Motors working then chatter before and after homing...
-
Hello all,
last summer this forum helped me get my dual x axis working on a custom printer im building... i let the project sit till recently when i started doing more work. specifically wiring up the two z motors and installing my duex expander board.
I pulled out the gcode and added the new letter for the added z motor in all the places it needed to be. I powered everything up and went to start testing and noticed my X axis is no longer working properly. So for now i unplugged the duex (which has the added z motor and enstop) and concentrated on getting the X axis working properly again. But i cant lol... I have struggled some 10 hours on this yesterday evening and gave up.I will post a short video demonstrating my issues. But in a nutshell both x motors will do move commands in the + or - direction just fine. The motors are crisp and precise and sound "normal". But the moment i click to home x one or both (i cant tell) motors makes a chattering noise before it moves, then moves normally towards the endstops. Once it gets there it stops and chatters again then stays there and ignores the 2nd pass where it is suppose to go back 10mm and then come back even slower till it triggers the stop again.
At first i thought it was missing steps so i up'd the current from 1amp (1000mah) to 1.2amp (1200mah) and no change. This was all working perfect last summer for the x axis... What have I screwed up and dont wrong thats making these noises and making the homing all screwy??? Video and gcodes posted below. Thank you for any help.
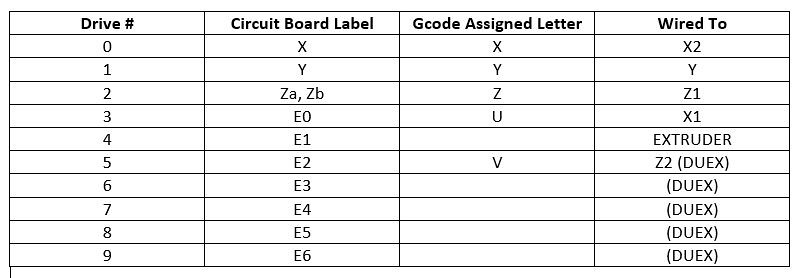
For starters, here is how everything is utilized so far.
Here is the youtube video demonstrating the motor noises (with a shit ton of background noise,sorry)
https://youtu.be/BWrkmR4AKCwHighly modified FT5 R1, ATX supply, mosfet w/silicone heat pad, bmg ext, TMC2600 drivers, and my custom quad z mod with 4 lead screws and custom cut new upper panels and bed, and using the dual z endstop mod. New project is 800x500x500z printer.
-
M584 X0 U3 P4 ; Split x into 2
this is not required in rrf3 any more.
https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors#Section_In_RepRapFirmware_Num_3this works for any axis.
so you do not need to define u and v axis any more
this will make your life a lot easier and since you are setting up the printer its a good idea to go with the latest firmware. -
ugg, one thing at a time lol... Why would the motor/motors work fine then chatter before homing and after homing?
-
@wingtip said in Motors working then chatter before and after homing...:
Why would the motor/motors work fine then chatter before homing and after homing?
Video of the behaviour? Bad connection at the motor? binding?
I vaguely recall the previous thread where we got your dual X axis going. It's been a while though, and in the meantime it's gotten a lot easier to do with RRF3 as Veti says.
Since you are picking things up again almost with fresh eyes, it might be a good idea to go through the update to RRF3. It would simplify the homing process for multiple independent motors per axis greatly.
For motor mapping
M584 X0:3 Y1 Z2:5 U3 V5 E4
would become
M584 X0:3 Y1 Z2:5 E4For axis minima
M208 X0 Y0 Z0 U0 V0 S1
would become
M208 X0 Y0 Z0 S1For axis maxima
M208 X800 Y500 Z400 V400 U800 S0
would become
M208 X800 Y500 Z400 S0For x endstop
M574 X1 S0
would become
M574 X1 S1 P"!xstop+!e0stop"For y endstop
M574 Y1 S0
would become
M574 Y1 S1 P"ystop"You could use dual endstops for Z if you wanted, or just use the probe.
You no longer need the endstops defined for U or V.
In these commands you could remove the references to U and V entirely.
