Capricorn PTFE Tubing XS- Low Friction
-
As the filament passes through the extruder, it get squashed a bit into an oval, or the hobbed bolt bites into it leaving tiny ridges. It doesn't take much of a deformation for the filament to then stick inside the tube. So one possibility for variable retraction with 1.8mm ID tubing is that with short moves followed by retraction, the same piece of filament goes back and forth inside the extruder and gets squashed more than once, leading to extra deformation or hobbed bolt ridges getting bigger, making the filament more likely to stick in the tube (compared to long moves between retraction) causing the extruder to skip slightly.
-
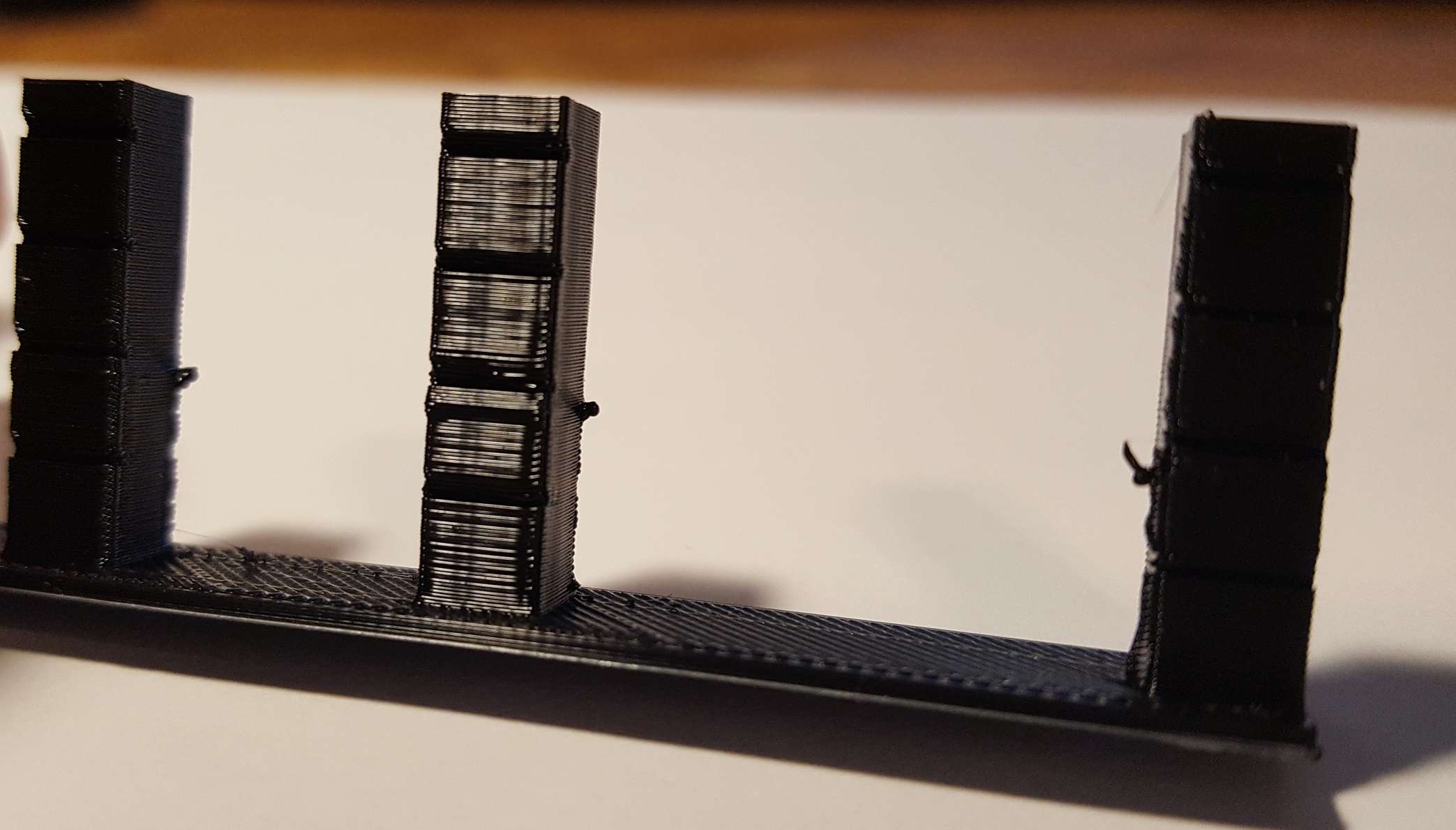
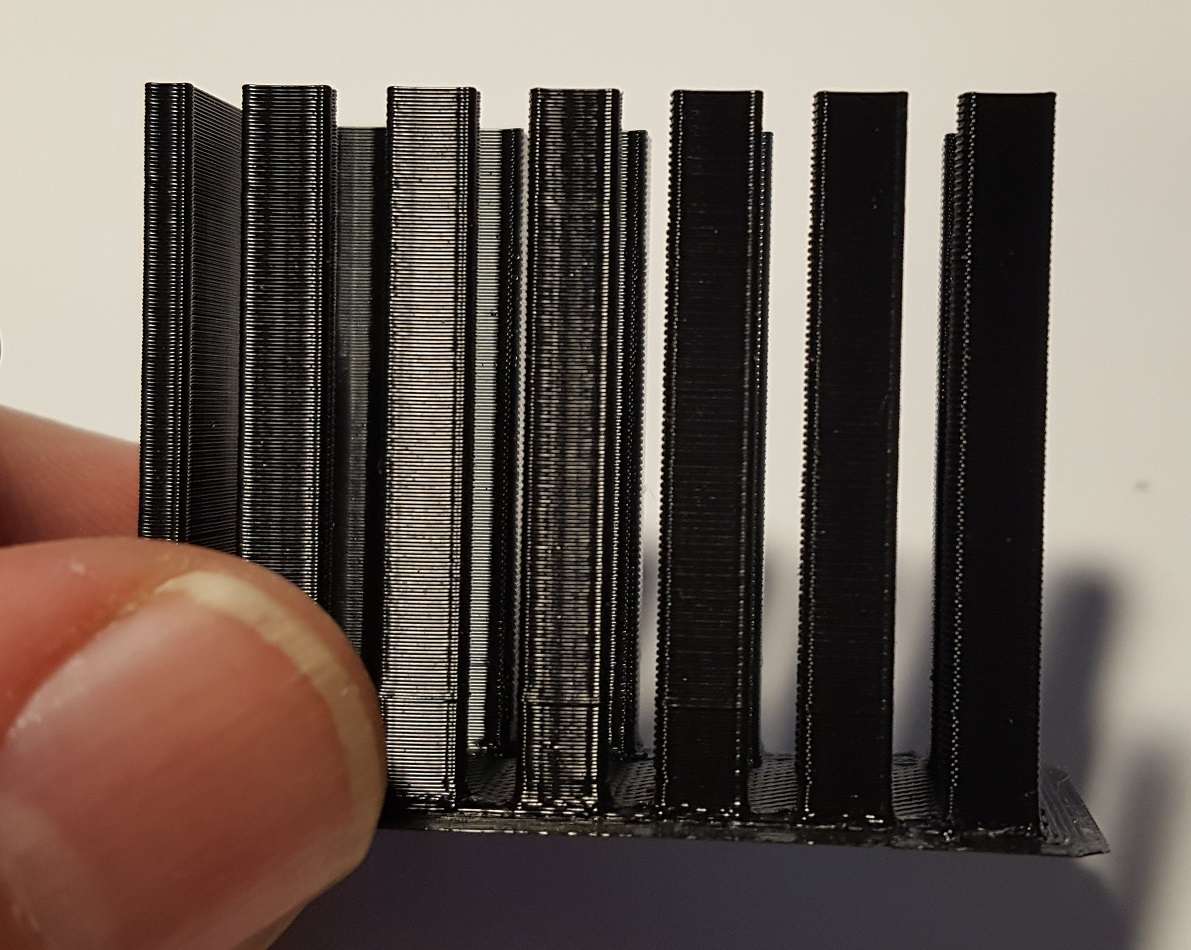
Ok here are photos show two different retraction towers and a Baby Groot. The two towers show little/no stringing all the way down to 2.0mm retraction (tiny little nubs of stringing on the widely-spaced towers at 2.0 and 2.5). The Baby Groot was printed at 2.5mm retraction and as stringy as hell.
