Slow all the time at 2000% speed
-
I've cranked my max accel and speeds up and nothing its just staying at 24mm/s
Important Info.
Duet wifi
Firmware 2.05
DWC 2 something " I dont have remote access to check right now"; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.2 on Sun Sep 19 2021 14:10:08 GMT-0700 (Pacific Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Castle" ; set printer name M669 K1 ; select CoreXY mode ; Network M550 PCaslte ; Set machine name M552 S1 ; Enable network ;*** Access point is configured manually via M587 M586 P0 S1 ; Enable HTTP M586 P1 S1 ; Enable FTP M586 P2 S0 ; Disable Telnet M587 S"RI-Wireless" P"Ridgeview8648" ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X32 Y32 I0 ; configure microstepping without interpolation M350 Z16 E16 I1 ; configure microstepping with interpolation M92 X325.00 Y325.00 Z1080.00 E700.00 ; set steps per mm M566 X1900.00 Y1900.00 Z90.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X10000.00 Y10000.00 Z280.00 E1200.00 ; set maximum speeds (mm/min) M201 X1900.00 Y1900.00 Z50.00 E250.00 ; set accelerations (mm/s^2) M906 X1100 Y1100 Z1500 E350 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X343 Y325 Z750 S0 ; set axis maxima ; Endstops M574 Z1 S1 ; set active high endstops M574 X1 Y1 S3 ; set endstops controlled by motor stall detection ; Z-Probe M558 P5 H2 F295 T6000 ; set Z probe type to switch and the dive height + speeds G31 P500 X-24 Y0 Z3.361 ; set Z probe trigger value, offset and trigger height M557 X5:350 Y15:335 S38 ; define mesh grid ; Heaters M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for BED heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 X200 ; configure PT100 for heater 1 M143 H1 S280 ; Set thermistor + ADC parameters for heater bed? ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 S"Volcano" D0 H1 F0 ; define tool 0 ;G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets ;G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous T0 ; select first tool -
@jbourns if you use Cura, disable acceleration control. It uses mm/sec for acceleration and speed as Marlon does, but RepRapFirmware uses mm/min.
-
@oliof Im using prusa slicer!
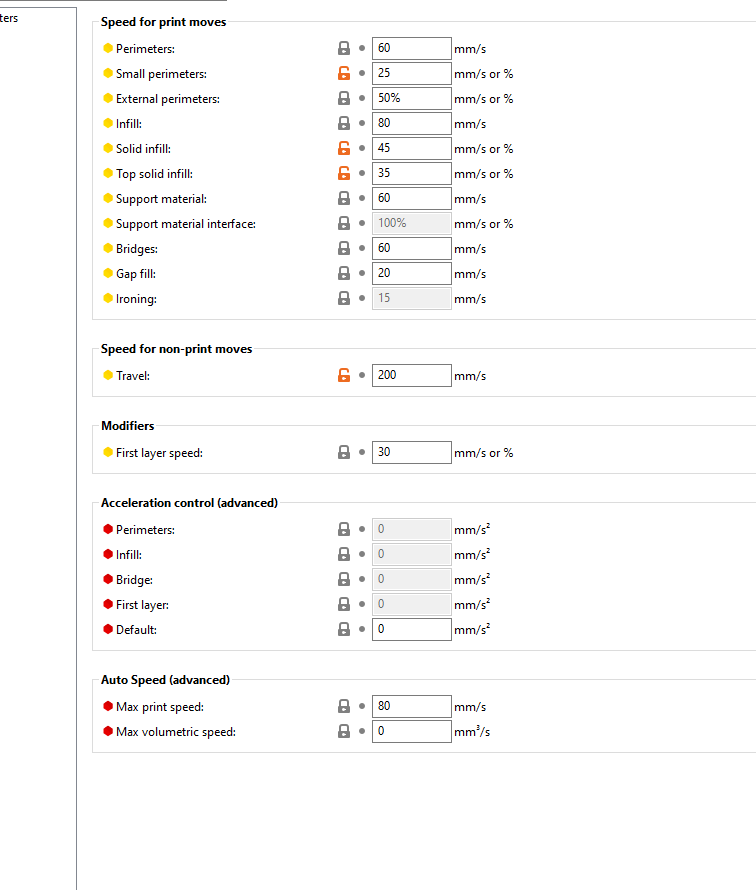
this is what i have in the speed settings.
