HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING
-
By the way, if you're using stall detection for X and Y you really only need to make a single pass. A slower second pass makes no sense in this context since a good stall needs a short sharp shock.
M913 X50 Y50 Z50 ; drop motor currents to 50% M915 X Y S3 R0 ; set sensitivity to +3 unfiltered G1 H1 X-305 F4800 ; move X all the way left and stop at end G4 P250 ; wait 250msec G1 X10 F12000 ; go back a few mm G4 P250 ; wait 250msec G1 H1 X-305 F4800 ; move slowly to X axis endstop once more (second pass) G1 X10 F12000 ; go back a few mm G4 P500 ; wait 500msec G1 H1 Y-305 F4800 ; move Y all the way forward and stop at end G1 Y10 F12000 ; go back a few mm G1 H1 Y-305 F4800 ; move slowly to Y axis endstop once more (second pass) G4 P500 ; wait 500msec G0 X127 Y142 F12000 ; go to back center of bed for measurement G4 P500 ; wait 500msec -
@Phaedrux
Thank you, I've taken out the S, and changed up Home All and HomeY and HomeXHere is M122
1/8/2021, 8:06:43 PM M122 === Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.2 running on Duet Ethernet 1.02 or later Board ID: 08DGM-9T6BU-FG3S0-7JTD8-3S06N-KB4BD Used output buffers: 3 of 24 (16 max) === RTOS === Static ram: 23460 Dynamic ram: 68864 of which 100 recycled Never used RAM 19656, free system stack 104 words Tasks: NETWORK(ready,185) HEAT(blocked,309) MAIN(running,400) IDLE(ready,19) Owned mutexes: === Platform === Last reset 00:30:06 ago, cause: software Last software reset at 2021-01-08 19:36, reason: User, GCodes spinning, available RAM 19864, slot 2 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x00 Aux0 errors 0,0,0 MCU temperature: min 33.8, current 34.6, max 35.5 Supply voltage: min 24.1, current 24.2, max 24.3, under voltage events: 0, over voltage events: 0, power good: yes Driver 0: position 81011, standstill, SG min/max 0/352 Driver 1: position 5994, standstill, SG min/max 0/348 Driver 2: position 16295, standstill, SG min/max 0/1023 Driver 3: position 0, standstill, SG min/max not available Driver 4: position 0, standstill, SG min/max 0/1023 Driver 5: position 0 Driver 6: position 0 Driver 7: position 0 Driver 8: position 0 Driver 9: position 0 Driver 10: position 0 Driver 11: position 0 Date/time: 2021-01-08 20:06:40 Cache data hit count 2734090471 Slowest loop: 295.16ms; fastest: 0.17ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Storage === Free file entries: 10 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest read time 2.0ms, write time 18.7ms, max retries 0 === Move === DMs created 83, maxWait 392107ms, bed compensation in use: mesh, comp offset 0.000 === MainDDARing === Scheduled moves 492, completed moves 492, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 6], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed moves 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 -1 -1 === GCodes === Segments left: 0 Movement lock held by null HTTP is idle in state(s) 0 Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is idle in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty. === Network === Slowest loop: 295.42ms; fastest: 0.02ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions HTTP sessions: 1 of 8 Interface state active, link 100Mbps full duplex -
Here is result of M98"config.g"
1/8/2021, 8:08:09 PM m98 P"config.g"
HTTP is enabled on port 80
FTP is disabled
TELNET is disabled
Error: Pin 'fan1' is not free
Error: Fan number 2 not found -
G30 Z ; home z by probing the bed
G1 H1 Z3 ; lower bed for clearanceIn your homeall there are two things that aren't right.
First G30 doesn't need Z. G30 by itself just means probe z at the current location.
and you definitely don't want G1 H1 Z3 there. The H1 is a homing move. In your case both these things don't really have any effect, but figured you should know.
If you want to raise the Z axis to a certain height at that point just use G1 Z
-
@Jaw8850 said in HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING:
Error: Pin 'fan1' is not free
Error: Fan number 2 not foundLooks like you've got some fan problems too.
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T70 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"fan1" Q500 ; create fan 2 on pin fan1 and set its frequency M106 P2 S0.5 H1 T60 ; set fan 2 value. Thermostatic control is turned onYou're using fan1 twice. One of them is probably supposed to be fan2.
-
The position that you use to probe the Z axis should be the same between homeall and homez. It should also be the same point you use for the G30 before running G29.
