Error: bad Command XXX W/RRF 3.2 and leveling issue
-
How can I run this trigger test macro that probes the three places used to home and it says the deviation is less than .01mm but in reality its .4mm? I can run the macro a bunch of times and it will return a .002 to .009mm deviation. Its repeating very accurately, but it seems as the printer thinks its level but its not.
T0 G28 G90 M558 F60 ; Slow probing speed G30 P0 X200 Y285 Z-99999 ; Probe Middle G30 P1 X15 Y15 Z-99999 ; Probe Left G30 P2 X324 Y15 Z-99999 S-1 ; Probe Righ -
@3DPrintingWorld you my have checked this, but do you have your heightmap loaded when running bed.g? If mesh compensation is active, it will cause something similar where the bed looks tilted, but it adjusts it up and down so the probed height doesn't show thr tilt.
I always start all my homing and bed.g files with a G29 S-2 to make sure I don't have a heightmap loaded (/mesh compensation active)E3D TC with D3Mini and Toolboards.
Home-built CoreXY, Duet Wifi, Chimera direct drive, 2x BMG, 300x300x300 build volume
i3 clone with a bunch of mods -
@3DPrintingWorld said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
How can I run this trigger test macro that probes the three places used to home and it says the deviation is less than .01mm but in reality its .4mm? I can run the macro a bunch of times and it will return a .002 to .009mm deviation. Its repeating very accurately, but it seems as the printer thinks its level but its not.
My guess is that the print heat is tilting a little depending on the direction in which it last moved. This will cause the relative heights of the nozzle and the BLTouch to change. Please post photos of the print carriage assembly.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
HI,
I have built the same design, just measured the tilt in the X linear cartridge. It is 0.07mm in Z direction on the nozzle and is caused by the tolerance linear rail to block LDO MGN9 . So there is a few hundreds luft between the block and rail and due to the center of the nozzle( and BL touch) being about 20-25 mm cantilever, the resulting is 0.07 measured with a dial indicator on the tip of the nozzle. SO no way this can give 0.4 mm difference. The U axis caridge has a similar wobble.
I think We may need a better linear rail and block for the X axis. What I see is that I do G32 it makes the initial correction, then G32 with -1 and it reports deviation of about 0.1to 0.15 mm , then I do G32 S3 again and then G32 -1 and it reports 0.002 to 0.01 deviation, from there every G32 reports under 0.01Muldex IDEX Duet2+Duex5
Custom CoreXY 600x400 Hemera , Duet3+Toolboard+1HCL closed loop
Sapphire Pro with Duet2, with closed-loop motors
custom high temp E3D tool changer with Duet2+Duex -
@engikeneer Thanks for the tip but I do have the mesh turned off.
-
@3DPrintingWorld Yep , because on startup it is turned off
Muldex IDEX Duet2+Duex5
Custom CoreXY 600x400 Hemera , Duet3+Toolboard+1HCL closed loop
Sapphire Pro with Duet2, with closed-loop motors
custom high temp E3D tool changer with Duet2+Duex -
@dc42 said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
My guess is that the print heat is tilting a little depending on the direction in which it last moved.
I wanted to verify it was not being caused by anything mechanical before bring up this issue so I completely disassembled it and worked on it for a couple weeks before writing this post to make sure nothing was loose or broken. I even tried loosening the wire loom and holding it by hand to insure it was not pulling on the carriage.
I think a wider or a second bearing would help to keep the carriage from tilting but like @martin7404 has said, I don't think it there is enough play in the carriage to have this much effect.
If the issue is slop in the head, I don't see how it would repeat to the same level each time. Also, you would not think the trigger tests would repeat within .01mm when moved around the bed. It also does not explain 6 months of good leveling. I would also think if slop was the issue prints would look very inconstant, which is not the case.
To test your theory since the BL touch is on a cantilever, I could weight down the end of the carriage and home it really slow. A couple pounds on the same side of the bearing as the BL touch will remove any chance of the head tilting back. This should debunk if tilt is the issue or not.
I'm not saying its not mechanical but I am unable to see it.

-
@martin7404 I manually sent a G29 S-2.
if you reset power, I thought it looked like it retained the last map used?
-
@martin7404 I considered a second bearing as a backup if a single bearing did not work out,
but it did. I wanted to keep it as light as posable. Its the same bearing as the tool changer uses with the same length cantilever to the nozzle but the Muldex carriage is much lighter so it should be no problem. Their probe is much closer though. -
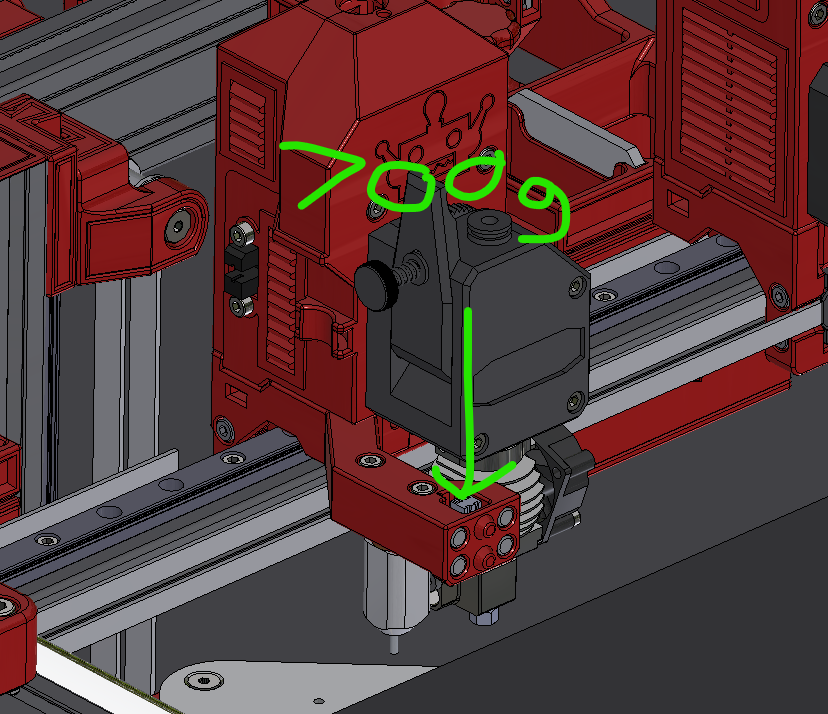
@dc42 said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
My guess is that the print heat is tilting a little
To test your theory that the head is tilting , I put a 700g steel bar as shown in the picture to cause the bearing to tip forward and to remove any potential bearing slop. But, the level is still the same. Back right corner low, front left corner high.
