point we need to verify if it's a mechanical extruder issue or firmware issue. So we'd either need to change the extruder, or change the firmware.
-
@phaedrux what can I do to change fw? Because the latest test was done with the rc3 and the previous one with the rc2.
Regarding the extruder change it is difficult because it involves a total redesign on the X carriage, maybe I have enough time to adapt it for a bmg again or do you sugest another thing to do and test? -
@zabana said in Vertical banding on COREXY machine:
@phaedrux what can I do to change fw? Because the latest test was done with the rc3 and the previous one with the rc2.
Regarding the extruder change it is difficult because it involves a total redesign on the X carriage, maybe I have enough time to adapt it for a bmg again or do you sugest another thing to do and test?Can you play a bit with the pinch-gear tension while you extrude in free air?
My gut feeling tells me, that the whole BMG-gear pinch geometry is wrong. (on my clones at least)
I pulled filament by hand through the gears of the sherpa mini and noticed, that any increase of pinch ends in a rough movement of filament. The dual gears get pushed together, before I get reasonable clamping on the filament side. The bracket shaft is parallel to the gears, so we can't avoid pushing both sides at once.If I had to re-construct it, I'd turn the idler bracket shaft 90°. That way the pivot point would be along the dual gears and the pinch force would only apply to the filament path.
-
@zabana
Since you are using a sherpa mini too, I think I will reconstruct the front bearing holder with a slightly larger distance between the main shaft and the hole that takes the pinch bracket shaft. The dual gears must not mesh too hard before the filament pinch force is right.
A bit of play between the gears is easier to accept than 'clenched teeth' -
@o_lampe I think I get what you say but can you post a pic or drawing bout what you say exactly?
-
from my experience this issue is a combination of things like geared extruder , short filament path , stiff filament (pla) and tiny melt zone .
try to change one of those and see if you have any improvement . easiest is to change filament to something less stiff like nylon .
first time i saw this type of artifact was when i shortened my filament path by half , all else was the same . -
@zabana Just to add to what the others have said about the drive gears, there are many reasons why a pair of meshed gears won't produce a perfect motion (even ignoring anything to do with how the hobbed gear bites into the filament). I design gearboxes for electric cars so this is pretty much my day job!
First reason is any manufacturing defects. There can be runout errors (where the gear teeth arent concentric to the rotational axis) which will cause once-per-rev errors. There can be pitch errors (where two consecturive teeth might be spaced slightly too close/far apart). There can also be form errors in the involute shape of the gear teeth meaning they don't roll over each other properly. As well as these issues affecting the meshing of the gears, they can also cause other issues (like double-flank contact where the backlash becomes zero and there isn't enough room for the teeth to mesh properly) that might change the loading on the gears & housings (particularly if they're only lightweight printed ones). Obviously on top of this, any errors in how the gears are mounted/aligned in the housings will affect them too.
I would also add that if your gears have come from two separate sources (one from the motor manufacturer(?), one from Bontech/extruder supplier), the gear teeth might not be perfectly matched (may have slightly different module, profile shift, base pitch etc).
The other issue is transmission error. Even if you have perfectly manufactured gear teeth, the teeth themselves will still bend a bit under load (particularly if they're plastic!). It might only be small, but it means you get some once/twice per tooth-pass error in the output shaft rotation. This will vary with load, but it may also interract with any manufacturing errors (e.g. to dampen them out as the teeth flex to compensate for them), so you often find that gears run best with some load on them.
All of these things are also often worse with small pinion gears, as 1% of a tooth pass is much bigger proportion of the shaft rotation, plus some other things on the actual tooth involute form.
So what does this all mean for you....
First thing I'd say is that if your issue is actually with the extruder mechanicals, it may be speed or load dependent. If you found that increasing the extruder flow rate helped improve things, it could actually be the increased load on the gears (from the nozzle back pressure) dampens out the variation source (whether that be because of how the plastic flows in the melt chamber, or something to do with the drive gears). I'd have another go at changing the nozzle temps, but look at going lower so that you build up more back pressure. Maybe you could also try a different size nozzle?
