3d Benchy Question
-
; config.g ; executed by the firmware on start-up ; general preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"The Big One" ; set printer name ; communications M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet M575 P1 S1 B57600 ; enable support for PanelDue ; drives M569 P0 S0 ; physical drive 0 goes reverse M569 P1 S0 ; physical drive 1 goes reverse M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes reverse M569 P4 S1 ; physical drive 4 goes forwards M569 P5 S0 ; physical drive 5 goes reverse M584 X0:3 Y1 Z2:5 E4 ; set drive mapping M92 X391.113 Y78.812 Z392.117 E397.022 ; set steps per mm M203 X4000 Y4000 Z800 E1200 ; set maximum speeds (mm/min) M566 X300 Y600 Z180 E120 ; set maximum instantaneous speed changes (mm/min) M201 X500 Y500 Z20 E250 ; set accelerations (mm/s^2) M906 X1400 Y1000 Z700 E1000 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; set idle timeout M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation ; axis limits M208 X0:655 Y0:440 Z0:400 ; set axes min/max ; endstops M574 X1 S1 P"!xstop+!e0stop" ; configure active-high endstops for low end on X M574 Y1 S1 P"!ystop" ; configure active-high endstop for low end on Y ; Z probe M98 P"probe_config.g" ; configure Z probe by invoking gcode file ; bed heater M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 R0.257 C549.0 D2.37 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 ; tool heater M308 S1 P"e1temp" Y"thermistor" T100000 B4725 C7.06e-8 ; define E1 temperature sensor M950 H1 C"e1heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 R1.373 C172.7 D8.28 S1.00 V11.7 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 ; part cooling fan M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off ; tool cooling fan M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; tool 0 M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool axis offsets G10 P0 R0 S0 ; set tool active and standby temperatures T0 ; set tool active -
I'd try these changes.
M203 E6000
M566 E3000 P1
M201 Z200 E3000These changes would make your extruder and z axis a bit more responsive. M566 P1 enables jerk between all move types which basically makes transitions to and from travel moves a bit quicker, which can help on those blobs on the surface.
Now might also be a good time to tube retraction and pressure advance.
I know your axis are fairly large and slow, so conservative jerk and accel on the X and Y are understandable. But you may still want to play with that a bit to see what you can get away with.
These macro files can help in live tuning things.
-
@phaedrux
When the current print finishes i will upload these changes. However, what did you mean by its time to tube retraction??Highly modified FT5 R1, ATX supply, mosfet w/silicone heat pad, bmg ext, TMC2600 drivers, and my custom quad z mod with 4 lead screws and custom cut new upper panels and bed, and using the dual z endstop mod. New project is 800x500x500z printer.
-
tune! Not Tube.. sorry.
-
@wingtip what is the printing order per layer? I’m not familiar with S3D, but you can change it on other slicers. It can help overhangs if you print inner perimeter before outer perimeter. But can negatively effect the dimensions, as outer perimeter can be pushed out further if overextruding.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts
in S3D its called outline direction and the options are outside-in, or inside- out.
Mine is defaulted to inside-out.The print i had going last night finally finished. I will implement some of the changes suggested in the thread now for the next print. Its very close to being dialed in. The part last night came out great and was dimensionally accurate. It had very few minor defects that doesn't affect the usability of the part at all.
Will make the changes and post the results.
-
@wingtip said in 3d Benchy Question:
Nozzle-.3
Are you going to be using a 0.3mm nozzle long term? Seems an odd choice for such a large printer?
-
@phaedrux
I was planning on using it for detail... i care more about detail than speed. However, when i plugged in my model i built this printer for into S3D, I was quite shocked at the print time. It was like 13 days! Soooo I will more than likely break it into sections.Here is another benchy i just finished after making some of the adjustments suggested. I also turned the benchy 90 deg to aid in the cooler nozzle hitting the bow. Those first tests again were with zylatec black petg, this is matterhackers white petg. Also older filament and white isnt the easiest to print in.




