[[language]]
M913 Z30:30 ; Reduce current
M201 Z100; Reduce acceleration
M915 P1:2 S1 F0; Set stall detection threshold (you don't need this if you have it in config.g file)
G91
G1 S1 Z-210 F600 ; probe
G90
M201 Z1250 ; Restore acceleration
M913 Z50:50; Restore current
G92 Z0
G1 Z0.4 F3600; Stall triggers at -0.4mm, raise nozzle by 0,4mm.
G92 Z0
```Here is my code for z probe. The exact configuration would probably be different between each setup. You'll need to look for a setup that trigger the stall detection with the lowest impact force between the bed and the nozzle. Here is how I figured out mine:
First you need to lower your Z acceleration so stall detection won't trigger due to the force of z acceleration.
Then you need to figure out the lowest current that stall detection works reliably(M913). I found my motor moves reliably at 20% current, but stall detection works reliably at 30% current.
Then find the lowest stall detection thresh hold(M915). Mine is 1\. To avoid damage your printer always start with low values that would trigger the stall detection immediately, and increase the value until you can move the z axis.
You might also want to find the lowest speed as well to further reduce the impact force, but I just used F600.
Change any of the current, stall detection thresh hold and speed will probably effect the other 2\. You need to find a combination that works reliably and has the lowest impact force. To determine the impact force, I put a piece of print between the nozzle and the bed, and check the mark left by the nozzle after impact.
I don't have a spring under my bed, this might now work for you if you have a soft sprint under the bed.Best posts made by Shen
-
RE: Motor stall detection as Z probeposted in Tuning and tweaking
-
RE: 6th-order jerk-controlled motion planningposted in Firmware wishlist
@dc42
I think it might actually be better if you "deliberately change the motion path to be different from what the slicer specified in the GCode".
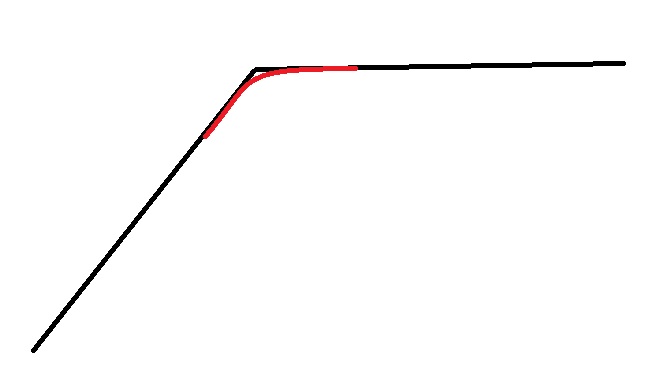
Instead of going along the black line as gcode instructs. It might be better to go along the red line. It will not only result in smoother motion, it might actually produce a better representation of the actual gcode path due to inertia of the print head. So basicly it's like a "pressure advance" for the XY motion. -
RE: 6th-order jerk-controlled motion planningposted in Firmware wishlist
@deckingman
The point that video of mater make is that with the S curve acceleration, moving mass comes to a stop without oscillation. In 3d printer this would result in less ringing.
When I say “the distance nozzle overshoot on a 90 degree corner is usually between 0.05 and 0.1mm”. That is just referring to this particular print. If you print the perimeter slowly or have very low jerk acceleration, you may not see the overshot, but the overshot still happens. The print head along any an axis cannot go from 5mm/s to 0mm/s instantly, it will overshot more or less, it might just not be visible for you. This is backed up by physics. Just like you compensate the elasticity of filament by pressure advance, you can also compensate for the elasticity of xy motion.
I don't know why you are so against the idea of an different different motion system. You want to see real world test results before you believe but every time this is brought up you just strongly oppose the idea, and even an experiment build. This might work well, or it might not bring any improvement, but how do we know without testing?
Latest posts made by Shen
-
RE: Output 0v between the ENA+/- on the Expansion Breakout Boardposted in General Discussion
@dc42
Yes, I did allow a few second between M84 and re-enabling. I think this might be a driver issue. My Leadshine EM503 can be reset by M84 and re-enabling. I will probably just go with the re-wiring solution you provided. -
RE: Output 0v between the ENA+/- on the Expansion Breakout Boardposted in General Discussion
@dc42
I'm using leadshine ES-D508. As far as I can tell, send M84 and re-enable does not reset the driver; emergency stop with ENA+/ENA- detached from the driver does not reset the driver; emergency stop with ENA+/ENA- attached to the driver resets it. I've connected a multi-meter to the ENA+ and ENA- of my driver, when I press the emergency stop bottom the multi-meter does read 0v for almost a second. The only reason I can think of is the driver requiring 0v to reset. -
Output 0v between the ENA+/- on the Expansion Breakout Boardposted in General Discussion
When my external drive goes in to fault mode(I'm using it as endstop), it can be cleared by toggle the enable signal. The Duet Expansion Breakout Board output either 3.3v or -3.3v between ENA+ and ENA- which does not clear the fault. The drive requires 0v to clear. The workaround I found is to reset the duet board, during the process, the voltage between ENA+/- goes to 0v temperately which clears the fault. Is there a better way or workaround I can use to set the voltage to 0v?
-
RE: External driver leadshine em705 gives a mixture of layersposted in Tuning and tweaking
I had exactly the same issue on my Leadshine ES-D508. I was using the Duet Expansion Breakout Board for my drivers. And I also noticed the layer shifting becoming less as I increase the micro step, which makes sense, the more distance a single micro step takes, the more layer shift it would cause if it's not recognized by the driver or if it stepped to the wrong direction.
I was force to use the integrated stepper drivers but would love to get the external ones working some day. -
RE: Faulty stepper driver? Motor sometimes goes wrong directionsposted in General Discussion
@dc42
Thanks. I didn’t put E in the M584 command since I was just testing the xyz motion. That must be the problem. -
RE: Faulty stepper driver? Motor sometimes goes wrong directionsposted in General Discussion
https://youtu.be/wwUYVX4Vpjw
Here is a link to the video. It's easier to see the direction of the motors by looking at the couplers. The right motor would sometimes go in the wrong direction, and recover, and go wrong direction again. I'm using 2.0 firmware. -
Faulty stepper driver? Motor sometimes goes wrong directionsposted in General Discussion
I'm building a custom machine for a customer on their new duet wifi board. I set M584 Y0:3 two use two motors on each side of the Y gantry. The two motors would be in sync if I just move the gantry around in the web interface, but when I run a micro or gcode which probably have a lot of Y direction changes, one of the motor(always the same one) would go in the wrong direction. When I move the motor from port 3 to port 1 and change only M584 Y0:3 to M584 Y0:1, everything runs fine as expected. Is driver 3 a faulty driver which doesn't receive or process direction signal reliably?
-
RE: RepRapFirmware 2.0beta1 availableposted in Firmware installation
Ok, I found that if I lower the bed after the first G30 then the second G30 would work. Maybe the second G30 did not reach high enough speed? but then why would the second probe in the first G30 succeed? Strange...