Defintiely play around with the tension spring that pushes the two drive gears tgether as @o_lampe suggests. Having it set too tight will only exacerbate any issues in the gear train
Edit: actually finished writing the post before hitting submit...

-
@zabana said in Vertical banding on COREXY machine:
@o_lampe I think I get what you say but can you post a pic or drawing bout what you say exactly?
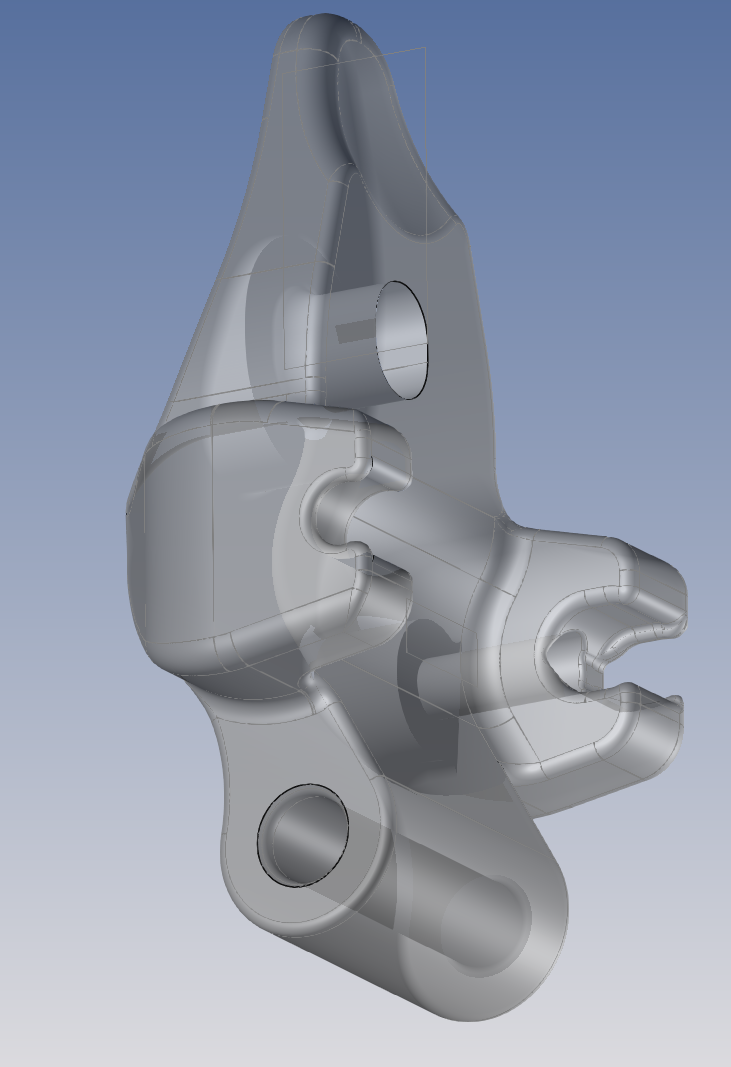
Like rotating the whole pinch roller bracket 90 degree clockwise. The new pivot point is close to the dual gears and vertical.
I have to figure out a different place for the thumbscrew. -
@phaedrux I don't know if this counts, but I have two Bondtech BMG extruders, and I tried both with the same results. The one piece which I didn't change is the stepper gear.
-
@zabana The upper few mm of this print illustrate the effect of increasing perimeter speed from 80mm/sec to 120mm/sec, which I accomplished by lowering jerk to 110mm/sec (maintains adhesion on concave curves, but makes them ugly; paradoxically, my corners now look wonderful):

-
@donstauffer yes I detected similar improvement in my prints if I increase the speed regarding the periodic rippling but if a piece is small or need to reduce speed to print it the problem will be there.