I'm trying to figure out what I'm missing. The other settings are the same. I've tried obvious things like dropping print temperature. I've tried from 210 C all the way down to this Baby Groot at 190 C, and it hasn't helped.
One hint I have is in this one photo of a retraction tower where there's a little crap thing sticking out about 1/4 of the way up. That's where the process I used there happened to have accidentally some "bottom" layers set up. I suspect it has something to do with the retraction towers being fairly low print density with single or double walls, while the Baby Groots had more infill and hence more printing occurrred between moves. Still not sure why such short retraction works fine on the retraction towers but not well with the real print.

-
Is the printing speed of the towers a lot slower than the speed of the baby groot?
-
The towers and the Groot were both set to 60mm/s, but what the actual speed was would be impossible to say, since both have sections small enough that acceleration settings would slow things down somewhat. The arm that you see in the Groot photo is approximately the same diameter as the retraction towers, so we might assume that the nozzle reached similar speeds going around that arm as it did on the towers, though the towers have 90 degree corners and the arm doesn't.
I just ran some more towers where I went from 2 to 3 perimeters to see if the difference was simply down to how much actual printing got done between retractions (see if maybe on the towers the extruder/bowden/nozzle system hadn't reached its normal steady state pressure due to how little was printed between retractions and repriming). At 2.0mm retraction I got enough oozing to create the usual "hangers" sticking off the side of the tower at an angle. At 2.5mm there were little nubbins sticking out, and at 3.0 there were nearly but not quite nonexistent nubbins, and at 3.5mm retraction no sign of any oozing whatsoever.
I've got to go somewhere for a while, so I just started a Baby Groot with retraction set to 3.1mm. I'll see how it went when I get back.
If it works great, and continues to work for other types of prints with larger pieces, sharper corners, wider spaces, etc., then I'll know that for at least this filament the new retraction of 3.1mm is it. This is compared to 4.6mm with my previous cheapo PTFE.
While I was hoping to get it all the way down to 2mm, and thought I had with my original retraction tests, I'll say that 3.1mm from 4.6mm is a huge improvement. It means that the pressure "spring" inside the tubing from the filament kinking up and absorbing or releasing incoming filament feed rates is substantially reduced by using this tubing with its smaller diameter.
This filament (Hatchbox black PLA) measures out at only 1.72 to 1.73mm, unfortunately. If reducing the diameter of the PTFE tube is mostly responsible for reducing the bowden tube pressure spring, then it's probably also true that the closer in diameter you get from the filament to the ID of the PTFE tube, the better. I'd be better off with filament measuring 1.76 or 1.77 than 1.73.
Sounds like a small difference, but the bowden tube pressure spring effect is responsible for keeping filament flowing more than you want going into corners where the deceleration of the nozzle requires slowing down the filament flowrate to avoid blobbing, and not accelerating as fast it should coming out of corners (which results in thinning of the part coming out of the corners). If a difference of only .15mm inside diameter of the bowden tube can drop my retraction from 4.6 to 3.1mm, then .03mm difference in filament diameter is a bigger deal than you'd think.
Most of my filaments measure out at 1.75 or 1.76 or so. I'll have to figure out what filaments tend larger and buy more of that, and less of the stuff that measures smaller. I'm disappointed that this Hatchbox PLA measured out smaller like this. My Hatchbox PETG typically comes in at least 1.75mm.
-
I get mixed results based on filament. Some filaments i am running as low as 1.25mm with a 400mm tube.
-
I should add that i have not compared different brands of the same type of filament and also pressure advance can have some effects on what you are seeing, try playing with it on the fly when printing grub… it also plays differently based on filament. Also do you use a retainer clip on the collet where the ptfe enters your hotend... i have found this to improve results as well (several designs sare available on thingiverse)
-
I had pressure advance on with S0.12 and was doing a test print with retraction at 3.1mm and getting stringing and oozing. I turned off the pressure advance on the fly and the stringing just stopped.
Went back and tried more lower retraction settings and in the upper 2s it was greatly reduced, but not eliminated or all but eliminated until 3.1mm. This is on that baby Groot. I'm doing a different print now with different infill and perimeters and whatnot, no pressure advance, with 3.1mm retraction. Haven't gotten to the point yet where I'd expect stringing if it was going to happen. I'll know in the morning.
