suche deutschen support für einen selbstentwickelten Großformat 3D-Drucker mit 4250 Watt DUET2 WIFI-Board. Sitze hier in München und bekomme meine PT100 daughter-boards bzw. die Heizbetten nicht angesprochen...könnte auch bei den anderen Configurationen Hilfe brauchen...)
Best posts made by axiom
-
suche deutschen support Großformat 3D-Drucker DUET2 WIFI-Boardposted in Firmware installation
-
RE: Printing speed just slow motionposted in Using Duet Controllers
@Phaedrux
I deleted all 4 lines... and what can I say... amazing speed!!
Thank you both
Many greetings,
DonPS: New puzzles are just appearing again (progress display and filament consumption...but first the printer is running and I can devote myself to the insulation and construction space closure)
-
RE: 2 PT100 daughterboards for the bed heaters, Code?posted in Firmware installation
@günter-jibben Danke für den Tip!....da passt ja grad mal ein kleines Foto rein!
-
RE: Raspberry Pi 5 does not support Octoprintposted in General Discussion
@PCR because I want to do live surveillance with a camera and not just individual images
-
RE: want to center the sample with G1 Z1 (mesh bed compensation)posted in Using Duet Controllers
@gloomyandy I actually got that wrong! Thank you very much and then I will follow the new instructions.
All the best! -
RE: Z motors need more powerposted in Duet Hardware and wiring
@axiom Thanks to both of you! That seems to have been the solution!!!
Best regards -
RE: Control printheads individuallyposted in Firmware installation
@cosmowave It works! Thanks, that was the solution!
-
Auto Z offset calibrationposted in Using Duet Controllers
I found a promotional video and I would like to know how to do it: hardware and macro...can anyone help me?: https://www.youtube.com/watch?v=yJo_1Op2g4Y
-
RE: z probe not referencedposted in Firmware installation
@jay_s_uk you are super! it works... thanks for your patience!
Latest posts made by axiom
-
RE: speed of bed levelingposted in Using Duet Controllers
@dc42 Can't you adjust the speed somehow in g-code or in the macro?
