Bug on 3.6.0? Layershifts & stuttering on arc travel moves
-
I have to apologize, I'm wrong. I printed another part with exact same settings and there the layershift occurs again.
Is there a proper way to define the max speed with defined jerk an acceleration settings?
Best Regards
Cai -
@CaiJonas please use the calculator at https://www.reprapfirmware.org/emf.html to check whether there is likely to be a significant reduction in torque at 300mm/sec speed. You could also try re-running the print with lower M566 X and Y values, e.g. 600 or 450.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
when I reduce the m566 values for x and y I have some kind of stuttering/not smooth arc printing with artefacts on the surface.
may I raise here a related question. Is it better to have lower jerk settings and higher acceleration values or the other way around?
What I do not understand, if I run a simple script for diffegt G1 moves in different directions I can go up to over 500mm/s without any visible or noticeable loss of steps. but during a real printjob I have these layer shift with activated avoiding perimeter setting
-
@CaiJonas said in Bug on 3.6.0? Layershifts & stuttering on arc travel moves:
I have these layer shift with activated avoiding perimeter setting
M566 X900 Y900 Z900 E600 P1
Do you get different behaviour if you set M566 P0?
-
@Phaedrux With jerk policy 0 there was no layershift on the spicific print job. But to confirm I have to test more.
Currently I'm playing around with acceleration and print speed.
I'm surprised by the speed I can print:
M201 X9000 Y9000 Z900 E6000 ; Set print accelerations (mm/s^2) Z1200 M204 P9000 T9000 ; M203 X30000 Y30000 Z12000 E3000 ; Set maximum speeds M566 X900 Y900 Z900 E900 P1 ; set maximum instantaneous speed changes (mm/min) M906 X900 Y900 Z1000 E800 I15 ; set motor currents (mA) and motor idle factor in per centall possible with not activated avoid crossing perimeter setting.
I still don't know what is going on

-
@CaiJonas said in Bug on 3.6.0? Layershifts & stuttering on arc travel moves:
avoid crossing perimeter setting
It's been a long time since I've used that setting in Cura. I do recall that the travel paths were not straight and ended up being quite jerky. From your gcode sample that I viewed in the Prusa slicer gcode viewer it seemed like the travels were straight. Can you confirm?
-
not all travelmoves are straight, some are arcs around the open parts.
I tested yesterday with Simplify3D, there I do not have layer shifts. Maybe the problem is slicer related and not firmware related
-
@CaiJonas said in Bug on 3.6.0? Layershifts & stuttering on arc travel moves:
Is it better to have lower jerk settings and higher acceleration values or the other way around?
It used to be higher jerk and lower acceleration, but with the advent of input shaping, where the firmware can control the ringing better through the acceleration phase, low jerk and high acceleration is preferred. But it depends on the motion system components and frame design as to what works best.
In your last M122 it reports some hiccups and a late step:
=== Move === Segments created 448, maxWait 46510ms, bed comp in use: mesh, height map offset 0.000, hiccups added 131/0 (0.00/0.00ms), max steps late 1, ebfmin 0.00, ebfmax 0.00I think it's the hiccups and late steps that causes the stutter, as @dc42 suggested. While this file didn't cause a layer shift, it's possible you get more stutters in other situations, enough to cause a layer shift. Hiccups and late steps are caused by a movement queue underrun, usually caused by a large number of very fast, very short moves, whose processing time means they don't get to the movement queue in time, or that the movement queue is too short and doesn't have time to refill before the next command.