G1 X137 Y156 F2000 ; put head over the centre of the bed, or wherever you want to probe
G0 X127 Y142 F12000 ; go to back center of bed for measurement
-
-
Reference a Mesh Bed Leveling Macro, does this look right? I commented out the temperature settings until I know it's probing correctly etc.
M561 ; clear any bed transform
;M140 S70 ; Start Heating the bed
;M109 S200 ; Start Heating the nozzle
G32 ; Home all & adjust lead screws
G1 X137 Y156 Z5 ; move to center of the bed
G30 ; probe Z
G29 ; run mesh bed leveling
G1 H1 X240 Y240 Z50
;M140 S0
;M109 S0 -
@Phaedrux
Here is a picture of my bed surface. I also have a buildtak flexplate with PEI on it but it's translucent yellow and shiny in spots, I was going to wetsand it with 1000 grit to try and dull it out if I can't get this textured sheet to work

-
G30 Z ; lower head, stop when probe triggered and set Z to trigger height G1 Z5 F4000 ; lower Z 5mm G30 Z ; lower head, stop when probe triggered and set Z to trigger height (second pass)In homez you still have the G30 Z. Also, if you want it to do two passes, say a fast pass and then a slower pass use something like this
M558 F500 A1 ; set fast single dive speed G30 ; probe the bed M558 F60 A5 ; set slow multi dive speed G30That gets you a fast first z homing and then a slower more accurate one.
In your homeall, you should remove this line
G1 H1 X10 ;move X away from frame to home YYour mesh macro looks ok, but instead of this
G1 X137 Y156 Z5 ; move to center of the bed
G30 ; probe Zyou could just use G28 Z to home the z axis
-
Have you recently remeasured your trigger height?
G31 X-27 Y0 Z2.062 P500
-
As for the bed surface a good way to test if it's a factor you can place a plane piece of paper over the bed and see if the mesh looks much different.
The white lines might have an effect and it looks a bit shiny. Hard to say.... best to test with something matte.
-
@Phaedrux
with the sensorless homing when I don't move X back away from 0 it hits and stops Y at about 20mm from 0. also when I hit G30 without the G1 command it just probes the bed at the right lead screw where it parked from doing the G32I have remeasured trigger height what seams like 100 times but not opposed to doing it more. this is the method I'm using for that from https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
Make sure the dynamic test is successful (Z probe stops when it senses the bed) before doing this.
Cancel any currently active mesh compensation with M561
Use the X and Y jog buttons to position the nozzle over the centre of the bed
Jog the nozzle down until it is just touching the bed or just gripping a sheet of paper. If the firmware doesn't let you jog it down far enough, send M564 S0 to disable axis limits.
Once you have the nozzle touching the bed, send command G92 Z0 to tell the firmware that the head is at Z=0
Jog the head up by 5 to 10mm
Send command G30 S-1. The nozzle will descend or the bed rise until the probe triggers and the Z height at which the probe stopped will be reported. If you are using a nozzle-contact Z probe, the trigger height will be slightly negative. For any other type of Z probe where the probe triggers before the nozzle contacts the bed, it will be positive.
Repeat from step 5 two or three times to make sure that the trigger height is consistent.
In Duet Web Control, go to Settings -> System Editor and edit the config.g file. Set the Z parameter in the G31 command to the trigger height that was reported. Save the file.
Open config-override.g and check that there are no G31 commands in it. If you find any, delete those lines and save the file.
To apply the new trigger height, restart the Duet by sending M999 or pressing Emergency Stop. -
@Phaedrux
I ran through Live Z twice - below are screen shots of stopped heights. I set Z offset to 2.075 in config.g after running this twice

-
@Jaw8850 said in HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING:
with the sensorless homing when I don't move X back away from 0 it hits and stops Y at about 20mm from 0
Then use just a G1 X move. leave out the H1.
@Jaw8850 said in HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING:
also when I hit G30 without the G1 command it just probes the bed at the right lead screw where it parked from doing the G32
Yes, but what I'm saying is a
G28 Zcommand will do the positioning and probing for you.@Jaw8850 said in HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING:
I have remeasured trigger height what seams like 100 times but not opposed to doing it more. this is the method I'm using for that from https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
That's fine. As long as the trigger height seems consistant. The important thing is that the nozzle is just touching the bed when Z=0.