Right now I am refining the extruder because just in case and of course a smoother meshing and movement never hurts.I also did a test printing at 180 degrees instead of 200 as someone advised to increase back pressure but it did not work at all so the more test I do the more prone I am to think in something fw related with small speed on the extruder because it not only happen in a sherpa extruder but also in "good" ones like BMGs
-
@o_lampe said in Vertical banding on COREXY machine:
@zabana
Since you are using a sherpa mini too, I think I will reconstruct the front bearing holder with a slightly larger distance between the main shaft and the hole that takes the pinch bracket shaft. The dual gears must not mesh too hard before the filament pinch force is right.
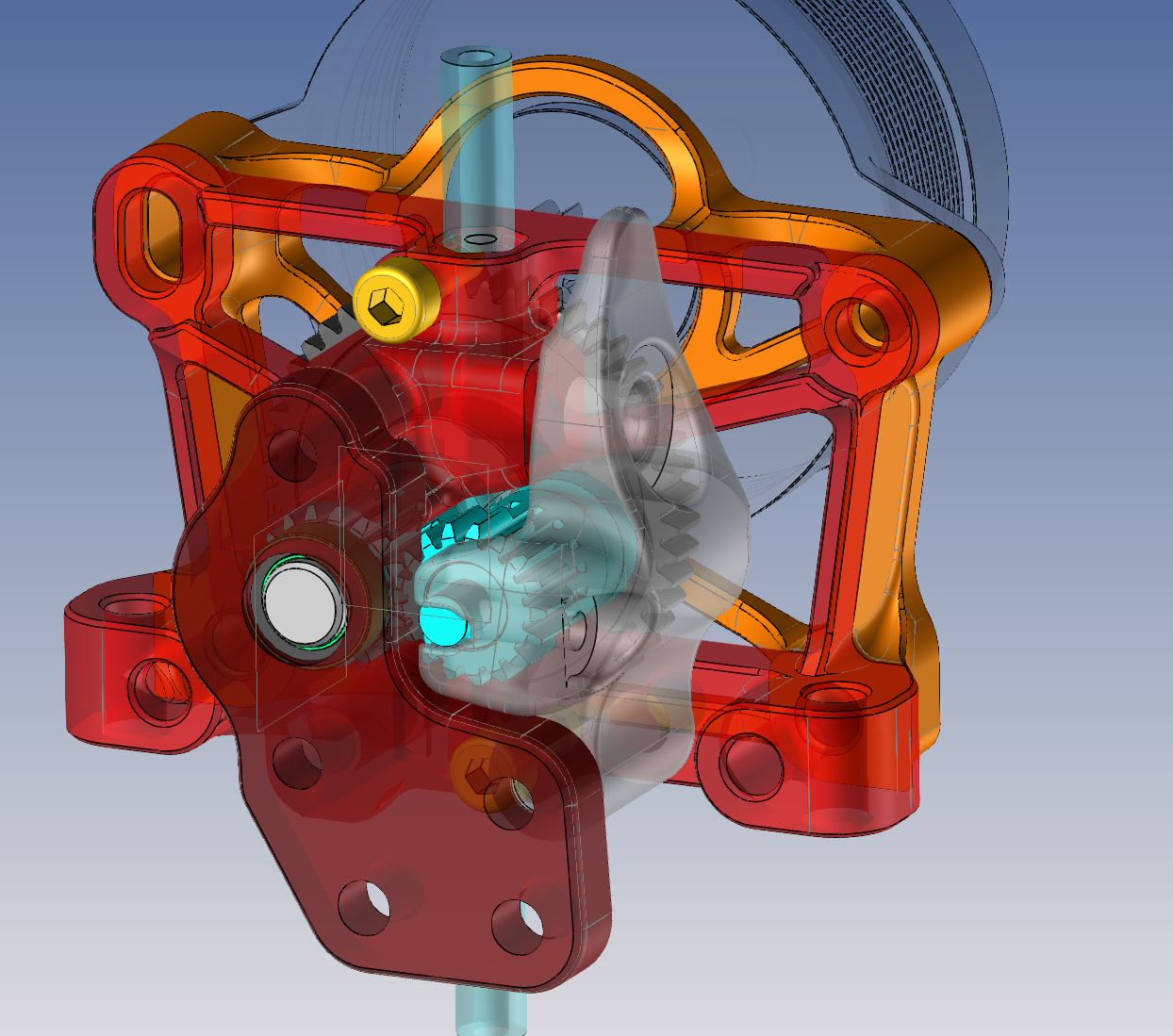
A bit of play between the gears is easier to accept than 'clenched teeth'I went a different direction in separating the gear lash from the filament crush. Gear side axle support is elongated, allowing an M2.5 bolt to act on the axle and dial in gear lash independently:
-
@zabana I am quite certain that these vertical lines are not caused by a firmware issue. RRF produces highly regular stepper motor pulses, unlike some other firmwares.
