Large Format CoreXY?
-
I think, overall, you all have a rather wrong image! While I'm using only a CNC for now, I had my belt-based CNC years ago - eShapeOko, 750mm*750mm (https://amberspyglass.co.uk/store/eshapeoko-cnc-milling-machine-mechanical-kit.html). It could extremely easy do 10000mm/min rapids (that is over 160mm/s) with a 2kg router (including its mount). Of course, dual Y so the gantry is kept squared after properly aligning it upon power up. Back then I was using GRBL shield with DRB8825, so not as powerful as the Duet boards.
With CoreXY I presume the most critical aspect is keeping the gantry squared! In the end you have 3 degrees of freedom controlled with just two actuators. They behave as well as a proper dual Y-axis solution only as long as the parallel axis are close enough to overcome any tendency of the gantry to flex/rotate. A large CoreXY gantry, in order to be perfectly stable, would be much heavier than a proper dual Y-axis solution.
You might not like the situation, but here is a simple explanation:
In order to maximize the build volume, all the linear rails in a 3D printer have just one bearing on each of them. The linear bearings, no matter which type, have a very inconvenient rule, in this situation - you must have at least two bearings on the rail, significantly spaced apart, in order to compensate for any rotation tendency. One bearing, while it seems to be impossible to rotate on the linear rail, it does! And when it happens, it gets stuck to the point of breaking things.
So there are two possibilities:
- Beef-up the gantry, especially by using two linear bearings on each rail and compromise the build area, but also increasing the profile size
- Stick to dual Y-axis and have a moving stepper for the X-axis and a light gantry
Overall, I think that sticking two dual Y-axis is simpler and easier to scale up.
Your problem exists as well in the router CNC world as well. If you look at all those Chinese 6040 models, they have the same issue, even if their linear bearings used on Y-axis are 3-4 times longer than the ones that you normally use on 3D printers. They still have 3 degrees of freedom with two actuators. That is why most decent routers have dual Y-axis!
-
Here's a picture of it quite awhile ago now printing a frame for a fiberglass project. It's currently a dual Y with a moving X gantry and direct drive extruder. I sometimes get a little bit of drift, and notice some wobble around corners. Maybe I just need to tighten up the belts a bit? I used open builds ACRO system for the plates. It could be stiffened up with some aluminum plates I'm guessing.
-
@michaelr123 In order to properly tighten the belts you need a solid frame. The plastic plates will not provide the required mechanical strength when you properly tighten the belts. Go for thick Aluminum (8-10mm) or even steel.
Also, when you tension the belts, use a caliper to insure that the travel is the same on both Y axes. If your 40*20 profiles are perfectly equal, just measure the distance from the edge at both ends after a controlled move (same number of steps, same travel distance). It is a lot simpler than measuring the actual tension in the belts.
From your picture I would guess a 1m 40*20 profile for the Y axis. That might be too long for proper belts tension, the profile might slightly bend sideways - not by much, but enough to create artifacts in the middle area. The eShapeOko profiles had embedded V-rail and that gave a better rigidity.
Also, from my own experience, after using both V-rail and V-slot, the V-rail is a lot more precise. The massive Aluminum corners are more resilient to dents and small bends while the V-slot margins are quite fragile. When still playing with the original WorkBee, I had artifacts in the microns range, visible when doing surface milling. Those artifacts looked like a checkered table. After replacing the V-wheels on the Y axes with supported linear rails, the artifacts remained only on the X axis.
-
Interesting, yeah its a 1m stick of 40x20, but I oriented the 40x20 long side up to help reduce sag from gravity. Sounds like I could benefit from it being oriented the other way to help reduce flex under belt tension. I'm going to stick with V-slot just for ease of use. At the end of the day its running a 1mm nozzle or larger, so I'm not looking for ultra precision.
This is probably a hard question to answer, but what is the right value for belt tension? Is there a good way to know when they're tight enough? I feel like I usually just pull back the screw mounts as best I can, but that's no where near what you could get with a screw driven anchor point. I'm going to add that to my list today.
On that note, do you know anywhere to buy pre-cut steel or aluminum plates for 40x20 extrusion for V slot that has a spot for attaching the motors to the plate to run in line with the belt?