-
13 days... wow. You'd be surprised the detail you can get from a 0.6mm nozzle. Unless you're printing minis with very fine features.
-
@phaedrux
can you even run a .6 on a v6 or would i have to switch to a volcano, which means also making another new part cooler and a new bl touch bracket.... uggg lol -
@wingtip I run a 0.6 on a V6 titan aero. No problem. 10 to 12 cubic mm per sec of flow without issue. Gets me 60-70mm/s and 0.3 layer heights.
-
@phaedrux
using your numbers i plugged them in to see what the time difference would be.. holy cow.. 300 hours to 55 lol.... but im worried about the detail ... i want to take this finished part and make a fiberglass mold... the .3 nozzle parts when printed look fine for the detail.... a .6 though i worry.. can you post some pics of some .6 nozzle prints??? Cause the print time does look wayyyy better.. Other wise im going to have to split this down to more manageable print times. -
If you're making a mold I doubt you'll be transferring features with 0.3mm accuracy anyway? Can you share an example of what you're trying to ultimately print?
Examples of 0.6mm prints: https://forum.duet3d.com/topic/5282/my-custom-d-bot/2
I chose 0.6 because it maximizes the flow rate potential of the V6 and has a good balance of speed to detail. And it's a lot easier to tune than a volcano with a larger nozzle, that's for sure.
-
-
@wingtip
Let me rephrase that... its not so much transferring details but it makes for less filling and sanding for smooth surfaces where there are no details... there will still be the panel lines and indentations for holes to be drilled etc... -
Well then it would depend on where you need the resolution. A small nozzle will only help on thin features or top surface X/Y details like text or slightly sharper corners. You can still use smaller layer heights with a 0.6 nozzle and still save a lot of time. I use 0.15 as my detail layer height. 0.2 ends up looking quite good as well.
Looking at the photos in that album I don't see much that would really benefit from a 0.3 nozzle.
-
Well after looking at my stash of nozzles i had .2's, .3's, .4's, .5's, NO .6's, and had .8's. So I installed a .5 nozzle, set the layer height to .25, the speed up to 60 and thought i'd try a benchy first.
It wasnt long before i started noticing problems. The first thing i noticed was the increased layer height was high enough that my probe was extremely close to the print. Any boogers at all and it was catching on the probe if i didnt catch them and cut them away.
Once the first layer was down and the speed really kicked in i kept an eye on the nozzle temp and sure enough it was dropping. I backed the fan down without slowing the speed for now. the temp stopped dropping but wasn't climbing either but i let it keep printing... As the print got higher the probe was dragging more and more often and eventually i just stopped the print for fear of breaking it. Problem is my bl touch cant go any higher without printing a different bracket perhaps. So is there a way to adjust the probe slightly further up into the bl touch housing???
Otherwise the print was looking pretty impressive till it started dragging through the layers. My brain needs a rest lol.


-
That looks pretty over extruded, but maybe it's just from PETG and too little time between layers. The benchy isn't a very good analogue for what you'll actually be printing. The short layer times means the layers don't have time to cool, so you get lots of curling. Try printing 2 or 3 benchies at the same time. The increased layer time will allow the layers to solidify.
Or start printing your actual models that you'll eventually be printing. You'll learn a lot more from that.
Doesn't hurt to go through another extruder calibration either.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165
-
@phaedrux
The probe is still extremely close to the print... i really wish i could raise it more somehow.Printed your extrusion test. went as low as .92 but ended up back at 1.0.


Im going to bed, will jack with this more later tomorrow evening.
-
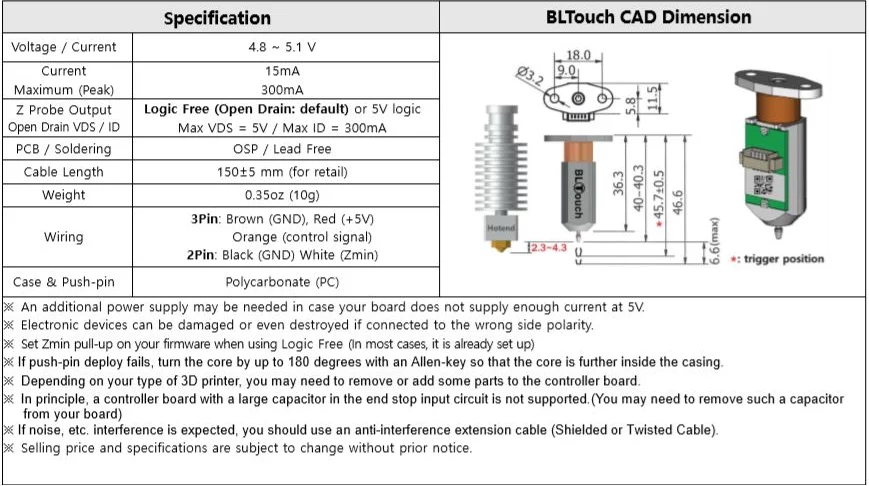
@wingtip I think you must have your bltouch mounted at the wrong height... for the V3, it should be 2.3 to 4.3mm above the nozzle height. (think the V2 was ~3mm?)