I had a look at the two gcode files you posted; the first one (adapter.gcode) has no G2/G3 arcs in it, and while the second one (adapter (1).gcode) does, they are all have an extrusion (E) component to the command, so no travel moves are using arcs. So I think the travel moves are using very short, very fast, straight line moves around the holes, that may just be overwhelming the movement queue. Eg, from the first file, this is the travel move just as it's going around a hole:
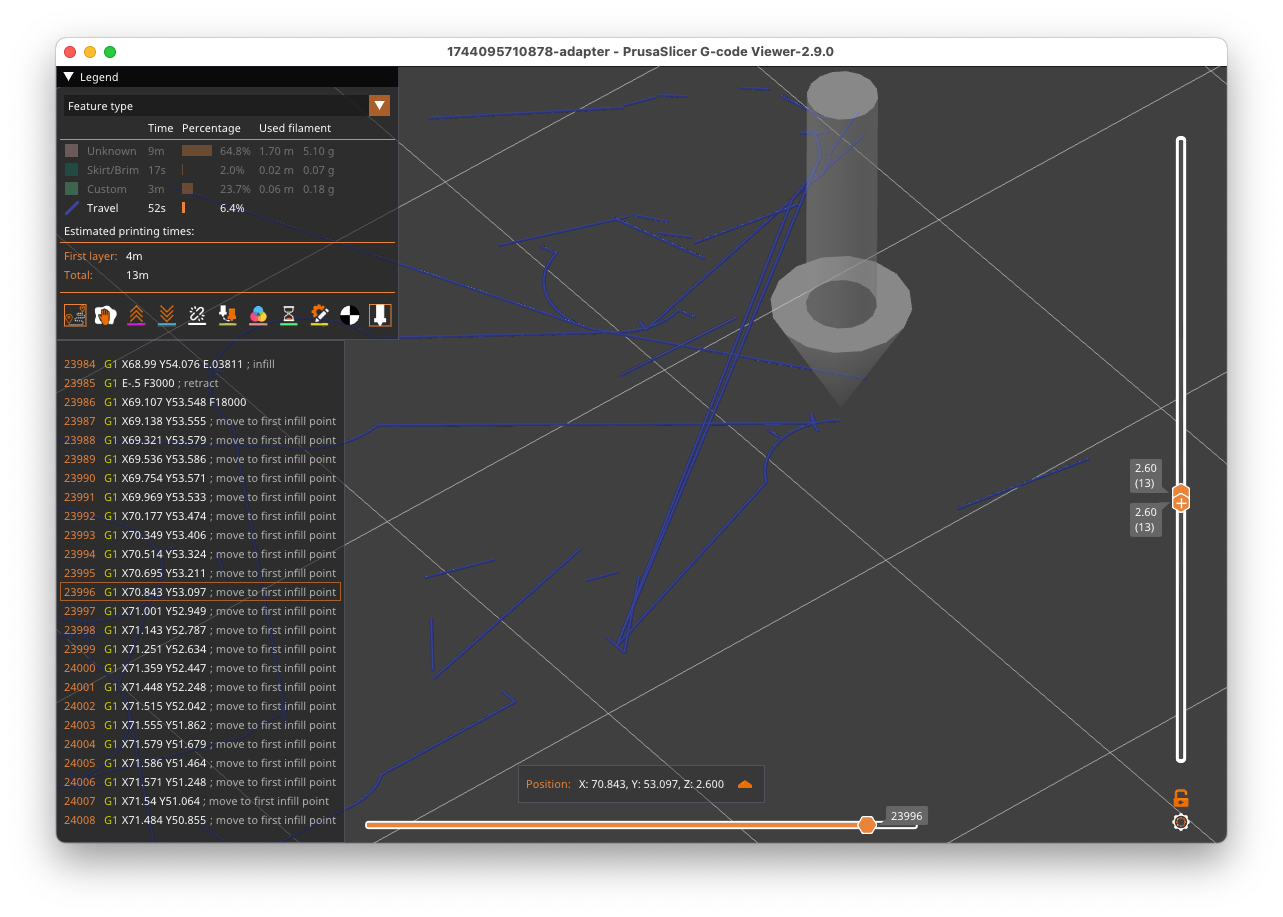
You can see the speed set (F18000) and the number of very short moves.I think you have a couple of options:
- reduce the travel speed, so the firmware has enough time to process the commands
- increase the length of the travel move line segments so there are less of them, if that's possible in the slicer. It might be this is what Simplify3D does.