I'm betting that whatever stringing or oozing I get will in fact be very dependent on the specific filament, with the thicker filaments behaving better than the narrow ones like this 1.73. I've got a roll of cheap Chinese filament that's only 1.68 and it's just crap because it flexes too much.
I've got this spool of ASA I've been experimenting with that's a little thicker. I don't recall but it may have been 1.77mm or so. I'm anxious to give it a try.
Until this Capricorn tube I'd had to use 4.6mm as my general retraction setting. Even if I've only gone from 4.6mm to 3.1mm that's a substantial reduction, given that every mm of retraction represents a milimeter of spring-like compression in the tube that's going to blob or underextrude my accelerations and decelerations.
This has me thinking about the rest of my system. There are some spots at the extruder and going into the tube retainer that's screwed into the extruder where the filament isn't well constrained and can bend and flex a little. I'll see what I have to do to provide some contraint to the filament in these areas. It may be good for another little drop in retraction.
And no, I don't actually have a retaining clip under the tube entry on the print head. The carriage plate I printed up blocks it. I've been thinking about remixing it to add a little hole where I can slide in a retaining clip with a pair of tweezers or something. I've got a retaining clip at the extruder end.
So far for $10 or whatever it was I think the Capricorn tube is worth it.
-
I think somebody is making a good deal of money with this product.
I wonder if if can be purchased in bulk.
Still I would like to try it.
Frederick
-
It can be purchased in bulk, filastruder cuts to length ordered. It is pure raw ptfe and tight torrence production processes but yeah still overpriced but the results i have seen make it a necessary upgrade to any bowden system.
-
For a Rostock Max sized build with a Bondtech Extruder and the Capricon XS my settings for Simplify3D are copied below for reference. They seem to work pretty well with PLA. I have not had any jamming issues so far.
I reduced my retraction length by about 25% after installing the Capricorn tubing. I would guess at 25% - 50% reduction in your previous retraction distance should work pretty well.
[c]Retraction: 5.00mm
Extra Restart Distance: -0.50mm
Retraction Vertical Lift = 0.15mm
Retraction Speed: 100mm/s
Coasting Distance: 1.50mm
Wipe Distance: 2.00mm[/c] -
The towers and the Groot were both set to 60mm/s, but what the actual speed was would be impossible to say, since both have sections small enough that acceleration settings would slow things down somewhat. The arm that you see in the Groot photo is approximately the same diameter as the retraction towers, so we might assume that the nozzle reached similar speeds going around that arm as it did on the towers, though the towers have 90 degree corners and the arm doesn't.
I just ran some more towers where I went from 2 to 3 perimeters to see if the difference was simply down to how much actual printing got done between retractions (see if maybe on the towers the extruder/bowden/nozzle system hadn't reached its normal steady state pressure due to how little was printed between retractions and repriming). At 2.0mm retraction I got enough oozing to create the usual "hangers" sticking off the side of the tower at an angle. At 2.5mm there were little nubbins sticking out, and at 3.0 there were nearly but not quite nonexistent nubbins, and at 3.5mm retraction no sign of any oozing whatsoever.
I've got to go somewhere for a while, so I just started a Baby Groot with retraction set to 3.1mm. I'll see how it went when I get back.
If it works great, and continues to work for other types of prints with larger pieces, sharper corners, wider spaces, etc., then I'll know that for at least this filament the new retraction of 3.1mm is it. This is compared to 4.6mm with my previous cheapo PTFE.
While I was hoping to get it all the way down to 2mm, and thought I had with my original retraction tests, I'll say that 3.1mm from 4.6mm is a huge improvement. It means that the pressure "spring" inside the tubing from the filament kinking up and absorbing or releasing incoming filament feed rates is substantially reduced by using this tubing with its smaller diameter.
This filament (Hatchbox black PLA) measures out at only 1.72 to 1.73mm, unfortunately. If reducing the diameter of the PTFE tube is mostly responsible for reducing the bowden tube pressure spring, then it's probably also true that the closer in diameter you get from the filament to the ID of the PTFE tube, the better. I'd be better off with filament measuring 1.76 or 1.77 than 1.73.
