Vertical lines vs. geared extruders
-
@droftarts said in Vertical lines vs. geared extruders:
I said it was a cogging issue with the spur gear teeth at the beginning of this thread, and suggested herringbone gears!
I thought that sounded familiar.

-
Hmmm. One of the reasons I switched to the BMG from stock was because my prints exhibited the woodgrain pattern. The BMG ended that. The stock extruder was a single gear drive. Before I moved the BMG to a flying extruder mount it used the stock mount at the end of a 750mm bowden tube.
-
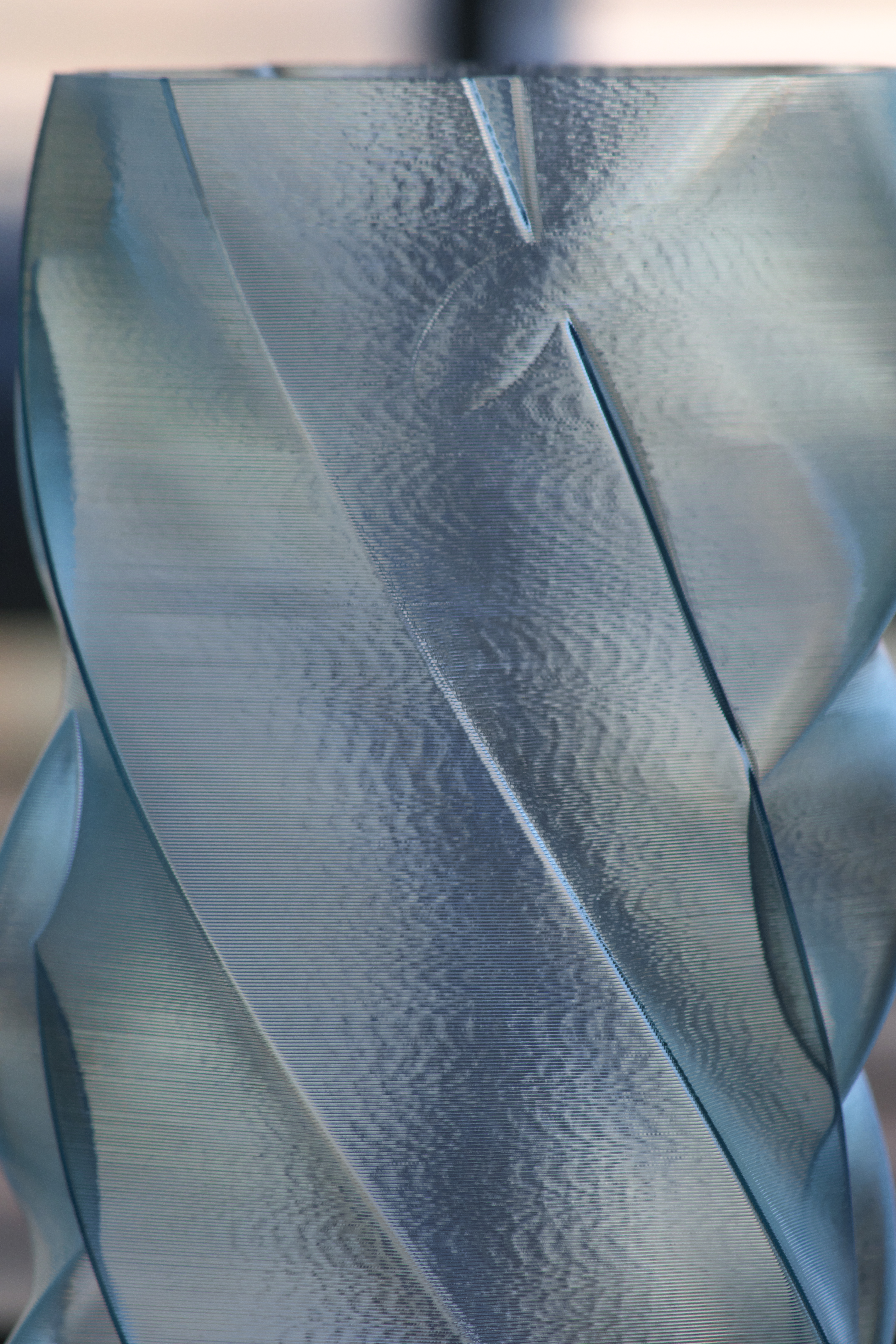
Here's a single walled vase, PETG, 1.2mm line width, 0.6mm layers, Bondtech BMG extruder:
-
@mrehorstdmd that's a
paddlin'woodgrain. -
@alex-cr I have simple parallel vertical lines (not what I'd call wood grain) on my Railcore, but I'm still wondering. It's not ringing, because it's all the way across a side. I've replaced just about the entire hot end, including the Bondtech with another identical one I had. In the entire hot end and moving parts, the only parts I haven't replaced are: the heat sink in the hot end; the belt; the linear rails and carriages. Every change has either had no effect, or made the artifact print all the more clearly (unmasking it some, perhaps).