- increase the movement queue length until the hiccups go away. See https://docs.duet3d.com/User_manual/Reference/Gcodes#m595-set-movement-queue-length, try
M595 P60(default is P40).
The M122 also reports that you're using mesh bed compensation. Long travel moves can trigger a stall as it waits for the Z axis to move if the mesh requires a large change in Z. However, your Z jerk and acceleration seem pretty high, and the issue doesn't seem to be on the long travel moves (of which there aren't many) so I don't think this is causing the stutter.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts said in Bug on 3.6.0? Layershifts & stuttering on arc travel moves:
hiccups
Thank you very much for the input and suggestions.
hiccups is excactly what it sounds like
")
I started witht he investigation from the beginning:
; Drives M569 P0.0 S0 D2 ; physical drive 0.0 goes forwards M569 P0.1 S1 D2 ; physical drive 0.1 goes forwards M569 P0.2 S1 D2 ; physical drive 0.2 goes forwards M569 P0.3 S0 D2 ; physical drive 0.3 goes forwards M569 P0.4 S1 D2 ; physical drive 0.3 goes forwards M584 X0.1 Y0.2 Z0.3:0.4 E0.0 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X200 Y200 Z480 E562 ; set steps per Z3200 E591 M201 X9000 Y9000 Z900 E6000 ; Set print accelerations (mm/s^2) Z1200 M201.1 X600 Y600 Z120 E6000 ; Set accelerations for special moves (mm/s^2) M204 P9000 T9000 ; M203 X30000 Y30000 Z12000 E3000 ; Set maximum speeds (mm/min) Z1200 M566 X900 Y900 Z900 E900 P1 ; set maximum instantaneous speed changes (mm/min) M906 X900 Y900 Z900 E800 I15 ; set motor currents (mA) and motor idle factor in per cent M84 S60 ; Set idle timeout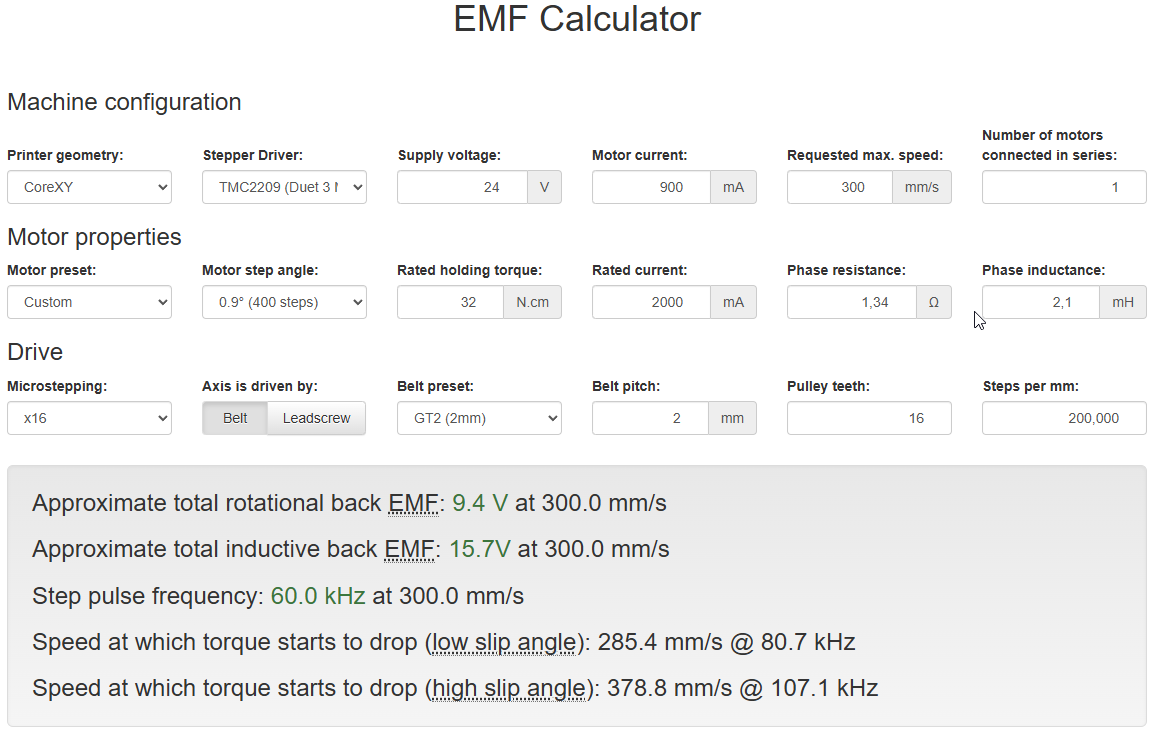
I use these steppers:
moons MS14HA5P4200
It is a super stiff frame and corexy kinematics. same size as Voron 0 but I designed it by myself with 40mmx20mm/60mmx20mm profiles. Maybe a little overengineered
Z axis is moved by two steppers of the same type with belts, no lead screw. This is why I think I can run Z axis with these high jerk and acceleration settings
I changed one other setting in the slicer --> resolution down to 0,025. This should result in shorter segments? I don't know.
