Polar Printer Steps/Degree?
-
Ok I went back to 3.3 beta2 for a sanity check. I will include my test print file that I just tried on 3.2.2 with the same config.
Test file is above limit for upload. https://drive.google.com/file/d/1TDfrflJFM2K79y0WpiGgJVcTUF-hkG9W/view?usp=sharing
First picture is behavior with 3.3 Beta2

Second is the same file printed on 3.2.2

As you you can see first picture it prints the circles then on infill does an arch is the same spot and just builds up until I stop it.
Second looks normal ofcourse. Not a complete print as I stopped it to do the 3.3 Beta test.
-
@phospherus
Do you use ArcWelder as post-processing script? -
@o_lampe
No just sliced using Supersclicer. -
Did the above provide any insight?
-
@phospherus Hi can you please help me it seems i have the same issue my design is that y turntable plate and x is R should that work if i put Y value 2.5 is this what has been discussed in your subject ? and what about X value then ? M92 X?? Y2.5 is this how m92 should look like but i just would like to mention if that can work with SKR1.4 that has repaprfirmware on it ? I slice using Cura the output file from cura is linear coordinate and I assume the firmware should convert it to polar
-
@shadi
If you are using reprap on skr as far as I know the values should be the same but can not swear to that as I use OEM boards.Your X axis is non rotational I assume so it would be figured by pulley teeth and step angle
So 200 steps = 1 revolution (360degress / 1.8 degrees per step). multiplied by micro stepping factor of 16 will = 3200
Pitch of the belt for GT2 is 2mm. Multiplied by the number of teeth on motor pulley. We will use 20. So 2 x 20 = 40
Then 3200/40 = 80 steps per mm for a 1.8 degree motor with GT2 belt and a 20 tooth pinion.
For the rotational bed we need to know what gear reduction you are using if any. The step angle of your stepper and the following should tell you what your value would be. If your not running 20:90 gear reduction then my value will not work for you.
The formula CNCModeller provided is.
1.8 Deg/step at the motor x 20 / 90 = 0.4 deg/step at the bed.
1/0.4 = 2.5 steps/Deg at the bed.
1.8 degree is the step angle of the stepper motor multiplied by my gear ratio.
20/90 is my gear ratio. Pinion or drive gear divided by my driven gear which is 90 which comes to 0.4
0.4 is the fraction of a degree at the bed through the gear reduction.
So we want to know how many steps to make a degree with the reduction. So you divide 1 degree by the steps at the bed which is the 2.5 steps to get 1 degree at the bed.
Then you must take the last value and multiply it by your step multiplier mine is 2.5 X 16 = 40. That is what is enter for your Y in the config.
I hope this helps.
And thank you CNCModeller for the original formula.
-
This post is deleted! -
Just tell me how many teeth are on the gear on the stepper motor and how many teeth are on the big gear driven by the stepper motor.
-
@phospherus, I don't have a polar printer, but I did some firmware tests in polar mode before I released 3.3beta3 and the motor movements appeared correct to me. Please can you re-test that print using the 3.3beta3 release.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@phospherus 16 teeth on the small gear and 258 teeth on the large gear, i just want highlight that the drawing is skewed with round edges,
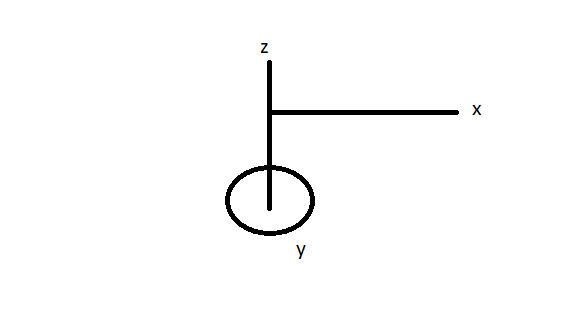
I mean this machine should move Y= Theta, and X= R where are the SQRT (XX + YY)
is that correct ?
-
@phospherus 16teeth on the small gear and 258 teeth on the large one
-
@dc42 Hi I just tested different reprapfirmware version on my SKR1.4 almost all have the same behavior which indicates the issue is not in the firmware however in the configurations, can you advise the possible configurations ?
-
Ok with that gear ratio at 16X your y axis steps per degree should be M92 Y14.33
@dc42 I will test again as soon as I have a chance. I did however get my BLtouch and mesh bed setup on 3.2.2 on the polar as a delta using radius and seems to work very well.
-
@phospherus said in Polar Printer Steps/Degree?:
gain as soon as I have a chance. I did however get my BLtouch and mesh bed setup on 3.2.2 on the polar as a delta using radius and seems to work very well.
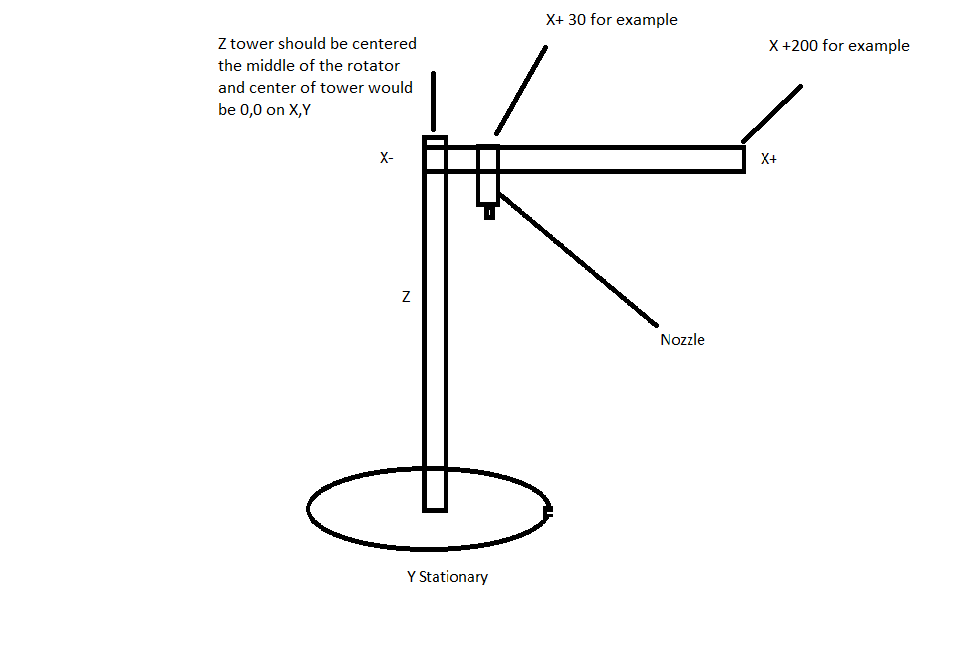
@dc42 In my case actually Y plate is turntable and X and Z are both moving as they are located on the table, did you test the same and it works ? if possible to share the config.g that you have tested at ?
have you tested for this design ?
-
This post is deleted! -
Ok on a polar printer the center of the turn bed or rotating plater is 0,0 for the X and Y axis. On your design with the z tower being in the middle and rotating you will have to measure from the center of the tower out to the closest position to the tower that the x axis can get to. I would measure from center of tower to max X position and home to the + instead of minus. But your lowest X position will be the distance from center of tower to the nozzle.
Also on a polar with the bed rotating the y axis goes in the clockwise direction for plus. On your design the Z and X would need to go counter clockwise.
As for steps per mm for the X. I need to know belt pulley teeth count on stepper and belt pitch to help with that.
I hope I explained this well enough.
-
This post is deleted! -
-
For your M92 X100 Y14.33 Z401 E84
-
This post is deleted!