Thanks again,
-Michael -
@michaelr123 If you rotate the profile by 90° you will start having issues on the Z axis. If you want something really right, just replace the profile with a beefier one. With minimal changes, the 4040 should be significantly less susceptible to bending. Or, even simpler, attach another 4020 or 20*20 profile to your existing one. As you have nothing running on the lateral slots, just drill 5.5mm holes in through the center of the extra profile, larger through the V-slot so that the screw head will pass through, and secure the extra profile with slot nuts to the existing profile.
For a 1m profile use 5 or 6 screws evenly distributed over its length. Minimal effort for a significant rigidity gain.
You could stick to 3D printed brackets for now, but go for something like PETG and make them a lot thicker. It also helps to design them with guides fort the rails to slide in, so you get the required 90° in the corners a lot easier.
For the stepper metal plates, you should be able to find shops that provide laser cut Aluminium or steel plates. 6-8mm aluminum or 4-6mm stainless should do the job a lot better than the plastic ones. Thicker plates are needed only for milling CNCs. Those companies usually need just a DXF or a technical drawing of the plate.
-
@michaelr123 To add to the excellent advice given by @Catalin_RO, I would highly recommend using aluminium motor mounts rather than plastic ones. I started out with printed mounts but despite the fact that they were thick and printed in PET-G, the combination of heat from the motors and belt tension would cause them to distort after big multi hour prints. Adding heat sinks and fans to the motors did not cure the problem (large printers require high current motors). Replacing the motor mounts with aluminium ones, meant that not only did they not distort, but any heat from the motors gets transferred through the mount into the frame which acts as a giant heat sink. The net result was that the motors barely get above ambient temperature without using any external cooling. There is also a school of thought that it is possible for static electricity to build up in the belts which could discarge through the motor and ultimately damage the motor and/or driver. A metal mount will provide an earth path (providing the frame is grounded) which a plastic mount will not do.
-
@deckingman From the picture, the printer we are discussing about has moving steppers. So the heat dissipation would happen only if the metallic plates would be quite massive. A simple solution would be to have the Y axes steppers fixed in the rear or the profiles and the belt looped over a pulley or a large idle wheel in the front. That simplifies cabling, hugely improves steppers cooling and reduces the gantry weight.
As for static electricity breaking the steppers, never! While static electricity may cause you small shocks, due to the relatively high voltage, the current is almost impossible to measure due to its very low value and too short time. The stepper coils are designed to handle relatively high currents when compared to the current in a static discharge.
But the high voltage in a static discharge is a guarantee for "success" when we consider the stepper driver. While it may not break the driver, it may briefly (or permanently, but then you blame the driver for breaking the stepper!) open all the semiconductor junctions in it, practically getting a large current into the stepper, with no current limiting logic. That may break the stepper! But I never saw that happening!
Static electricity buildup requires a multitude of conditions to be met simultaneously. I don't see how those could be met in a 3D printer supplied, usually, with 24V, unless we are discussing of a large amount of hot air moving inside the printer so that it would get really dry. Normal air humidity reduces the chance of static electricity buildup.
And even with Aluminum plates, there is no proper electric connection between the elements, at least not while using the V-slot wheels. Even with other solutions of linear bearings there is no guarantee as the V-slot profiles are usually anodized, so they have a non-conductive protective layer.
-
@catalin_ro Ref the moving motors, I haven't read this entire thread -simply the title which is "Large format corexy". The discussion must have moved away from the title if the motors are now going to be moving.
Ref the static, I tend to agree. The school of thought I mentioned is that the interaction between belt and pulley can act as a Van de Graff generator. It is certainly a known phenomenon with conveyor systems, but unlikely to be a problem with 3D printers where the belt speed and direction are constantly changing. However, if grounding the motor body is simple and easy to do, to then it does no harm. -
This post is deleted! -
Thanks for all the feedback!
I decided to go through and design a much more robust belt tensioning system. This has dramatically improved performance. I can tell just from the few test runs I've gotten out of it. Unfortunately I haven't been able to keep the duet connected to the SBC for more than a few minutes though, so every print is failing fairly quickly (see my other thread if you'd like to help me out with a software problem now
 )
)Taking this a new direction, I've really struggled with the web interface to the duet 3 board specifically being flakey. My duet 2 wifi runs like a champ all the time, keeps running if I lose connection to it for some reason, no issues at all. The only issue I have is if it gets a new IP address assigned to it and I have to figure out what the new number is. Any advice on how to improve the robustness of the connection to the SBC and duet 3 combo? Can it store and run print files locally so that if I drop internet connection it can keep running? Does it sound like my PI 3 is flakey and I should replace it?
