Rotating Magnetic Sensor - Keeps Pausing Printer
-
-
@dc42 said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@wouldstain @TheDragonLord please also provide your config.g files, to help us reproduce this.
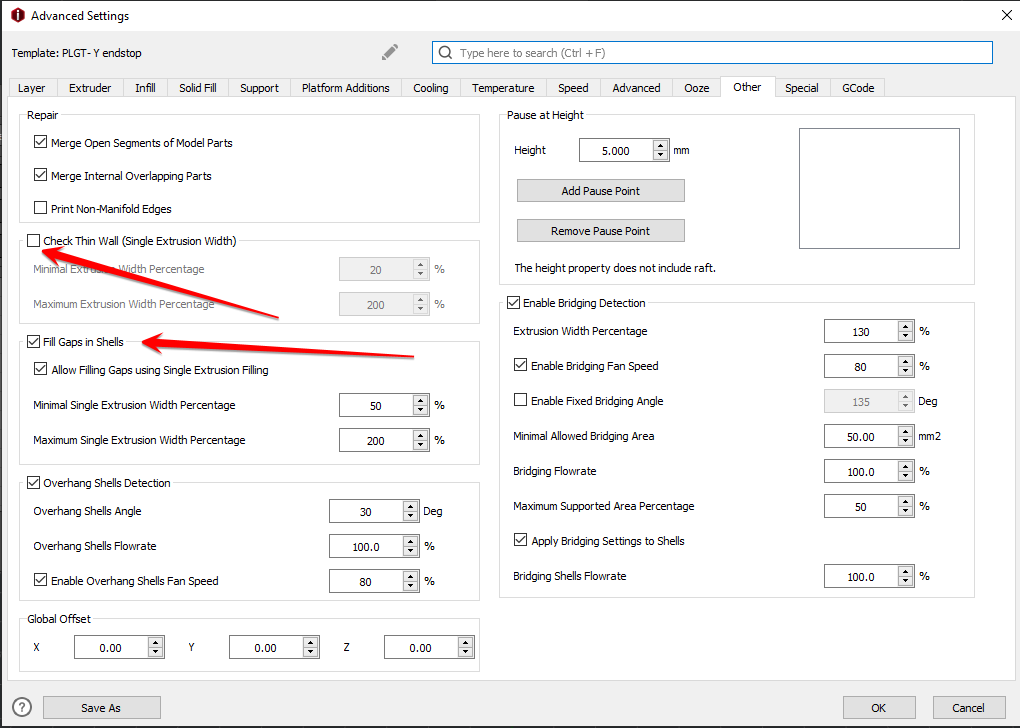
If it could help I've discovered that the Magnetic sensor "doesn't like" theese two Ideamaker settings (that's the slicer I use). Unchecking both of them the false errors reduces a lot but, of course, this can't be the solution because in this way you get bad prints....
-
@thedragonlord I have been working on replicating the very fast error print you sent through
Please can you send through the two macros that are called by your start gcode:
M98 P"Print_gcodes/print_petg_pressure_advance.g" ;pressure advance M98 P"Print_gcodes/print_start_gcode.g" ; start gcode operationsI get not "great" results but not nothing like as wide a variation as you see
measured sensitivity 24.45mm/rev, min 70% max 103% over 219.2mm
measured sensitivity 24.53mm/rev, min 71% max 103% over 140.2mm
measured sensitivity 24.64mm/rev, min 71% max 104% over 100.9mm
measured sensitivity 24.89mm/rev, min 72% max 104% over 61.5mmas an aside, you may have already resolved this but this is an error in your config.g (its not related to this issue):
M350 E16:E16 I0
The second E should not be there
-
@thedragonlord said in Rotating Magnetic Sensor - Keeps Pausing Printer:
If it could help I've discovered that the Magnetic sensor "doesn't like" theese two Ideamaker settings (that's the slicer I use). Unchecking both of them the false errors reduces a lot but, of course, this can't be the solution because in this way you get bad prints....
Yes, these settings probably cause a lot of short moves with retraction which may be related to the issue.
-
@t3p3tony said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord I have been working on replicating the very fast error print you sent through
Please can you send through the two macros that are called by your start gcode:
M98 P"Print_gcodes/print_petg_pressure_advance.g" ;pressure advance M98 P"Print_gcodes/print_start_gcode.g" ; start gcode operationsI get not "great" results but not nothing like as wide a variation as you see
measured sensitivity 24.45mm/rev, min 70% max 103% over 219.2mm
measured sensitivity 24.53mm/rev, min 71% max 103% over 140.2mm
measured sensitivity 24.64mm/rev, min 71% max 104% over 100.9mm
measured sensitivity 24.89mm/rev, min 72% max 104% over 61.5mmas an aside, you may have already resolved this but this is an error in your config.g (its not related to this issue):
M350 E16:E16 I0
The second E should not be there
Here are the g files and thanks for the M350!
print_petg_pressure_advance.g.txt
print_start_gcode.g.txt -
@thedragonlord thanks, sorry to be a pain but can I also have your heightmap.csv file.
basically looking for anything at impacts the print process.
-
@t3p3tony said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord thanks, sorry to be a pain but can I also have your heightmap.csv file.
basically looking for anything at impacts the print process.
You don't need to apolgize, you are helping me so it's all ok!
Here's the file:
-
@t3p3tony said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord thanks, sorry to be a pain but can I also have your heightmap.csv file.
basically looking for anything at impacts the print process.
have you discovered something? The sensor are almost completely unuseful because they keep om pausing even without the two settings...
