Hi guys,
I'm playing with my new extruder and would like to know how much it extrudes in a real print.
Is it possible to display extrusion volume in DWC? Printspeed, layerheight and layerwidth? should be available for calculations.
I extruded in free air to get ballpark numbers, but real life is different.
Best posts made by o_lampe
-
Displaying current extrusion volume possible?posted in Duet Web Control wishlist
-
RE: Music skipping beats after firmware update (3.4.0beta6)posted in Tuning and tweaking
@gtaman
It's actually the same:- create a global variable blockDaemon
- set global.blockDaemon = true at the start of the M300 file
- set global.blockDaemon = false at the end
Then anyone using Daemon.g for real can add these lines
while global.blockDaemon = true G4 S1000 -
RE: Hollow shaft extruderposted in General Discussion
Had my first simpleFOC project running today. It was an old brushless gimbal controller without encoders and with 8bit mcu.
I was able to control two motors independently and relatively smooth (USB power only)
The atmega328 was also at it's limit, but I'm now confident it will work well with the right mcu. -
RE: External stepper drivers (TB6600) on duet 2 wifiposted in Using Duet Controllers
@m0ck1nj
Check the TB6600 datasheet. If it is OK with 3.3V signals on step, dir, enable you can wire it directly.
If it needs differential signals or 5V you can use the much cheaper expansion breakout board -
RE: Hollow shaft extruderposted in General Discussion
First print today

Instead of a benchy, I tried the extruder-woodgrain test. Yes there is some, but hardly visible. The corners were sharp and even, that was a relieve. The close loop PID setting are quite soft, so I expected worse...
At the top third, the printspeed got so low, that the filament overheated. 10°C less temp and it was nice and shiny again.
-
RE: Accelerometer Usageposted in Beta Firmware
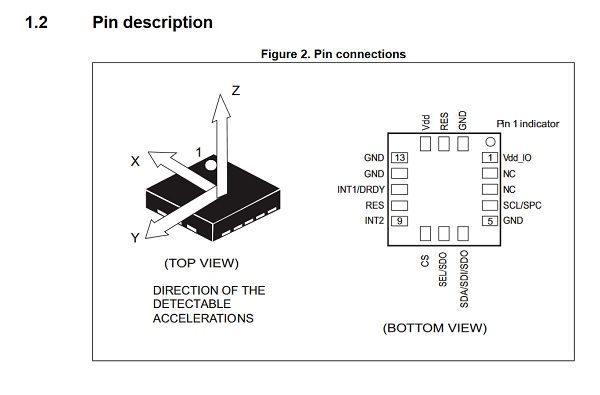
According to this picture
- positive X goes to the right
- positive Y goes to the back
- positive Z goes up

-
RE: Smart Effector including toolboard-capabilities?posted in Smart effector for delta printers
@dc42 said in Smart Effector including toolboard-capabilities?:
It's clear to me that the Orbiter could not be used with a Smart Effector made to the current dimensions. We would need to increase the rod spacing to at least 80mm in order to accommodate the various parts of the extruder. We are looking into this, however it would make it unsuitable for the smaller delta printers.