-
speed of bed levelingposted in Using Duet Controllers
How can I increase the speed of my bed leveling (G29).
-
optical light barrier as filament sensor invertposted in Filament Monitor
I built an optical light barrier as a filament sensor (see screenshot). The filament sensor also reacts when I put the filament in. But I want the error message with pause when the filament is missing, so the barrier is not interrupted. Nothing has changed about S1 and S2...is there another option?

-
RE: controller for flowposted in Using Duet Controllers
@cosmowave and what do I have to write into the g-code so that it appears in the DWC and I can regulate it?
-
RE: controller for flowposted in Using Duet Controllers
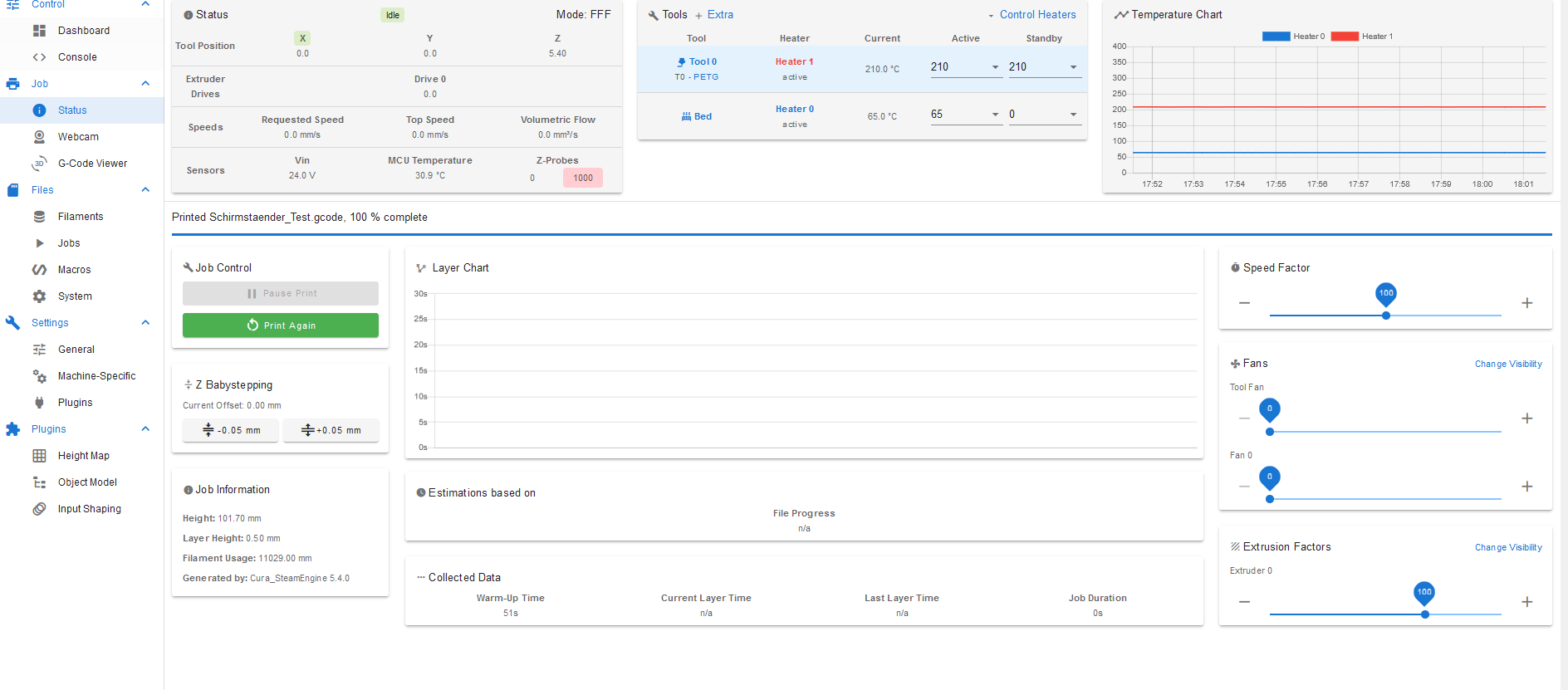
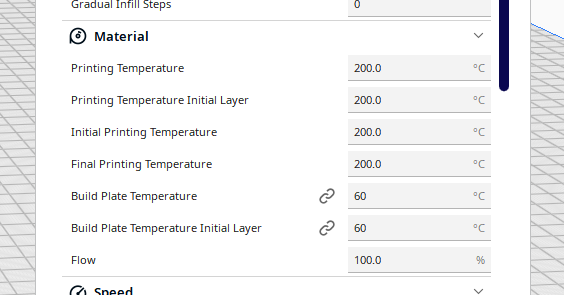
@dc42 I would like to be able to "play" with the flow (see cura screenshot) during the printing process
-
RE: videostream without duet framework?posted in Using Duet Controllers
@stuartofmt Thank you for the answers, everything actually works if I simply copy the IP address from Motion....sadly my new raspberry 5 said goodbye after 1 hour...despite the expensive original fan and expensive power supply
-
controller for flowposted in Using Duet Controllers
Is there a way to call up a flow controller in the DWC to make corrections while driving (like speed)?
-
RE: Trying to force install pluginposted in Plugins for DWC and DSF
@Notepad Thank you very much, unfortunately I only have the option to install the plugin...perhaps the other options are no longer available in version 3.5.4?
-
videostream without duet framework?posted in Using Duet Controllers
I would like to use the motionwebcamplugin for the video transmission. But when I try to install it, I get a message saying that the Duet software framework is missing (see photo).
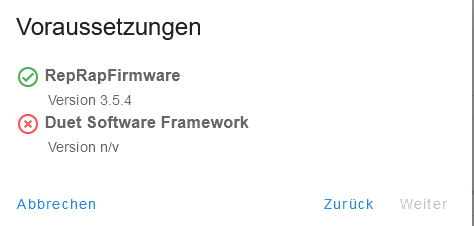
But since I don't want to switch everything to the framework (because I don't understand it), I wanted to find out if there is an easier way to integrate the video stream from motioneye into the DWC?