M900 is not supported
-
@mendelevium can you post the first 50 -100 lines of this g-code file which this error occur
Hypercube-Evolution-Hybrid, Piezo Orion, Orbiter
Duet WiFi 1.02 or later + DueX5
RepRapFirmware for Duet 2 WiFi/Ethernet 3.4.0beta4 (2021-09-27 11:30:36)
Duet WiFi Server: 1.26
Duet Web Control 3.4.0beta4 (2021-09-27) -
@siam If you export your factory file and post it here I can load it in Simplify3D and see if I can find where the M900 is getting added.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
Do you have Simplify set to reprap gcode flavor?
-
@alankilian I didn't use s3d since some months because i find the most other (free) Slicer are better than that... but this is another problem
") so please post your g-code
so please post your g-code -
@siam
G90
M83
M106 S0
M140 S60
M190 S60
M104 S190 T0
M109 S190 T0
G28 Z0 X0 Y0
M107 ; disable fan
M115 U3.1.0 ; tell printer latest fw version
M83 ; extruder relative mode
M140 S90 ; set bed temp
M190 S90 ; wait for bed temp
M104 S225 ; set extruder temp
M109 S225 ; wait for extruder temp
M900 K30
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G0 Z300
G0 Y0 X0 ; prepare to prime
G0 Z10
G1 Z0.15 F1000
G92 E0 ; reset extrusion distance
G1 Y100.0 E50 F800.0 ; priming
G1 Y200.0 E40 F1600.0 ; priming
G1 Y300 E20 F800.0 ; priming
G0 Z5
; process HULK TWIN
; layer 1, Z = 0.099
T0
G1 E-1.0000 F4800
; feature skirt
; tool H0.099 W0.528
G1 Z0.099 F1000
G1 X111.671 Y98.000 F4800
G1 E1.0000 F4800
G1 X112.429 Y97.241 E0.0233 F1800
G1 X112.876 Y96.889 E0.0124
G1 X113.542 Y96.483 E0.0170
G1 X114.072 Y96.241 E0.0127
G1 X115.089 Y95.920 E0.0232
G1 X115.814 Y95.809 E0.0159
G1 X208.925 Y95.798 E2.0235
G1 X209.360 Y95.838 E0.0095
G1 X210.147 Y95.983 E0.0174
G1 X210.637 Y96.128 E0.0111
G1 X211.325 Y96.415 E0.0162
G1 X211.822 Y96.696 E0.0124
G1 X212.691 Y97.334 E0.0234
G1 X213.232 Y97.883 E0.0167
G1 X213.854 Y98.761 E0.0234
G1 X214.125 Y99.259 E0.0123
G1 X214.398 Y99.942 E0.0160
G1 X214.533 Y100.417 E0.0107
G1 X214.666 Y101.172 E0.0167
G1 X214.703 Y101.588 E0.0091
G1 X214.704 Y196.594 E2.0647
G1 X214.704 Y196.613 E0.0004
G1 X214.688 Y198.735 E0.0461
G1 X214.569 Y199.465 E0.0161
G1 X214.209 Y200.566 E0.0252
G1 X213.861 Y201.245 E0.0166
G1 X213.166 Y202.191 E0.0255
G1 X212.617 Y202.732 E0.0167
G1 X211.739 Y203.354 E0.0234
G1 X211.241 Y203.625 E0.0123
G1 X210.558 Y203.898 E0.0160
G1 X210.083 Y204.033 E0.0107
G1 X209.328 Y204.166 E0.0167
G1 X208.912 Y204.203 E0.0091
G1 X117.841 Y204.204 E1.9792
G1 X117.822 Y204.204 E0.0004
G1 X115.764 Y204.188 E0.0447
G1 X115.035 Y204.069 E0.0160
G1 X113.934 Y203.709 E0.0252
G1 X113.255 Y203.361 E0.0166
G1 X112.309 Y202.666 E0.0255
G1 X111.768 Y202.117 E0.0167
G1 X111.146 Y201.239 E0.0234
G1 X110.874 Y200.740 E0.0123
G1 X110.602 Y200.058 E0.0160
G1 X110.466 Y199.583 E0.0107
G1 X110.334 Y198.828 E0.0167
G1 X110.297 Y198.412 E0.0091
G1 X110.298 Y101.583 E2.1043
G1 X110.336 Y101.158 E0.0093 -
-
@mendelevium said in M900 is not supported:
M115 U3.1.0 ; tell printer latest fw version
This is invalid for RRF (no U parameter) and un-necessary.
M900 K30
I suspect (as @Phaedrux asked) you have the slicer set to something other than RRF flavour.
Or you have not altered your start G code in the slicer to suit RRF
M900 sets marlin linear advance. -
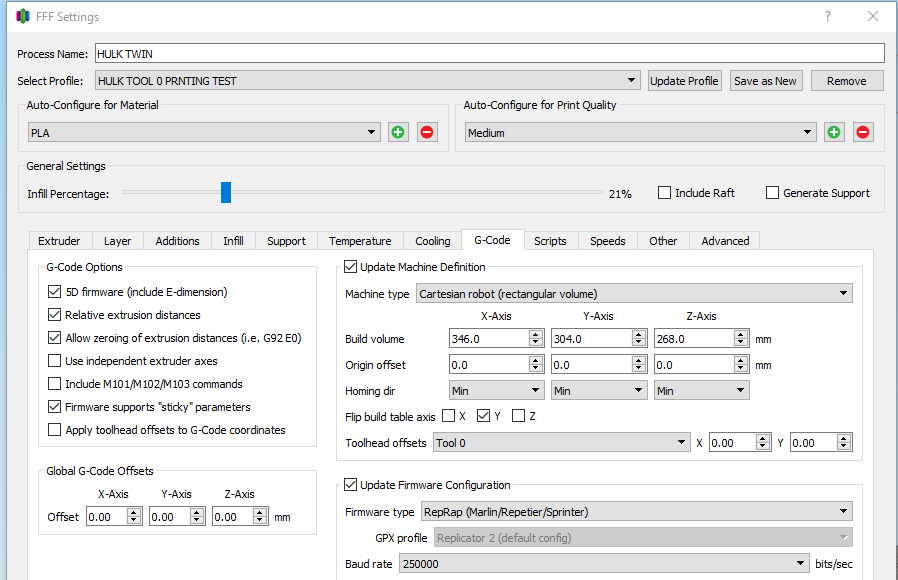
@owend
its RepRap I have put a sreenshot. -
@mendelevium
I believe the issue is in the startup scripts in my simplify 3DIs there a substitute G code?
here is is.....
G28 Z0 X0 Y0
M107 ; disable fan
M115 U3.1.0 ; tell printer latest fw version
M83 ; extruder relative mode
M140 S90 ; set bed temp
M190 S90 ; wait for bed temp
M104 S225 ; set extruder temp
M109 S225 ; wait for extruder temp
M900 K30
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G0 Z300
G0 Y0 X0 ; prepare to prime
G0 Z10
G1 Z0.15 F1000
G92 E0 ; reset extrusion distance
G1 Y100.0 E50 F800.0 ; priming
G1 Y200.0 E40 F1600.0 ; priming
G1 Y300 E20 F800.0 ; priming
G0 Z5 -
@mendelevium, M900 sets pressure advance in Marlin. For some reason they chose not to use the M572 code to control pressure advance, which we had introduced and allocated in the RepRap wiki several years previously.
It's not common to set pressure advance in the GCode file. You would normally set it in config.g or in the filament files. So I suggest you remove that M900 command from your slicer start code.