the following gcode prints without any issue. "avoide crossing perimeter" is deactivated
adapter_no avoid perimeter setting.gcode
=== Move === Segments created 500, maxWait 352631ms, bed comp in use: mesh, height map offset 0.000, hiccups added 0/0 (0.00/0.00ms), max steps late 1, ebfmin 0.00, ebfmax 0.00 Pos req/act/dcf: 0.00/0/0.00 0.00/0/0.00 54459.00/54459/0.00 No step interrupt scheduledand also the same part with activated "avoid crossing perimeter" runs now fine without any visible issues, but some hiccups
adapter_activated avoid crossing perimeter setting.gcode
=== Move === Segments created 500, maxWait 2710474ms, bed comp in use: mesh, height map offset 0.000, hiccups added 199/0 (0.00/0.00ms), max steps late 1, ebfmin 0.00, ebfmax 0.00 Pos req/act/dcf: 0.00/0/0.00 0.00/0/0.00 54459.00/54459/0.00 No step interrupt scheduledsame gcode but with M595 P60
=== Move === Segments created 534, maxWait 190260ms, bed comp in use: mesh, height map offset 0.000, hiccups added 5/0 (0.00/0.00ms), max steps late 1, ebfmin 0.00, ebfmax 0.00 Pos req/act/dcf: 0.00/0/0.00 0.00/0/0.00 54453.00/54453/0.00 No step interrupt scheduledsamer gcode but with M595 P80
=== Move === Segments created 534, maxWait 200361ms, bed comp in use: mesh, height map offset 0.000, hiccups added 0/0 (0.00/0.00ms), max steps late 1, ebfmin 0.00, ebfmax 0.00 Pos req/act/dcf: 0.00/0/0.00 0.00/0/0.00 54450.00/54450/0.00 No step interrupt scheduledSo far I think the whole topic is much more clearer for me.
Thank you all very much.
Best regards
Cai -
@CaiJonas said in Bug on 3.6.0? Layershifts & stuttering on arc travel moves:
I changed one other setting in the slicer --> resolution down to 0,025. This should result in shorter segments? I don't know.
Yes, I'd think that creates smaller segments. If you can get it to create arc moves for the travel moves, that would probably help.
The M122 reports still say
max steps late 1, but that might be a limit rather than the number of late steps. I'll check with @dc42.For the M595 P parameter, it takes up extra memory as you increase it. If you increase it too much, you'll get a memory warning. You can check how much free RAM you have in the M122 report. Adding more to your config will increase the memory usage, too.
Ian