M350 X16 Y16 Z16 U16 V16 E16 I1 ; configure microstepping with interpolation M92 X400.00 Y80.00 Z400.00 U400.00 V400.00 E415.00 ; set steps per mm M566 X600.00 Y600.00 Z12.00 V12.00 U600.00 E120.00 ; set maximum instantaneous speed changes aka jerk speed(mm/min) M203 X7200.00 Y7200.00 Z180.00 V180.00 U7200.00 E1500.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 V20.00 U500.00 E10000.00 ; set accelerations (mm/s^2) M906 X1200.00 Y1200.00 Z1400.00 V1400.00 U1200.00 E1200.00 I30 ; set motor currents (mA) and motor idle factor in per centAnd the z probe, heaters, fans, tools, etc would need to be replaced as well.
Here's what the entire new config would look like.
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Mar 03 2021 15:26:56 GMT-0600 (Central Standard Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"My Printer" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 S0 M569 P5 S1 M584 X0:3 Y1 Z2:5 E4 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X400.00 Y80.00 Z400.00 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X230 Y210 Z200 S0 ; set axis maxima ; Endstops M574 X1 S1 P"!xstop+!e0stop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B3950 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M575 P1 S1 B57600 ; enable support for PanelDue T0For the homing files you can then remove the references to U and V entirely.
As for updating, If you still have access to DWC. Upload these 3 zip files, one at a time in the system tab. Don't extract them. Reboot after each. Use M115 to verify the firmware has been applied.
https://github.com/Duet3D/RepRapFirmware/releases/download/2.05.1/Duet2Firmware-2.05.1.zip
https://github.com/Duet3D/RepRapFirmware/releases/download/3.0/Duet2and3Firmware-3.0.zip
https://github.com/Duet3D/RepRapFirmware/releases/download/3.2.2/Duet2and3Firmware-3.2.2.zip
That will get your firmware and DWC up to date. -
ok i updated to the latest via your steps good sir. Next?
@Phaedrux said in Motors working then chatter before and after homing...:
Video of the behaviour? Bad connection at the motor? binding?
I did post a video in the original post. It's not a bad connection. Theres something different from normal movements and when its homed as you can see in the video.
EDIT: When i run the M115 it does say in the dwc its updated to the 3.2.2 but when i download the g files the top still says generated by RepRapFirmware Configuration Tool v2.1.1
also the panel due shows these errors:
m587 failed to add ssid to remembered list HTTP is enabled on port 80 FTP is desabled TELNET is disabled Error: M574 endstop type 0 is no longer supported. Use type 1 and invert the input pin instead. Error: M574 endstop type 0 is no longer supported. Use type 1 and invert the input pin instead.
WiFi module is connected to access point davet, IP address ********** -
@wingtip said in Motors working then chatter before and after homing...:
EDIT: When i run the M115 it does say in the dwc its updated to the 3.2.2 but when i download the g files the top still says generated by RepRapFirmware Configuration Tool v2.1.1
M115 is correct. The text in the config files is just telling you what version of the config tool was used to make the config originally.
@wingtip said in Motors working then chatter before and after homing...:
Error: M574 endstop type 0 is no longer supported. Use type 1 and invert the input pin instead. Error: M574 endstop type 0 is no longer supported. Use type 1 and invert the input pin instead.
This means you should use the config.g I posted above to get the correct syntax for RRF3.
@wingtip said in Motors working then chatter before and after homing...:
m587 failed to add ssid to remembered list
You have a command in your config.g to add the SSID to the wifi module, but you shouldn't. It only needs to be sent once and then it's saved in the module itself. So remove any M587 from config.g.
The rest is all normal.
-
I've uploaded the config file but not going to do anything yet till i ask a question. What should my home x and home all look like under this new version 3 stuff since i had it set to split the axis then rejoin them..?
Thank you for the assistance so far.
-
@wingtip said in Motors working then chatter before and after homing...:
What should my home x and home all look like under this new version 3 stuff since i had it set to split the axis then rejoin them..?