-
How do you test maximum speed? do you just run a model? If you run a model, what are the slicer settings for max speed, acceleration and jerk.
You could take the slicer variable out of the equation and just use a quick hand written macro such as :
G1 X000 Y000 F50000
G1 X000 Y300
G1 X300 Y300
G1 X300 Y000Adjust the F parameter to suit what you want the machine to do
Adjust the coordinates based on what your printer bed size is. -
@jens55 By printing things usually dialing up with macros. But nothing is increasing the speed at all, it'll go slower.
right now i dont care for setting the proper speeds. I just want to go faster than 25mm/s 2000% speed should have done something.Should the print speed in dwc override what the slicer?
-
@jbourns what firmware flavour do you have set in PrusaSlicer? Should be Reprap.
If you leave it in Marlin, it puts a bunch of max speed commands in the start code in the Marlin units, so you end up 60x too slow -
@engikeneer Its set to reprap/sprinter
-
How big and what are you trying to print?
If it is small and complex it might not be able to get up to speed.
When I print Pi cases my infill is going at 130mm/s. 3 perim, 3 top and bottom.Got an stl?
-
@paulhew Its 38 x 45mm. I just don' t get why it wont increase in speed at all from DWC. I've always been able to crank it up to suit my needs. Now I'm stuck with a 6 hour print when it should have been done in 20min
-
@jbourns This is my speeds config for a RailCore
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation ; M92 X200.00 Y200.00 ; set steps per mm M92 Z1600 ; set steps per mm Z Axis M92 E412 ; set steps per mm Extruder ; M566 X600.00 Y600.00 Z200.00 E3600.00 ; set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z900.00 E3600.00 ; set maximum speeds (mm/min) M201 X1500.00 Y1500.00 Z250.00 E1500.00 ; set accelerations (mm/s^2) M906 X1280 Y1280 Z1220 E700 I30 ; set motor currents (mA) and motor idle factor in per centMy E speeds are higher.
I run a BMG Extruder with a mosquito hotend.I will give you part a run later, nearly 1am here in the UK.
RailCore II - Duet Mini + 1LC, Voron V0.1 - Duet Mini
Voron 2.4 disassembled..... Waiting for the RailCore Mini.... -
Also, in PS, filament tab, what is your max volumetric speed?
That can play a major part in speed.RailCore II - Duet Mini + 1LC, Voron V0.1 - Duet Mini
Voron 2.4 disassembled..... Waiting for the RailCore Mini.... -
@paulhew I'll give those a go, Thanks for the help. I'll be testing them in the next hour once this part is printed.
-
-
@paulhew It's at 0 which is default so I assume that's off?
-
@jbourns I found this for calculating Volumetric speed.
https://docs.google.com/spreadsheets/d/1ZHSRzTm2AR_sXnLSSOq2NSmx0UYtF5bJKHUSFWiDscA/edit#gid=0 -
@paulhew 10mm/3 seems like a good middle ground for the volcano
-
@paulhew The only explanation is that im a daft prick. I think i fugged up my E speeds ands acceleration at some point. Doesn't explain why I couldn't just override it.
https://youtu.be/tr7fGtmQUk8 -
@jbourns the speed multiplier will override the speeds requested in the F parameter of G1/2/3/4 commands, but not the machine speed limits set by M203.
-
@jbourns YEAH!!!
Thanks for keeping us in the loop and letting us know when you figured it out.
-
It was either volumetric flow in prusa slicer or max speed in the config