Unfortunately, vertical banding such as you illustrate in your original post is common. I remember that Prusa carries out a long investigation into it several years ago, because it was affecting their printers. They even put a Duet WiFi into one of their printers to see if it solved the problem (it didn't).
The likely causes are uneven extrusion, or uneven XY motion. To test which, find a simple print that illustrates the problem well, such as a square vase print. Then change the layer height, for example increase it by 50%. If the problem is uneven extrusion, then the period of the lines will change in inverse proportion to the layer height, assuming you keep the same extrusion width.
If this confirms that the problem lies with the extruder, the next step is to calculate the period in terms of the filament input to the extruder. If you are doing a square vase print, look at the GCode to see how much filament length is extruded for each side of the square. Divide that length by the number of vertical lines per side to get the period at the input. Then try to relate that to characteristics of the stepper motor, e.g. the amount extruded for each gear tooth, and the stepper motor steps per mm.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Vertical banding on COREXY machine:
@zabana I am quite certain that these vertical lines are not caused by a firmware issue. RRF produces highly regular stepper motor pulses, unlike some other firmwares.
Unfortunately, vertical banding such as you illustrate in your original post is common. I remember that Prusa carries out a long investigation into it several years ago, because it was affecting their printers. They even put a Duet WiFi into one of their printers to see if it solved the problem (it didn't).
The likely causes are uneven extrusion, or uneven XY motion. To test which, find a simple print that illustrates the problem well, such as a square vase print. Then change the layer height, for example increase it by 50%. If the problem is uneven extrusion, then the period of the lines will change in inverse proportion to the layer height, assuming you keep the same extrusion width.
If this confirms that the problem lies with the extruder, the next step is to calculate the period in terms of the filament input to the extruder. If you are doing a square vase print, look at the GCode to see how much filament length is extruded for each side of the square. Divide that length by the number of vertical lines per side to get the period at the input. Then try to relate that to characteristics of the stepper motor, e.g. the amount extruded for each gear tooth, and the stepper motor steps per mm.dc42 replied to one of the other threads re: vertical lines, but it fit's here too and partly confirms our findings.
-
@ccs86
I did something similar on my printed bracket, but used a dremel bit to widen the holes for the idler bracket shaft.
It runs much smoother now.
The downside of the misalignment could be a higher wear on the teeth? But most probably the filament teeth are worn out before... -
@dc42 Mine was the same with different layer heights. So I assume an XY movement problem.
-
@donstauffer All pulleys replaced with brand name. No improvement. Next I'll replace the belt and carriage. Then, the only moving parts I haven't replaced will be the rails themselves, and the Z-axis steppers and lead screws.
I'm becoming absolutely convinced this is not a problem with moving parts.
-
@donstauffer said in Vertical banding on COREXY machine:
@donstauffer All pulleys replaced with brand name. No improvement. Next I'll replace the belt and carriage. Then, the only moving parts I haven't replaced will be the rails themselves, and the Z-axis steppers and lead screws.
I'm becoming absolutely convinced this is not a problem with moving parts.
have you check your rail that support your extruder ? when i build my printer i first used cheap linear rail to only find that there was enough play to rotate the printing head of a least 1-2 degree , i ended up replacing that rail with a hiwin HGR 15 and it solved my problem.