Sounds like a small difference, but the bowden tube pressure spring effect is responsible for keeping filament flowing more than you want going into corners where the deceleration of the nozzle requires slowing down the filament flowrate to avoid blobbing, and not accelerating as fast it should coming out of corners (which results in thinning of the part coming out of the corners). If a difference of only .15mm inside diameter of the bowden tube can drop my retraction from 4.6 to 3.1mm, then .03mm difference in filament diameter is a bigger deal than you'd think.
Most of my filaments measure out at 1.75 or 1.76 or so. I'll have to figure out what filaments tend larger and buy more of that, and less of the stuff that measures smaller. I'm disappointed that this Hatchbox PLA measured out smaller like this. My Hatchbox PETG typically comes in at least 1.75mm.
Did this work on the groot?
-
I had a Groot printout working great with 3.1mm with only a few faint whisps of string until one of his arms broke for unrelated reasons (only 2 perimeter walls, low infill, and .35mm nozzle with .35mm line width, on a fairly thin arm, so it was pretty weak).
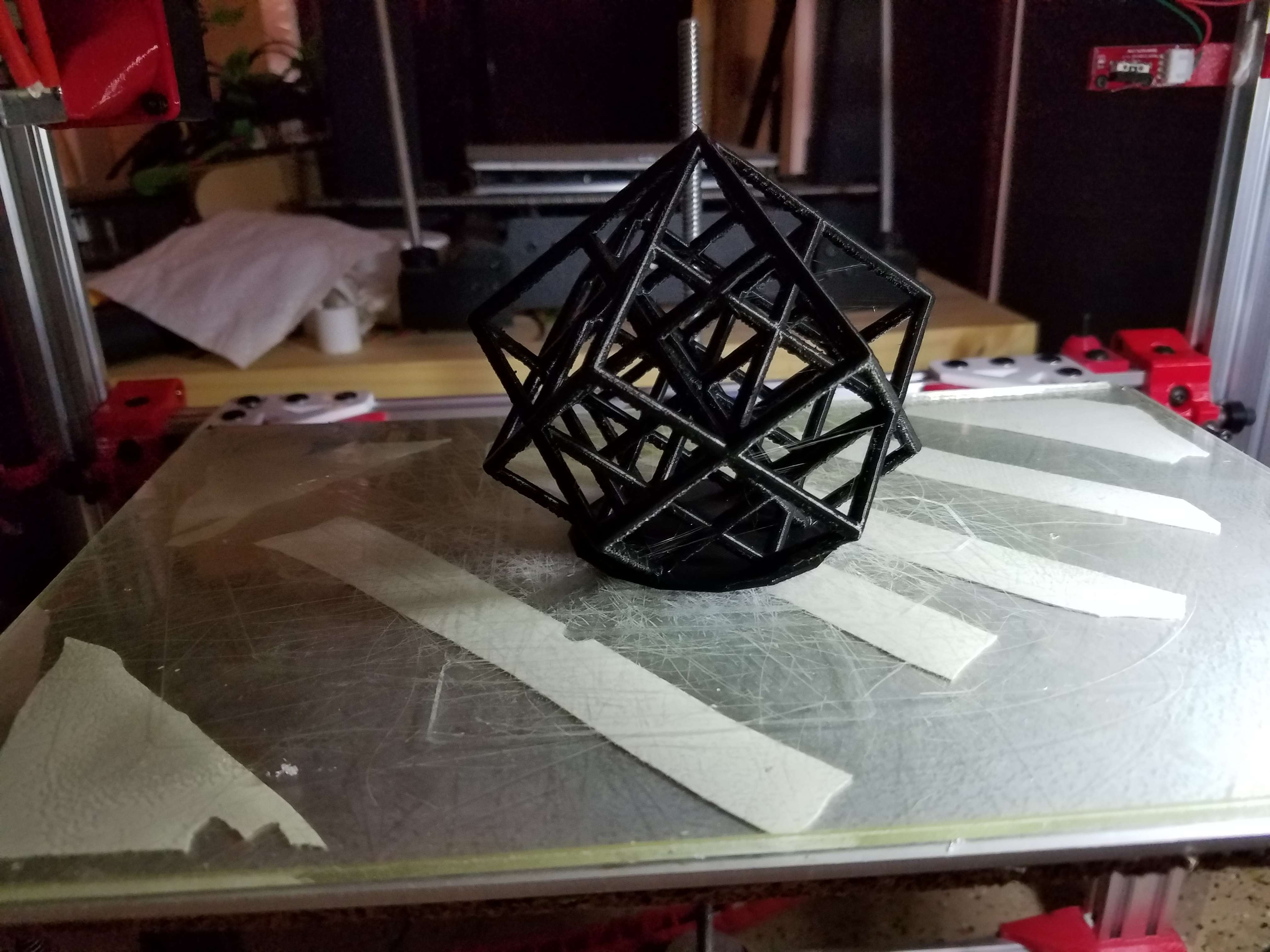
I did print out this geometric torture test thingy with it this morning. This was 3.2mm retraction, .35mm nozzle, .18mm layer height.