-
@michaelr123 said in Large Format CoreXY?:
I've really struggled with the web interface to the duet 3 board specifically being flakey. My duet 2 wifi runs like a champ all the time, keeps running if I lose connection to it for some reason, no issues at all. The only issue I have is if it gets a new IP address assigned to it and I have to figure out what the new number is. Any advice on how to improve the robustness of the connection to the SBC and duet 3 combo? Can it store and run print files locally so that if I drop internet connection it can keep running? Does it sound like my PI 3 is flakey and I should replace it?
I suggest you start a new thread and provide as much details about your setup as possible.
-
@catalin_ro I was building a VDG a few years ago and decided to ignore the "conventional wisdom" that you can't use bicycle tire tubes for the belt because the carbon in the tubes makes them conductive enough that you can't generate a charge with them. For once the "conventional wisdom" was right. Zero output.
I suspect that the same effect will apply to the black belts used in printers. If you're using polyurethane belts, it might be different, but the steel core in those belts would probably limit any charge you could accumulate.
@michaelr123 You should be able to reserve a specific IP address for the duet or SBC in your wifi router. Look in advanced settings and see if there's something called "DHCP server". If you enable it you can enter the MAC address of the device and assign a reserved IP address so it will always be assigned that address.
-
@catalin_ro we are fairly certain that static build up on the hot end assembly has damaged the temperature reading electronics in a few instances. That is why we strongly recommend that the hot end metalwork be grounded. We believe it is the act of extruding plastic that causes the static buildup.
We don't have definite evidence that static buildup on axis motors has caused problems, but we think that grounding the motor bodies is a wise precaution.
-
See thread --- Warning: Lost connection to Duet if you've got any ideas on how to get my printer to make it past the first layer.
-
HevORT can be made 800x800mm and possibly larger, but with a setup like this, you lose the most important advantage of a CoreXY system - speed, because your' gantry will be very heavy (you can use servos like Clearpath and 12mm belt though). Also, the Bed will get very, very heavy, so you'd probably need to drive your Z-axis motors with belts and also you'd need to use Nema23 for that. Not enough detent torque on even 60mm Nema17's.
Furthermore - ball screws are out of the question, you'd need to go with regular trapezoids. -
@ov_darkness said in Large Format CoreXY?:
Furthermore - ball screws are out of the question,
Why that? Just out off curiosity...
-
@deckingman said in Large Format CoreXY?:
I started out with printed mounts but despite the fact that they were thick and printed in PET-G, the combination of heat from the motors and belt tension would cause them to distort after big multi hour prints.
I concur and am able to add further evidence...
-
@o_lampe ball screws are not self-braking. So when you have a substantial weight (10mm slab of aluminum 800x800mm in size weighs ~17kg and 800x800x4mm Robax sheet weighs about 6,5kg) on it, they will drop when motors are not energized. Therefore, you'd need trapezoidal screws (they hold large weights much better), motors with brakes, more than three motors (over constraining your bed), or you'd need to move XY gantry in Z axis instead of your bed (so you're basically building a Voron).
in my opinion, using trapezoidal screws is the simplest, most efficient way to solve this problem.
This comes from a person that's operating, servicing, and training people to use 600x600mm bed printers. -
Or use a motor with a worm gear to drive the ball screws, or to drive belts to lift the bed. Either way, the bed won't move when you power down. It's cheaper, simpler, and more reliable than motors with brakes or other add-on gizmos, looks a lot better and takes up less space than counterweights.
https://www.ebay.com/itm/191714031261?epid=711126295&hash=item2ca30bf69d:g:A7UAAOSwPhdVB2f0
I used this gearbox in my corexy machine to lift the bed with belts. It doesn't require any special configuration, or any extra connections to the controller to operate a brake. Just connect it as a Z axis motor and you're done. With 3D printer loads, the 30:1 drive can't be back driven. The NEMA-23 motor provides plenty of torque to lift a heavy bed assembly.