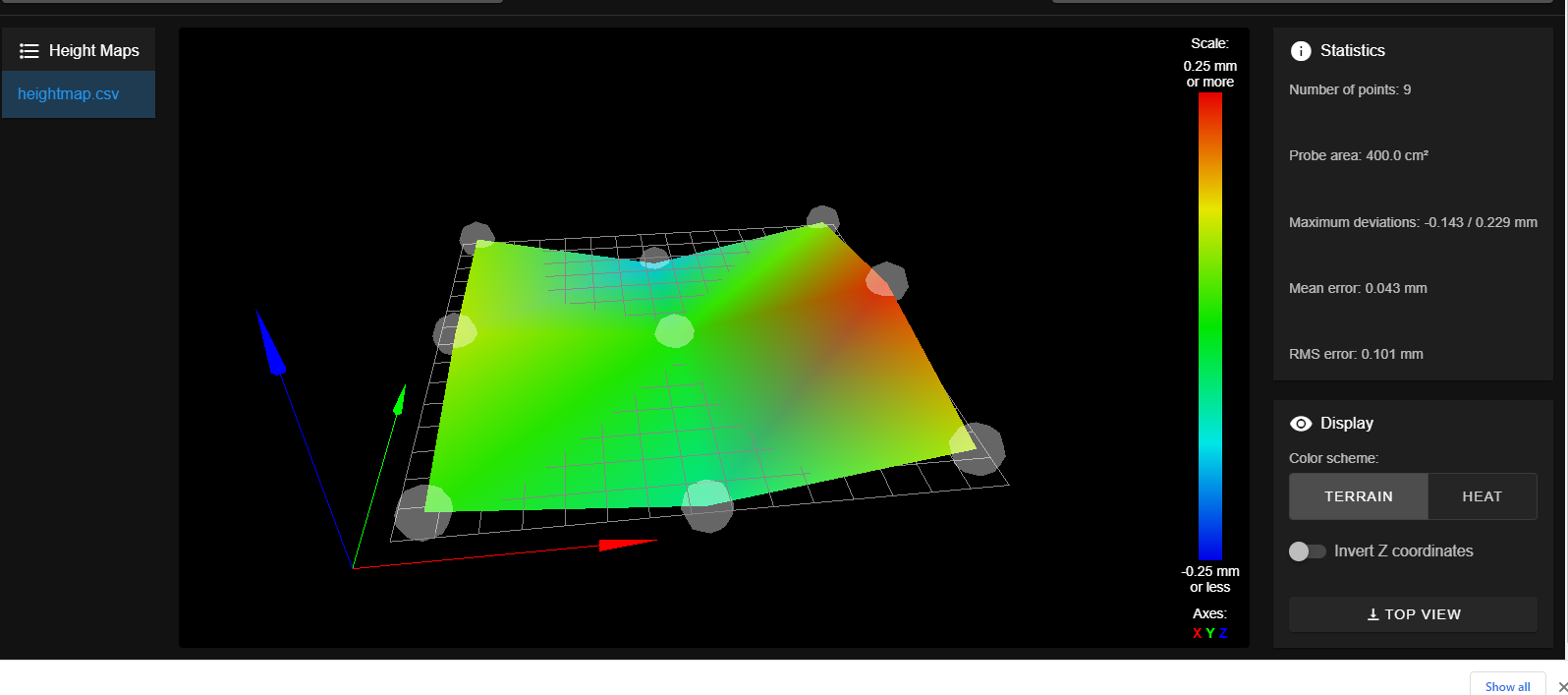
How does your mesh look now? You're only using 9 points total, so the shape will always look a bit weird if there is some tilt.
Change your M557 command from
M557 X40:240 Y30:270 S100toM557 X40:240 Y30:270 P4That will add a few more points. 4 in each direction. You could increase it even more to get a more detailed picture of the bed.
I also note that your bed would appear to be tilted in the Y direction. Your 2 point tilt correction along the X axis won't be able to solve for that. You should start from as level a bed as possible.
See if running through this guide helps.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40
-
Gotcha
Removed the H1
Replaced the G1 and G30 with G28 ZMesh is getting better. I replaced springs with silicone bed spacers so I was using as few points as possible to get the tilt out and try to get left/right and front/back as good as I could since there are only the screws at the 4 corners to make adjustment. I wet sanded the PEI Flex Sheet I have with 1000 grit, and now it's getting much much better. Not perfect but much better than it was
-
That's looking much better.
