Issues with pressure advance since RRF 3.4
-
@gnydick Can I just check, I think in the your other thread you reported that going back to 3.3 did not make any difference to the results you are seeing? Is that correct or was the regression test you did just to 3.4?
-
@dc42
Have you already had time to look into this or can I provide you with more data/examples...? -
@paanjii2
All details are in this thread and in this one: https://forum.duet3d.com/topic/26062/3-4-0beta7-new-input-shaper-disturb-pressure-advance
If you want any specific information please ask.
-
@gloomyandy that is correct, didn't see a difference.
-
@argo this is close to the top of my list to look into. What's a good print to test this on - is a hollow square tube sufficient?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
You could just create a shape box in Prusa Slicer (or similar slicer that can generate shapes) with the following measurements:
X: 50mm
y: 20mm
Z: 5mmPerimeters: 3
Top Layer: 0
Bottom Layer: 4
Infill: Grid 20%
Layer time goal: 0s (so it does not slow down the print)My speed settings: https://forum.duet3d.com/post/288649
If you are using a direct drive extruder with PLA a PA value around 0.055 is usually a good value.
I would not print it hollow so you can compare the quality of infill lines and corners.
The issue I'm having is healthy infill lines and bulging corners or sharp(ish) corners but starving infill lines (example in this posting: https://forum.duet3d.com/post/288686).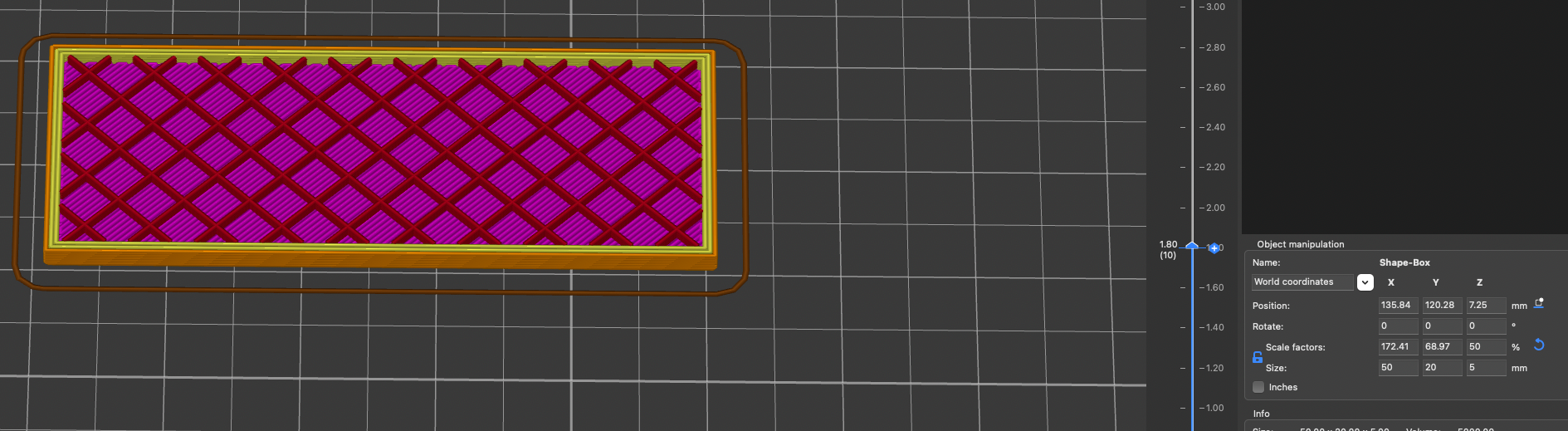
-
I confirm there is an issue with pressure advance in RRF 3.4. It works better in 3.3 but I think it is still not quite right. We'll issue another 3.4.2rc release when we have fixed it.
-
Further to my previous message: I made a mistake in my test program. Currently I can't see any difference in how PA behaves between 3.3 and 3.4 with input shaping disabled. I will investigate further next week.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Try it with input shaping enabled. A problem people are having is tuning PA after enabling IS.
-
@ctilley79 before I look into the interaction of IS and PA, I need to understand why some users are reporting that even with IS disabled, PA behaves differently in 3.4 compared to 3.3.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Could you share any of your test methods? Im currently just plotting step/dir signal outputs.
-
I've been debating whether or not to comment on this thread for weeks as I'm hesitant to blame PA for the print artifacts I've been seeing, but after a lot of testing it seems to be the culprit. It's possibly I'm still getting through some acceleration/jerk tuning stuff or I still need to play with belt tension and/or IS. However, since going from 3.3 to 3.4 on my voron 2.4 build with a Duet wifi 2, I have been seeing odd bulging behaviors on roundish perimeters, or with embossed text. I can post some pictures later of some examples. I sometimes see sections that are supposed to be straight end up with a gentle concave curve.
Again, it could be that I'm just new to tuning Core XY systems, or my external stepper driver setup not being super robust, or something else entirely, but it feels like I've spent a lot of time working out print artifacts on this machine to get close to what I'd consider a perfect FDM part.
-
@michaelr123 I am interesting in seeing any differences in the effects of pressure advance between RRF 3.3 and RRF 3.4.x with input shaping not used. [There is a separate discussion on the interaction of PA with IS.] Ideally with a quick-to-print example (e.g. just a few layers high) that demonstrates the difference.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 totally understand, we need to narrow down whether it's 3.3 to 3.4 that causes issues for PA specifically. I think my comments are more along the lines of it's been tricky to tune a coreXY on 3.4 so far. I need to try rolling back to 3.3 yet as I've been on 3.4 for awhile now.
-
@dc42 said in Issues with pressure advance since RRF 3.4:
Ideally with a quick-to-print example (e.g. just a few layers high) that demonstrates the difference.
I notice the difference with a simple hollow cube with 2mm thick walls. The corners bulge more in 3.4 and the extruder sounds different. I had to lower e jerk to prevent gaps and reduce the noise. e jerk went from 3000 to 1500. PA only 0.025.
-
Now things are getting complicated.
I have another printer which is a Bear Bondtech Mk3 bedslinger (originally was a Prusa Mk3s).
When I compare corners with RRF3.3 to RRF 3.4 there are hardly any differences. RRF 3.3 is a bit better but RRF 3.4 is not as worse as my previous results with the CoreXY (Voron 2.4) machine.So what's different between those two printers.
The printer (Voron 2.4) having difficulties with bulging corners and RRF 3.4 differs in three things compared to the Bear Mk3:- it's a Core XY machine
- prints perimeter double the speed
- uses a Duet 1LC toolboard V1.2
Maybe this helps somehow...
-
@argo it's entirely possible that there could be a bug that affects PA when the extruder is driven by a CAN-connected expansion board that is not present when it is driven by the main board, because different code is used. I will do some more tests with the extruder driven by a tool board.
Yesterday I did comparative tests between 3.3 and 3.4 using 120mm/sec perimeters, 160mm/sec infill and PA 0.4. The results were very similar. Extruder was driven from the Duet 3 Mini.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I bet your to-do list is quite full and time is limited but when you find the bug and did a possible fix to the firmware feel free to upload the compiled firmware for me/us for testing.
I've seen you did this before and uploaded the files to a Dropbox folder. -
Results are still unchanged with RRF 3.4.2rc2.
PLA, PA set to 0.057:

-
@argo please can you provide a small GCode print file that demonstrates the issue, along with the config.g file for the machine concerned, and details of the extruder (especially the length of the Bowden tube). A print file that does the print in the photo you posted above (and stops after a few layers as in the photo) would be suitable.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com