Nozzle move too late at the end of print
-
Hello,
I don't understand, when my printer reaches the end of the print, the nozzle stays on the last coordinate and the nozzle doesn't move.
The petg melts and after a few moments the nozzle goes on the coordinate I specified when the print is finished.
This makes a petg ball on my print on the last coordinate.Does anyone have an idea please?
-
In my slicer Simplify3D, there's a place where I can enter GCODE that gets executed at the end of the print.
I have this in there:
M106 S0 ; turn off cooling fan M104 S0 ; turn off extruder M140 S0 ; turn off bed G28 ; home axesThat shuts down everything and moved the printhead away from my print but does not disable the motors, so the printer doesn't drop the head onto the print.
What slicer are you using and what does it have in its ending GCODE section?
-
Yep!
I use Cura my GCODE for the end of print is this:
G91 ;Relative positioning
G1 E-5 F2700 ;Retract a bit
G1 E-5 Z1 F2400 ;Retract and raise Z
M106 S0
G90
G1 X355 Y340 F3000 ;Wipe out
M117 Fin d'impression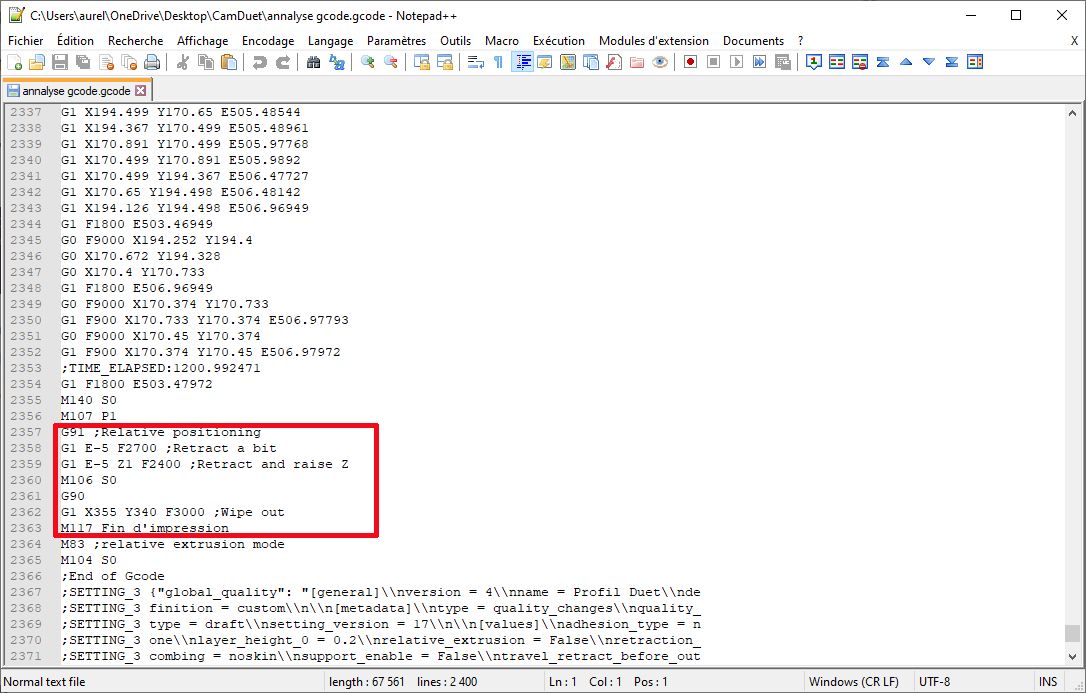
-
OK, I think you are saying that line 2352 is your last printing move, and the time between that move and line 2359 where you move the head away from the print takes too long?
Since line 2354 does a retract, I think you can skip line 2358 and the 'E' parameter on 2359 so maybe that will speed things up enough.
-
Ok I try, I got to print a test.
G91 ;Relative positioning
G1 Z1 F2400 ;Raise Z
M106 S0
G90
G1 X355 Y340 F3000 ;Wipe out
M117 Fin d'impression -
@auré in your end GCode script you need to add M83 before the G1 E-5 line. This s because Cura sets the extrusion mode to absolute prior to running any user-provided scripts. This is totally stupid, but it's what the Cura devs implemented. What's probably happening is that the G1 E-5 line is retracting a lot of filament instead of 1mm, and that's what takes the time.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Nozzle move too late at the end of print:
in your end GCode script you need to add M83 before the G1 E-5 line. This s because Cura sets the extrusion mode to absolute prior to running any user-provided scripts. This is totally stupid, but it's what the Cura devs implemented. What's probably happening is that the G1 E-5 line is retracting a lot of filament instead of 1mm, and that's what takes the time.
Thank you very much, as soon as I have solved my filament blockage in my extruder I will do some tests.
-
Well, it seems okay with this:
G91 ;Relative positioning
M83
G1 E-1 F2700 ;Retract a bit
G1 E-1 Z1 F2400 ;Retract and raise Z
M106 S0
G90
G1 X355 Y340 F3000 ;Wipe out
M117 Fin d'impressionThank you very much both
-
@dc42 said in Nozzle move too late at the end of print:
This s because Cura sets the extrusion mode to absolute prior to running any user-provided scripts. This is totally stupid, but it's what the Cura devs implemented.
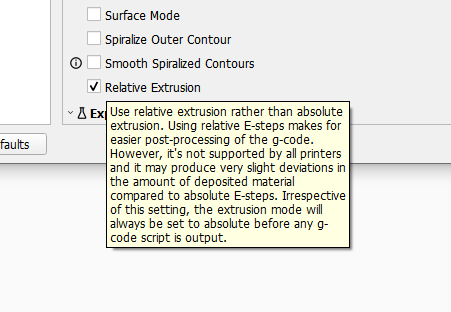
You can still set Cura to use relative extrusion. It's an option under special moves section I believe and may be hidden by default.
-
@phaedrux unless they changed it recently, even when you set relative extrusion, Cura emits a M82 command prior to any user-specified GCode scripts.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 I think it's just once at the start of the file. And if you've enabled relative extrusion the M83 will follow shortly after. As far as I know it doesn't switch back after that.
-
@phaedrux this is latest Cura:
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Yes you're right, it does insert a M82. I think I've never noticed an issue with that because I use firmware retraction, so my ending script just performs a simple retraction with G10 rather than a G1 E move.
Is that tooltip comment about slight deviations in the amount of deposited material actually accurate any longer?
-
Hi
Thank you for your research!