You can run the bed.g a few times in a row to get it a bit tighter.
-
@Phaedrux
Yep, I set it to P5 just to make sure it gets the center of the bed again. Now I can at least tweak the 4 adjustment screws 1 at a time as I run the Mesh to get it as close as possible. Before I was just going in circles. Appreciate your help greatly!!!! This forum makes owning a Duet worth it.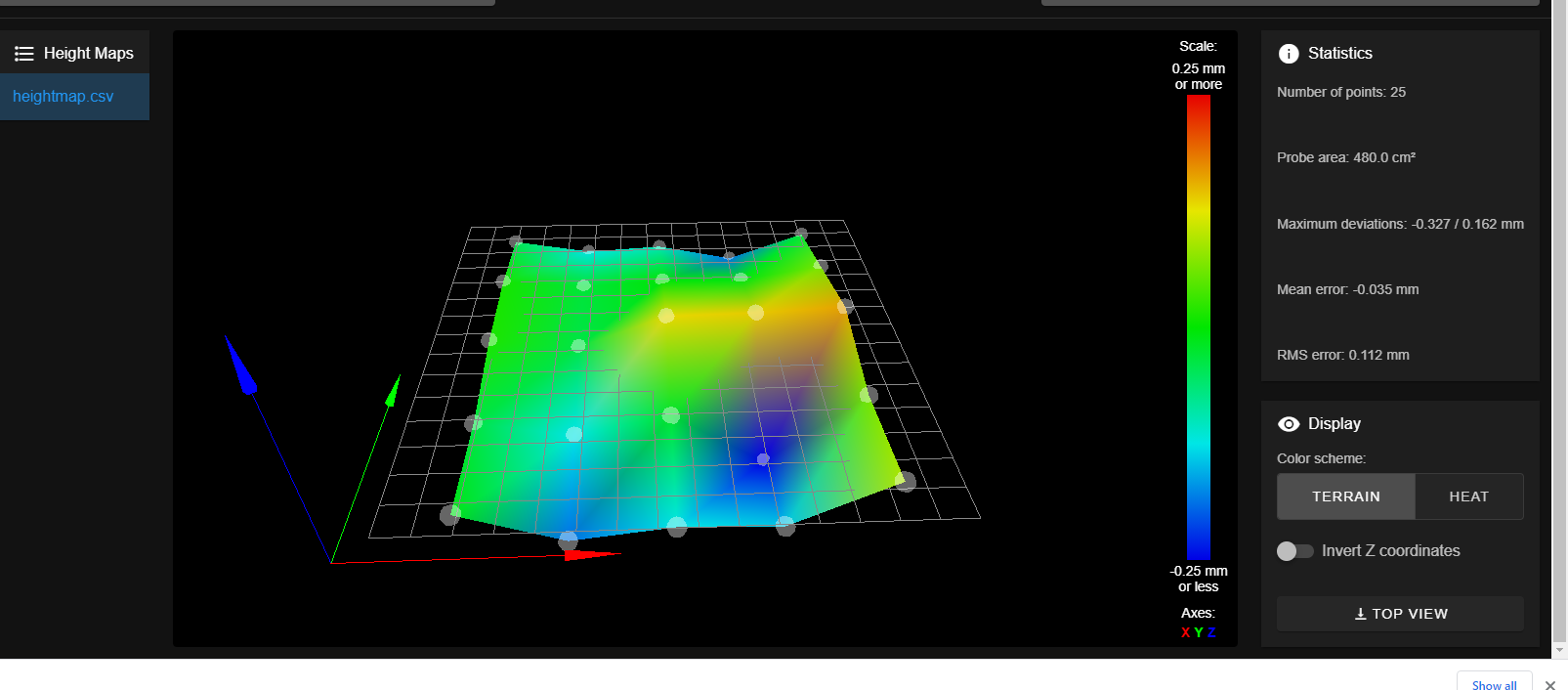
-
@Jaw8850 said in HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING:
Appreciate your help greatly!!!! This forum makes owning a Duet worth it.
Glad to hear.
-
@Jaw8850 said in HELP WITH HEIGHT MAP HAS SUBSTANTIAL Z OFFSET WARNING:
Now I can at least tweak the 4 adjustment screws 1 at a time as I run the Mesh to get it as close as possible.
Are you aware of the Manual Bed Leveling Assistant?
It allows you to adjust your leveling screws quickly and easily.
Frederick