Release 3.01-RC10
-
I had a similar problem when I first upgraded to firmware 3.
Can you tell me what firmware version you upgraded from?
Also posting your config.g may help.
-
Did you also update DWC?
-
@Phaedrux
good morning World
yes I also updated DWC, if I go to extrude with the command on DWC it does it the first time and then that's enough, and it doesn't tell me if there are problems or not, however I send you the configuration and the log.29/4/2020, 11:04:05 M122
=== Diagnostics ===
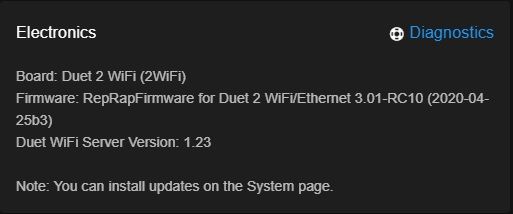
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.01-RC10 running on Duet WiFi 1.02 or later
Board ID: 08DGM-917NK-F23T0-6JTD0-3S06T-TYAJFUsed output buffers: 3 of 24 (10 max)
=== RTOS ===
Static ram: 28044
Dynamic ram: 93632 of which 44 recycled
Exception stack ram used: 256
Never used ram: 9096
Tasks: NETWORK(ready,208) HEAT(blocked,1228) MAIN(running,1544) IDLE(ready,80)
Owned mutexes: WiFi(NETWORK)
=== Platform ===
Last reset 00:00:58 ago, cause: power up
Last software reset at 2020-04-29 00:45, reason: User, spinning module GCodes, available RAM 8128 bytes (slot 1)
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0xffffffff Task 0x4e49414d
Error status: 0
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest block write time: 0.0ms, max retries 0
MCU temperature: min 27.8, current 32.1, max 32.2
Supply voltage: min 24.1, current 24.2, max 24.4, under voltage events: 0, over voltage events: 0, power good: yes
Driver 0: standstill, SG min/max not available
Driver 1: standstill, SG min/max not available
Driver 2: standstill, SG min/max not available
Driver 3: standstill, SG min/max not available
Driver 4: standstill, SG min/max not available
Date/time: 2020-04-29 11:04:04
Cache data hit count 104735100
Slowest loop: 7.35ms; fastest: 0.13ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Move ===
Hiccups: 0(0), FreeDm: 169, MinFreeDm: 169, MaxWait: 0ms
Bed compensation in use: none, comp offset 0.000
=== MainDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== AuxDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== Heat ===
Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 -1 -1
Heater 1 is on, I-accum = 0.0
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty.
=== Network ===
Slowest loop: 15.91ms; fastest: 0.00ms
Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0)
HTTP sessions: 1 of 8- WiFi -
Network state is active
WiFi module is connected to access point
Failed messages: pending 0, notready 0, noresp 0
WiFi firmware version 1.23
WiFi MAC address 84:0d:8e:b3:b4:8a
WiFi Vcc 3.40, reset reason Unknown
WiFi flash size 4194304, free heap 25832
WiFi IP address 192.168.178.22
WiFi signal strength -62dBm, reconnections 0, sleep mode modem
Socket states: 0 0 0 0 0 0 0 0
; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Thu Apr 23 2020 22:39:29 GMT+0200 (Ora legale dell’Europa centrale); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Lanzet 3d" ; set printer nameM669 K1 ; select CoreXY mode
; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S0 ; physical drive 0 goes forwards
M569 P1 S0 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S0 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.0 Y80.0 Z400.00 E424.00 ; set steps per mm
M566 X500.00 Y500.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X10000.00 Y10000.00 Z400.00 E1200.00 ; set maximum speeds (mm/min)
M201 X900.00 Y900.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S240 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X330 Y330 Z385 S0 ; set axis maxima; Endstops
M574 X1 S1 P"!xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y1 S1 P"!ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z1 S2 ; configure Z-probe endstop for low end on Z; Z-Probe
M558 P1 C"zprobe.in" H5 F300 T10000 ; set Z probe type to unmodulated and the dive height + speeds
G31 P500 X-30 Y0 Z2.14 ; set Z probe trigger value, offset and trigger height
M557 X55:310 Y50:300 S60 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M143 H0 S90 ; set temperature limit for heater 0 to 90C
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M308 S1 P"e0temp" Y"thermistor" T100000 B4092 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M143 H1 S260 ; set temperature limit for heater 1 to 260C
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S0.5 H1 T45 ; set fan 1 value. Thermostatic control is turned on
M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency
M106 P2 S1 H1 T45 ; set fan 2 value. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M501 ; load saved parameters from non-volatile memory
M911 S22 R23 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
T0 - WiFi -
-
@Leblond I tried to bring it back to version 3.0 but with the same results, it also gives me z offset problems, even following the procedure available with the macros, the height of the z offset is incorrect, in practice it is too low and the I find the G30 command only in the configuration and not elsewhere
-
@Leblond, I've used extrusion from DWC many timis with RRF 3.01-RC10 and DWC 2.1.5. So I think there must be something in the sequence of what you are doing that is different. Please can you do the following:
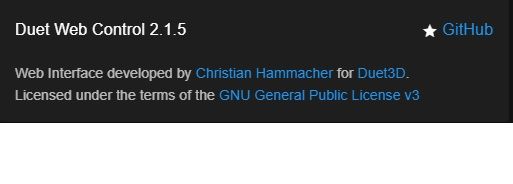
- Install 3.01-RC10 and DWC 2.1.5
- In DWC Settings, check that you really are running those versions.