The other oddity is that it can be improved a fair amount by printing perimeters at break-neck speed. I lowered jerk a LOT and lowered acceleration some to keep the corners from getting bad. Faster speed should not make a motion artifact better. Looking at microscopic images, the extrusion looks like a very nice sine wave of narrower and wider, with a regular period. I know that could be motion but then I'd expect it to vary depending on which stepper/belt was more active in a particular movement direction, which it doesn't. So it looks to me like variation in extrusion.
The reservation I have about "extruder design" is that this is a fairly new problem to me, but I've had the BondTech extruder since day 1. So what changed? Not the dual-gear design.
-
@donstauffer
..maybe replacing the needle roller bearing with a brass bearing would help?
They roll off under pressure like a 9-spoke wheel without rim.@all
we could try to put an acceleration sensor to the idler pressure lever and check the reading for countable peaks.
Is it 17 peaks or 9 peaks or just 1 peak per turn? ( 17 teeth, 9 needles or just a wobbling gear) -
@donstauffer If you have lines that are completely consistent, it's likely drivetrain related. I have faint lines that seem to be related to the drivetrain. Timing belts, pulleys, etc. I have a loose hypothesis that my belts have worn out because of trying different tensions, etc. They are a consumable item. Perhaps they need to be replaced much more often than we think.
*not actually a robot
-
-
@sebkritikel said in Vertical lines vs. geared extruders:
FWIW the most consistent outer wall (smoothest) prints I've personally seen come from the Stratasys 1200 series printers with the closed loop Maxon DC motors (excluding all other wall artifacts).
I'm with you on that. We have a couple 900's and a 450 at work that have the same extrusion system. Vertical wall quality is superb even with Ultem. There are ringing issues around holes however
-
If you want to determine if it's the extruder then do several test prints changing ONLY the extrusion width. This way the motion system does exactly the same thing every time, but the extruder is moving filament faster as the EW increases. If it's the extruder, the period of your sine wave will decrease (or if you prefer, the frequency will increase) as the extrusion rate increases. If the sine wave stays the same the issue is somewhere in the motion system.
I had the vertical line artifact on my delta in the past and resolved it by replacing the smooth bearing idlers and belt with genuine Gates belt and toothed idlers.
Of course once those artifacts were gone I was able to see the next set of subtler artifacts. And on it goes ... -
@ajdtreyd said in Vertical lines vs. geared extruders:
If you want to determine if it's the extruder then do several test prints changing ONLY the extrusion width. This way the motion system does exactly the same thing every time, but the extruder is moving filament faster as the EW increases. If it's the extruder, the period of your sine wave will decrease (or if you prefer, the frequency will increase) as the extrusion rate increases. If the sine wave stays the same the issue is somewhere in the motion system.
I had the vertical line artifact on my delta in the past and resolved it by replacing the smooth bearing idlers and belt with genuine Gates belt and toothed idlers.
Of course once those artifacts were gone I was able to see the next set of subtler artifacts. And on it goes ...You would have to make large changes in flow to have observable changes in drive gear speed.
-
Stumbled recently upon this video that claim that the meshing of the two gears of dual gear drives creates extrusion artifacts.
-
He did say he was observing that sine wave pattern in "microscopic pictures". I assume he meant he had taken the pics through a microscope and not that the pics themselves were microscopic. Anyway, I assume he has the means to distinguish those small changes (a microscope) and the simple, quick test would be worth doing if only to eliminate the extruder.
-
@ajdtreyd said in Vertical lines vs. geared extruders:
He did say he was observing that sine wave pattern in "microscopic pictures". I assume he meant he had taken the pics through a microscope and not that the pics themselves were microscopic. Anyway, I assume he has the means to distinguish those small changes (a microscope) and the simple, quick test would be worth doing if only to eliminate the extruder.
Fair point.... and especially if it was a single wall print, you could definitely run a pretty large flow modifier without consequence.
-
@zapta read up a few posts we've been discussing that.
I've confirmed a very faint wood grain pattern on my printer with bondtech gears and non-bowden extruder.
-
rq3 at has a couple threads on an extruder he built that is very light and propels the filament by rolling threads into it. See:
https://reprap.org/forum/read.php?424,883786
and
https://reprap.org/forum/read.php?424,885022,885049 -
i have yet to see any "perfect" extruder drive , all current extruders have drawbacks .
i think the current best would be to use large (like lgx) hobbed gear without the dual drive .this extruder looked interesting
https://www.youtube.com/watch?v=OVhw3XlrDuYbut mechanical tolerances on it need to be perfect .
i have stratasys fortus machine at work and it is also generating extrusion artifacts .
-
@hackinistrator at 49 seconds into the video there's a close-up of the print that seems to have the same vertical lines we've been talking about here (or maybe they are defined by the segment length in the STL file?).
-
@mrehorstdmd Looks a bit like STL segmentation to me.
-
On my printer, I see faint vertical lines on the sides of a printed test cube, but only in the Y direction, not the X, so suspect printer frame deflection/ringing in the Y axis.
Are you guys seeing the patterns being discussed irrespective of print direction? If it really is an extruder issue, print direction would not matter. If it does, then frame stiffness may be contributing.