@Phaedrux said in Motors working then chatter before and after homing...:
For the homing files you can then remove the references to U and V entirely.
Since U and V don't exist anymore you only have to home them as if it was a single axis with a single motor. The main difference for RRF3 is that the endstops are defined to use 2 switches and it will continue to move the axis until both switches have been hit. It's much simpler than it was before.
-
-
@wingtip no. You wouldn't need m584 in the homing files at all and you would only need movement for x y z.
-
ok i tried to home x and immediately got an error something about a G1 S1 so i immediately shut down the power before it got to the end stops in case it wouldnt stop... here is my current home x settings
-
G1 S2 Z5 F6000
Change the S2 to H2 and any S1 to H1 in your homing files.
That is another change between RRF2 and RRF3. The S is now used for laser power. So H is now used for homing moves.
-
ok, its working using this new reprap 3 coding , HOWEVER, i still have the same issues. The motors move the gantry just fine. But the moment i hit home x, the motors chatter a few seconds, then move to home and after the second hit of the endstops it chatters again for a few seconds then stops... it only does it during homeing... any other time the motors move nice and quiet as they should.
Highly modified FT5 R1, ATX supply, mosfet w/silicone heat pad, bmg ext, TMC2600 drivers, and my custom quad z mod with 4 lead screws and custom cut new upper panels and bed, and using the dual z endstop mod. New project is 800x500x500z printer.
-
Video?
@wingtip said in Motors working then chatter before and after homing...:
The motors move the gantry just fine.
How are you moving the motors when it works if it's not homed yet?
Do the axis move ok by hand with the duet powered off? (do it slowly)
In the gcode console, can you send M122 and M98 P"config.g" and post the results here?
-
@Phaedrux said in Motors working then chatter before and after homing...:
Video?
@wingtip said in Motors working then chatter before and after homing...:
The motors move the gantry just fine.
How are you moving the motors when it works if it's not homed yet?
Do the axis move ok by hand with the duet powered off? (do it slowly)
M564 S0 H0 ; allows movement of non homed axis for testing, and yes the axis move fine with the duet powered off. let me take a short short video
-
@wingtip said in Motors working then chatter before and after homing...:
ok, its working using this new reprap 3 coding , HOWEVER, i still have the same issues. The motors move the gantry just fine. But the moment i hit home x, the motors chatter a few seconds, then move to home and after the second hit of the endstops it chatters again for a few seconds then stops... it only does it during homeing... any other time the motors move nice and quiet as they should.
Sounds like your endstops may not be working.
The G1 H1 commands specify a max distance they will move trying to reach the endstop. When the endstop activates the movement stops otherwise the movement may continue to the limit of the axis.
Unrelated to that you have a command in your config.g file M574 Z1 S2 - that is invalid and not needed all at the same time.
From the docs:
Snnn 1 = switch-type (eg microswitch) endstop input, 2 = Z probe (when used to home an axis other than Z), 3 = single motor load detection, 4 = multiple motor load detection (see Notes).
-
While im waiting for the video to render, the code for the z axis is irrelevant right now as i have them unplugged. As for the comment about the endstops. both end stops trigger and can be seen in the dwc changing states... also, why would the motor chatter before it even moves and gets anywhere near the endstop...? You will see in the video and maybe understand better.... just waiting for my slow computer to render this so i can upload it to youtube and wait for it to process it , then post the link here...
-
@wingtip said in Motors working then chatter before and after homing...:
While im waiting for the video to render, the code for the z axis is irrelevant right now as i have them unplugged.
I only mentioned it because the configurator often inserts that M574 Z1 S2 command even though it is incorrect.
why would the motor chatter before it even moves and gets anywhere near the endstop...?
It will certainly help to see the video. The only thing I have experienced like that affected all motor movements - not just homing.
Could you post the relevant homing file?
Thanks.
Frederick
-
-
That is indeed strange that movement after M564 S0 H0 works fine, but homing behaves strangely. One thing that occurs to me is that it could be resonance due to the speed of the homing moves compared to the normal travel moves.
In the gcode console, can you send M122 and M98 P"config.g" and post the results here?