You can see a few very faint whisps of string. Given the challenge of printing this, I think that's pretty decent. With my normal PTFE tube I wouldn't have printed this with less than 4.5 or 4.6mm retraction. And this is with 1.71-1.72mm filament.
I haven't loaded the ASA filament again to try it out. It measures out at an even 1.75mm.
-
Wow. This stuff is amazing. I'm running TPU through a 2 foot bowden tube pushed by a Titan extruder and no problems at all.
-
I don't remember if these links have been posted on this forum. In case, you may find them usefull to calibrate retract with Bowden config:
https://airtripper.com/1320/airtripper-extruder-filament-force-sensor-announcement
https://airtripper.com/1338/airtripper-extruder-filament-force-sensor-introduction
https://airtripper.com/1473/airtripper-extruder-filament-force-sensor-design-3d-print
https://airtripper.com/1397/electronic-kitchen-scales-teardown-versus-load-cells
https://airtripper.com/1626/arduino-load-cell-circuit-sketch-for-calibration-testI will soon order this load cell:
-
If you need/want more than a meter of it, you can find it cheaper directly from Capricorn. They have a few bundle options too that come with a cutter and stickers.
I JUST bought some generic PTFE off of Amazon Prime. While it seems to have made a nice improvement over my worn out tube, I kinda wish I had remembered about this Capricorn stuff.
-
If you need/want more than a meter of it, you can find it cheaper directly from Capricorn. They have a few bundle options too that come with a cutter and stickers.
I JUST bought some generic PTFE off of Amazon Prime. While it seems to have made a nice improvement over my worn out tube, I kinda wish I had remembered about this Capricorn stuff.
I just ordered some direct from Capricorn, but based on the live Q&A Tom did with E3D they are about to become a UK reseller for it.
-
I just ordered 2 meters of the XS (the dark blue 1.9 or 1.8 ID) Capricorn tubing. I will try to report back once I receive and install it.
-
I've got both the XS and TL series. The supposedly smaller inner diameter of the XS series is actually slightly larger than the TL series, but I'm sure it's just a batch issue. Both the XS and TL tubing does have very high quality. Maybe because of my old PTFE tubing already has a small inner diameter, the optimal pressure advance value for me only lowered to 0.5 from 0.6.
-
I've got both the XS and TL series. The supposedly smaller inner diameter of the XS series is actually slightly larger than the TL series, but I'm sure it's just a batch issue. Both the XS and TL tubing does have very high quality. Maybe because of my old PTFE tubing already has a small inner diameter, the optimal pressure advance value for me only lowered to 0.5 from 0.6.
What sort of hot end do you have, and how long is the Bowden tube? It's unusual to need as much pressure advance as 0.5 or 0.6 except when using mixing extruders.
-
I've got both the XS and TL series. The supposedly smaller inner diameter of the XS series is actually slightly larger than the TL series, but I'm sure it's just a batch issue. Both the XS and TL tubing does have very high quality. Maybe because of my old PTFE tubing already has a small inner diameter, the optimal pressure advance value for me only lowered to 0.5 from 0.6.
What sort of hot end do you have, and how long is the Bowden tube? It's unusual to need as much pressure advance as 0.5 or 0.6 except when using mixing extruders.
I'm using it on a BCN3D sigma converted to duet wifi and 1.75mm e3d v6. The bowden tube is about 60cm. Maybe my way of finding out pressure advance value is wrong. I was doing a 20mm x 20mm tower in vase mode at 100mm/s speed. The problem on the corners resolves at a pressure advance value of 0.5.