EDIT:
I was thinking about a thing....could it be that this issue depends from the pressure advance? I'm using it with 0.4 value... -
@thedragonlord I managed to get some testing done this week and have passed the results on to @dc42. I have some more tests to do though. I made a cut down version of your print file, with as little movement as possible to see some of the effect and got 64% to 106% which for movement with no major retractions I find odd. So in summary its not forgotten, but not pinned down yet.
-
@t3p3tony said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord I managed to get some testing done this week and have passed the results on to @dc42. I have some more tests to do though. I made a cut down version of your print file, with as little movement as possible to see some of the effect and got 64% to 106% which for movement with no major retractions I find odd. So in summary its not forgotten, but not pinned down yet.
I've also been seeing some unusual behaviour with my 600ppr encoder based filament sensor but didn't have time to investigate so I've disabled it for now.
If there is any significant updates on this I'll reactivate my DIY sensor.
-
@t3p3tony said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord I managed to get some testing done this week and have passed the results on to @dc42. I have some more tests to do though. I made a cut down version of your print file, with as little movement as possible to see some of the effect and got 64% to 106% which for movement with no major retractions I find odd. So in summary its not forgotten, but not pinned down yet.
ok, thanks! I think the key is PA...Let me know
-
@thedragonlord I have been testing magnetic filament monitor reporting yesterday and today with a view to discovering why some users are experiencing this type of problem. As part of this I am putting together a set of test files. Here are the first three (more will follow). Please try them on your machine. In each case:
- Select a tool and preheat it to your normal extrusion temperature, or a little higher (to make sure the extruder doesn't skip steps)
- Ensure that the MFM is disabled (use M591 D0 S0 if you are testing extruder 0)
- Run the file. It will home the printer if it hasn't already been homed, then extrude 10mm above the bed between X0 Y0 and X0 Y50. So it should be OK to run on almost any printer.
- At the end it will use M591 to report the calibration data. Report the results here.
- For the third one, the results may depend on your pressure advance setting. I get good results with PA=0.2 (my usual setting) and also with PA=1 but your results may vary.
- The default extrusion speed is 1mm/sec. You can run the tests at a higher extrusion speed using the speed multiplier or the extrusion factor multiplier.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord I have been testing magnetic filament monitor reporting yesterday and today with a view to discovering why some users are experiencing this type of problem. As part of this I am putting together a set of test files. Here are the first three (more will follow). Please try them on your machine. In each case:
- Select a tool and preheat it to your normal extrusion temperature, or a little higher (to make sure the extruder doesn't skip steps)
- Ensure that the MFM is disabled (use M591 D0 S0 if you are testing extruder 0)
- Run the file. It will home the printer if it hasn't already been homed, then extrude 10mm above the bed between X0 Y0 and X0 Y50. So it should be OK to run on almost any printer.
- At the end it will use M591 to report the calibration data. Report the results here.
- For the third one, the results may depend on your pressure advance setting. I get good results with PA=0.2 (my usual setting) and also with PA=1 but your results may vary.
- The default extrusion speed is 1mm/sec. You can run the tests at a higher extrusion speed using the speed multiplier or the extrusion factor multiplier.
Thanks! I'll try the three files when I'll be back home this evening and I'll let tyou know
-
@thedragonlord here's test file 4. For this one you need to configure firmware retraction using M207.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@wouldstain please can you run these four test files too.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Rotating Magnetic Sensor - Keeps Pausing Printer:
@thedragonlord here's test file 4. For this one you need to configure firmware retraction using M207.
I'll try this too. I've never used the M207, I suppose I have to configure it with the same params I set in the slicer for retraction, right? I usually set 3mm at 40mm/sec so I have to set:
M207 P0 S3 F2400and set it in the config.g correct?
-
@thedragonlord yes thats right
-
Here are my results if they are helpful:
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.2 ELECTRONICS: Duet Ethernet 1.02 or later FIRMWARE_DATE: 2021-01-05(I took out the var... part since my version of RRF doesn't support that)
Duet3D rotating magnet filament monitor v3 on pin e0stop, enabled, sensitivity 28.80mm/rev, allow 60% to 160%, check every 3.0mm, version 3, mag 132 agc 114, measured sensitivity 26.00mm/rev, min 98% max 102% over 98.5mm Finished printing file 0:/gcodes/1635171097795-mfm-test-1.gcode, print time was 0h 0m Duet3D rotating magnet filament monitor v3 on pin e0stop, enabled, sensitivity 28.80mm/rev, allow 60% to 160%, check every 3.0mm, version 3, mag 132 agc 114, measured sensitivity 26.40mm/rev, min 96% max 103% over 98.8mm Finished printing file 0:/gcodes/1635171097802-mfm-test-2.gcode, print time was 0h 0m Duet3D rotating magnet filament monitor v3 on pin e0stop, enabled, sensitivity 28.80mm/rev, allow 60% to 160%, check every 3.0mm, version 3, mag 131 agc 114, measured sensitivity 26.76mm/rev, min 97% max 102% over 48.5mm Finished printing file 0:/gcodes/1635171097805-mfm-test-3.gcode, print time was 0h 0m (At this point, I entered M207 P0 S3 F2400 in the GCODE console) Duet3D rotating magnet filament monitor v3 on pin e0stop, enabled, sensitivity 28.80mm/rev, allow 60% to 160%, check every 3.0mm, version 3, mag 131 agc 114, measured sensitivity 26.80mm/rev, min 96% max 103% over 40.0mm Finished printing file 0:/gcodes/1635173702760-mfm-test-4.gcode, print time was 0h 0mSeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
PS all these files use relative extrusion. I will add M83 commands to the final versions, in the mean time feel free to ad M83 commands yourself if you do not have M83 in config.g.
-
@alankilian thanks, so far they look good (I'm looking at the measured sensitivity min/max). More test files to follow.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com