-
In this case I might backup my config and start with a fresh basic set for testing.
-
One other error to put on the list from updating to 3.2. About once in every twenty to fifty startups I get this error, it causes the machine crash into the Y endstops. The error takes place as its homing Y, way before it ever gets to the G30. Never seen this error on 3.1.1.
I still get "bad error" command every time I reset and T2 fan still comes on every other time power is reset.
-
@Phaedrux said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
In this case I might backup my config and start with a fresh basic set for testing.
There have been a couple instances where I waisted a lot of time trying to figure a issue out thinking it was user error because I am new to RRF only to find that it was a bug in RRF. Are you sure the issue has to be on my end?
-
@3DPrintingWorld said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
Are you sure the issue has to be on my end?
I am sure of very little in general.
The only gauge I have is how widespread a problem is reported.
Setting up a simplified basic config would help to eliminate some variables in your current config. I know it takes some time to set up, but I wouldn't ask if it hasn't proven fruitful int the past.
-
hey @martin7404 , just spoke to Gui and he experimented with his Z axis acceleration and turned it up to 1000 but noticed he started to see inconsistency's with the level. He lowered it back down to 600 and the issue went away. He's thinking that he was getting missteps from the reduction and having such low voltage on the steppers,(300) so not to damage anything should the probe fail.
I noticed that my accel was only 35 mms^2 so not a issue for me... I think I slowed it down at one point to test something but forgot to put it back. I thought I would let you know If you turned the acceleration way up, it might be the cause for inconsistent leveling.
-
@3DPrintingWorld I checked , my Z stepper voltage is 900 left from 5:1 reduction steppers. And my acceleration Z is 35 , I did not change that from initial setup
Muldex IDEX Duet2+Duex5
Custom CoreXY 600x400 Hemera , Duet3+Toolboard+1HCL closed loop
Sapphire Pro with Duet2, with closed-loop motors
custom high temp E3D tool changer with Duet2+Duex -
One more thing for G29
SO I made the following made bed probing with G29 and left the machine with motors energized idle for the night. In the morning I made G29 s2 and G32 with S3 and S-1, then again, then G29 S1 to activate mesh correction and G32 Again. What I see during the night for some reason the left side have 0.1mm + deviation, and with or without G29 mesh correction activated or not, there is almost no difference in G32 results2/16/2021, 9:53:33 AM G32 bed probe heights: -0.007 -0.007 0.008, mean -0.002, deviation from mean 0.007 2/16/2021, 9:53:09 AM g32 Leadscrew adjustments made: 0.008 -0.010 -0.029, points used 3, (mean, deviation) before (-0.009, 0.011) after (-0.000, 0.000) 2/16/2021, 9:50:59 AM g29 s1 2/16/2021, 9:50:37 AM G32 bed probe heights: -0.002 -0.015 0.005, mean -0.004, deviation from mean 0.008 2/16/2021, 9:50:13 AM g32 Leadscrew adjustments made: -0.011 -0.003 0.016, points used 3, (mean, deviation) before (-0.000, 0.008) after (0.000, 0.000) 2/16/2021, 9:49:40 AM g29 s2 2/16/2021, 9:49:10 AM G32 bed probe heights: -0.009 0.014 0.001, mean 0.002, deviation from mean 0.009 2/16/2021, 9:48:47 AM g32 Leadscrew adjustments made: 0.129 0.001 -0.028, points used 3, (mean, deviation) before (0.043, 0.052) after (-0.000, 0.000) 2/16/2021, 9:47:36 AM G32 bed probe heights: 0.080 0.005 0.003, mean 0.029, deviation from mean 0.036 2/16/2021, 9:47:12 AM g32 Leadscrew adjustments made: -0.194 -0.050 -0.020, points used 3, (mean, deviation) before (-0.098, 0.058) after (0.000, 0.000) 2/15/2021, 6:12:01 PM 224 points probed, min error -0.109, max error 0.084, mean 0.005, deviation 0.035 Height map saved to file 0:/sys/heightmap.csvMuldex IDEX Duet2+Duex5
Custom CoreXY 600x400 Hemera , Duet3+Toolboard+1HCL closed loop
Sapphire Pro with Duet2, with closed-loop motors
custom high temp E3D tool changer with Duet2+Duex -
@3DPrintingWorld I am interested if the test with the steel bar get any effect
Muldex IDEX Duet2+Duex5
Custom CoreXY 600x400 Hemera , Duet3+Toolboard+1HCL closed loop
Sapphire Pro with Duet2, with closed-loop motors
custom high temp E3D tool changer with Duet2+Duex -
@martin7404 I guess you would need more power with a little less reduction, I just tried to keep it low as possible incase of a crash. I would turn up the acceleration, that was a typo. Its saves a couple seconds homing.
-
@martin7404 so you are saying, if mesh bed is on or off it doesn't make a difference?