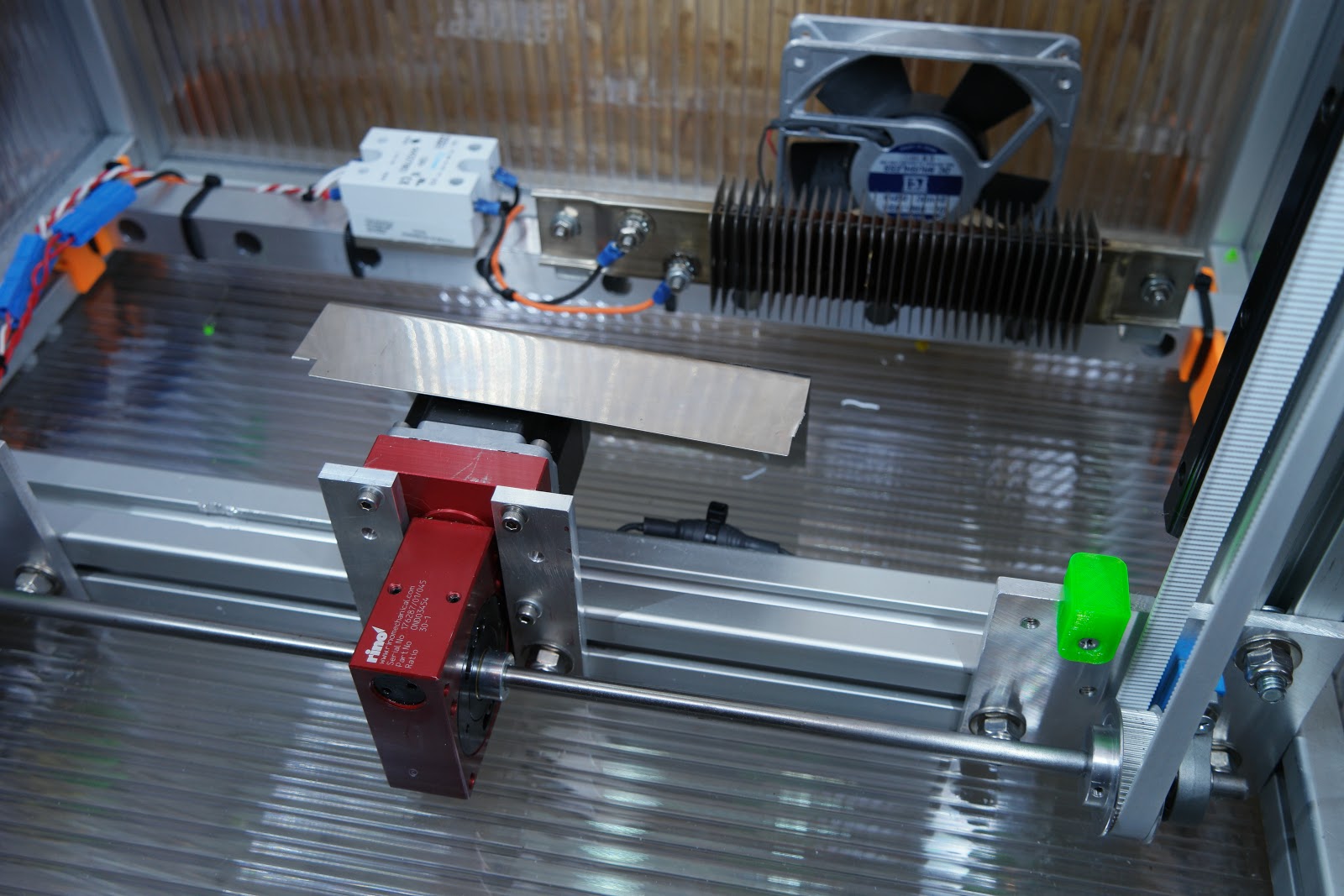
In that picture I was using steel core belts, but have since switched to glass core. Belt stretch is negligible.
-
@mrehorstdmd
I'd give you two ThumbsUp for mentioning wormgear and counterweight.@ov_darkness
Cudos for taking bad design to improve something by misusing trapezoidials and an overcontrained bedframe.
But in the end you'd pay for it with needing several huge stepper motors to overcome the extra friction, adding wear to the leadscrews and the bed gantry.