Hi dc42,
I just stumbled across this thread and wanted to guide you back to 2016 , when we discussed the cycloidal direct drive. (I still have it laying around)
I've made an 45 degree adapter for it, that suited the smart effector pretty well.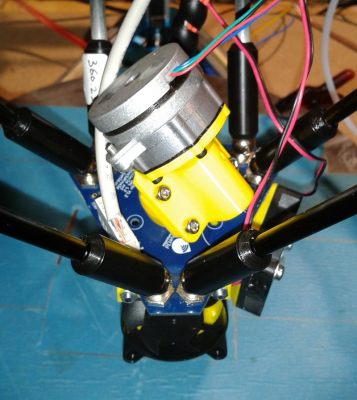
Another way to mount it, was the split motor/gearbox idea.
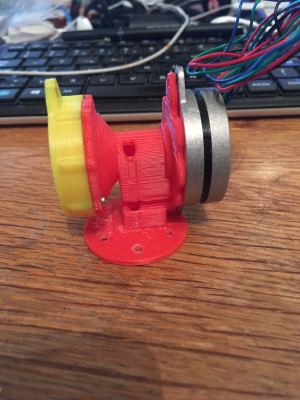
I could try to reuse my motor and design a BMG-drive for the Smart effector?
-
Display current back EMF for tuningposted in Duet Web Control wishlist
Hi devs,
based on the "extrusion volume" thread, I also think a back EMF calculator as DWC plugin would be helpful for tuning.
The required parameters are almost completely known for the calculation. It only misses coil resistance and inductivity (AFAIK)Since my Duet boards run on their own network, I don't have access to the EMF calculator at reprapfirmware.org
If we could integrate it as plugin and use 'live' values from the current object model/gcode file, we'd have a nice tuning tool
-
RE: Add 'pre-retract' and 'post-retract'posted in Firmware wishlist
@nikscha I like the idea. It's like the tool-change macros.
But there is also a problem when you retract / unretract within a toolchange.
Maybe you can solve your problem by renaming G10/G11 to G10.1 and G11.1 via postprocessing. Then you need only one macro for retraction (which also contains the real G10 move) -
RE: HELP! New Cast Alum. Bed doesn't seem to AutoMeshLevelposted in General Discussion
One thing not mentioned by anyone is the G31 probe offset. Are you sure it's OK?
-
RE: Comparing klipper and RRF input shaper data collectionposted in Beta Firmware
@gloomyandy
I nominate this as macro of the month

-
RE: Continuous rotational axisposted in CNC
@MaxGyver You don't have continuos rotation, but you can setup a 2^31 steps long virtual axis, so you can run a stepper for weeks before it reaches the fence.
If you want to change speed or stop it, you should use the DWC command line instead of macros. In Deamon.g you can add the code to react accordingly.
With M669 Snnnn you can set a segment length, which helps interrupting the move faster.Untestet, so use at own risk
//edit I guess the only way to change speed is to change steps/rev with M92. A simple G1 Annnnn Fmmm will probably be overwritten by the main code -
RE: is a delayed triggering of the filament sensor possible?posted in General Discussion
@cr3d
...what cosmowave said.
You can trigger your own filament-out macro with the filament sensor, which in the end toggles a different I/O pin. This pin is the 'official' filament-out pin defined in config.g -
RE: Mini IR Z probe Nightmareposted in Duet Hardware and wiring
@jay_s_uk
It's Q1 that fell off, but C1 is also written close to the pads and can easily lead to confusion. -
RE: Commands to either driver 4 or drive 5 only control driver 4posted in Firmware installation
@seventhwhiskey
With M563 you shouldn't use the real driver numbers for the extruders, but their logical order as they appear in the M584 drive mapping.
Tool 0 is D0; Tool1 is D1 -
RE: Small screen to display QR code of printer ip.posted in General Discussion
@breed ...or just print a sticker with the QR-code and stick it to the printer?
-
RE: pwm controlled waterpumpposted in Duet Hardware and wiring
@cosmowave
Maybe define it as a spindle? That way you don't need a temp sensor and can set RPM directly. (as percentage of max RPM) -
RE: Software version 3.4.2 now availableposted in Firmware installation
@mikeabuilder said in Software version 3.4.2 now available:
it's not like Duet3D is getting ripped off by the clone makers. It's one strategy for building market-share
You are partly right. But there are cloners, who try to cut cost by using less copper or noname headers. Those clones can destroy Duet3Ds reputation and thereby reduce market share.
My way of supporting Duet3D is to test FW and report/share my findings/ideas regarding new/future usecases.
-
RE: Deltaprinter "probe already triggered at start of probing move"posted in General Discussion
@Poul-Erik Increase the 'H' parameter in the Z-probe definition until the problem is fixed.
Here's my mini-IR setup during bed leveling, but afterwards I can go as low as H3;Z-Probe M558 P0 H5 F120 T6000 -
RE: Capable of running 14 motors for motion?posted in Duet Hardware and wiring
@sotpurk said in Capable of running 14 motors for motion?:
It's 3 extruders running simultaneously to print the same object thrice.
IMHO it would be easier to build 3 independent printers, but you have your reasons to build it that way....
If that's the main reason to build this machine, I'd like to introduce my hashPrinter.
It only needs 11 steppers and can print four parts simultaneously in mirror mode.
The mirror mode is quite nice, since the inertias from moving four toolheads eliminate themselfes.
The problem with z-levelling four tools is my printers biggest issue. You can't use mesh levelling.