- Try to reproduce the problem, taking note of the sequence of commands you used to get to the problem
When the problem occurs:
- Check that you have a tool selected
- Check that the temperature of that tool is at least 160C or that you have cold extrusion enabled
Report the sequence you used to get to the problem here.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
hello dc42 Thank you for your intervention
the update sequence was:
- Update of FW 3.01-RC10
- DWC update directly from the .zip file
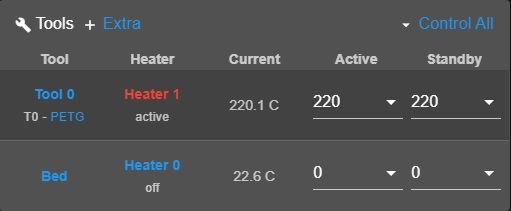
The nozzle is selected and active: ok
FW 3.01-RC10 loaded: ok
DWC 2.1.5 loaded: ok
The temperature is 220: okI created a macro for ease of use to clean the nozzle:
G1 X0 Y0
M104 S220 T0
M109 S220 T0
G1 E30 F200
I bring the temperature to 220, the macro is active, the head moves to the chosen coordinates, but it does not extrude and it is still, I manually try to extrude, but nothing happens and it does not give me any errors whatsoeverI am attaching photos for viewing:
-
-
Thanks. So the manual extrusion buttons in DWC are not greyed out, but pressing them does nothing. Is that correct?
Which firmware version were you using before, when extrusion was working?
Please send the following commands from the console, and check that the E values reported in the responses are expected:
M92
M906
M913
M563 P0Also please confirm that the hot end heatsink fan is running, and that you can push filament through the hot end by hand to make sure that you don't have a filament jam.
-
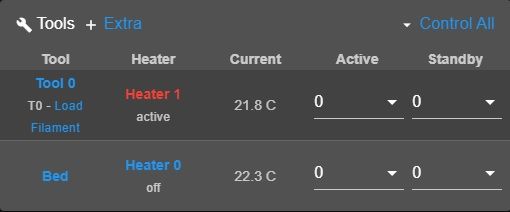
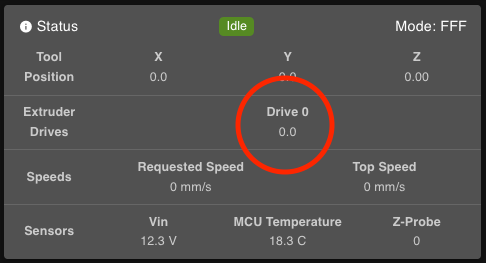
@Leblond Does the extruder position change? Here:
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts guys I will make the checks tonight after work and keep you informed, I realized that the E0 motor is struggling to turn Responding to @droftarts it is at 0.0 but once I try to extrude 10mm the motor vibrates but does not move, but on extruder driver it marks me from 0 to 10mm, tonight i try to clean the nozzle and i will tell you everything
-
@droftarts good morning everyone, after several tests I found out that the nozzle was blocked, what stole me was the engine that did not jump but remained motionless, however I had to replace the nozzle and clean the heat breack, therefore solved, thanks to everyone for the commitment, there is always something to learn here.
-
the cases are two at the origin to the problem of the blocking of the extrusures "correct me if I'm wrong !!", 1: when the trigger is wrong, that is too attached to the plate and does not extrude, by force of give and give yes the filament is compact and freezes, 2: filament dirty or low temperature, but the problem encountered by me is strange perhaps it has something to do with it
the motor voltage? it is set to 800 but, and in any case it should jump, make the usual "tac tac ..." noise which has not happened to me and which has caused a waste of time for me and for you, I was wondering if there was a way via SW to check if an engine actually runs or not, type ammeter? -
@Leblond Yes, there is a way to detect motor stalls. See https://duet3d.dozuki.com/Wiki/Stall_detection_and_sensorless_homing#main
-
@chrishamm ok thanks, I print it and I care about it
-
Good morning and good May 1st
Well I have a problem that repeats itself every time I homing, then I thought the last problem had been the fault of the nozzle blocked by the filament, in part yes, it blocked because the extruder motor stops, now I understood the reason, the tests I did are all without filament in order not to damage the nozzle, I describe what I did:
1: I set the temperature to 180 in order to have the extrusion and retraction buttons active the drive buttons work very well and the motor responds
2: if I homing all the axes and retry the procedure n.1 the extruder no longer works
3: I did the single homing of the axes
4: homing x axis and retrying the extruder and it works
5: homing y axis and retrying the extruder and it works
6: z axis homing and try again the extruder does not work
I tried to load the fw one by one starting from 3.0 until the last beta and the problem persists,
7: I removed the sd and reformatted and loaded the fw but nothing happens
Any suggestions on this?
for @ dc42
m92
Steps / mm: X: 80.000, Y: 80.000, Z: 400.000, E: 424.000
M906
Motor current (mA) - X: 800, Y: 800, Z: 800, E: 800, idle factor 30%
M913
Motor current% of normal - X: 100, Y: 100, Z: 100, E: 0
m563 p0
Tool 0 - drives: 0; heaters (active / standby temps): 1 (180.0 / 0.0); xmap: X; ymap: Y; fans: 0; status: selected -
to restart the engine I have to reset with the command M999
-
@Leblond said in Release 3.01-RC10:
6: z axis homing and try again the extruder does not work
Please post your homez.g file.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Thu Apr 23 2020 22:39:29 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X60 Y50 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z10 F100 ; lift Z relative to current position
;G90 ; absolute positioning -
now I have mounted the fw 2.05 to see if even with this it does the same problem
-
Is the tool still selected when you have this problem? Send T by itself to report the current tool number.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com