Unable to home z axis
-
I have a Bigbox, single extruder/hotend basically it's a stock model, no added parts except I installed Duet Ethernet.
When I attempt to homeall the x and y axes home correctly, I have both set to then move to the hotbed centre to home z. When it reaches that point I am assuming it has reached G30 but everything stops without the bed rising to complete the z home process. I can hear a very quiet high pitch whistle? sound which lasts about 10-15 seconds and then stops, perhaps the z motors trying to turn?
I use the IR probe that came with the Bigbox which looks the same as Davids design, it's connected to the probe connector on the main Duet board and I have it configured as mode 1 in all appropriate place in config files.
I have attached the related files, config.g and homeall.g
-
Tried to paste in the files but the forum software tells me I'm posting spam. Sorry guys.
Keith
-
; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Aug 02 2020 00:51:41 GMT+0100 (British Summer Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Bigbox1" ; set printer name M555 P2 ; Set output to look like Marlin ; Network M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M84 S30 ; Set idle timeout M906 X800 Y600 Z800 E1000 ; Set motor currents (mA) M201 X800 Y800 Z15 E1000 ; Accelerations (mm/s^2) M203 X15000 Y15000 Z100 E3600 ; Maximum speeds (mm/min) M566 X600 Y600 Z30 E20 ; Minimum speeds mm/minute M350 X16 Y16 Z16 E16 I1 ; Set 16x microstepping with interpolation M92 X160 Y360 Z1600 ; Set axis steps/mm M92 E304:304 ; Set extruder steps per mm G21 ; Work in millimetres G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Axis Limits M208 X300 Y200 Z200 S0 ; set axis maxima M208 X0 Y0 Z0 S1 ; set axis minima ; Endstops M574 X1 Y1 S1 ; set active high endstops M574 Z1 S2 ; set endstops controlled by probe ; Z probe section M558 P1 Z1 H3 F200 T5000 ; Smart IR Z probe, used for homing Z axis, dive height 3mm, probe speed 200mm/min, travel speed 5000mm/min G31 X11.0 Y0.5 Z1.5 P500 ; Set the probe height and threshold (put your own values here) ; Bed probe section (not needed if you use a bed.g file) ;*** Adjust the XY coordinates in the following M557 commands to suit your build and the position of your Z probe M557 P0 X60 Y0 ; Four... M557 P1 X60 Y165 ; ...probe points... M557 P2 X200 Y165 ; ...for bed... M557 P3 X200 Y0 ; ...levelling ;M557 P4 X141 Y82.5 ; 5th probe point for levelling (un-comment this to get a 5th point at the centre of the bed) ; Heaters M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M305 P0 T100000 B4138 R4700 F50 ; set thermistor + ADC parameters for heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 X200 F50 ; set thermistor + ADC parameters for heater 1 M143 H1 S290 ; set temperature limit for heater 1 to 290C ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Aug 02 2020 00:51:41 GMT+0100 (British Summer Time) G91 ; relative positioning G1 H2 Z-5 F6000 ; drop Z relative to current position G1 H1 X-305 Y-205 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-305 Y-205 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X150 Y100 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing G91 ; relative positioning G1 Z-5 F100 ; drop Z relative to current position G90 ; absolute positioning -
First, send M122 and post the results, do this after trying to home. That will give us firmware version and some other info.
Then send M98 P"config.g" and post the results.Your homeall looks ok.
M558 P1 Z1 H3 F200 T5000The Z1 hasn't been valid for a long time, so can be removed.; Bed probe section (not needed if you use a bed.g file) ;*** Adjust the XY coordinates in the following M557 commands to suit your build and the position of your Z probe M557 P0 X60 Y0 ; Four... M557 P1 X60 Y165 ; ...probe points... M557 P2 X200 Y165 ; ...for bed... M557 P3 X200 Y0 ; ...levelling ;M557 P4 X141 Y82.5 ; 5th probe point for levelling (un-comment this to get a 5th point at the centre of the bed)That section is quite outdated. See here for modern usage.
https://duet3d.dozuki.com/Wiki/Gcode#Section_M557_Set_Z_probe_point_or_define_probing_grid
Next would be to test if the Z axis can move at all. Home X and Y and then move the head to the center. Send
G92 Z10 G91 G1 Z5That should mark the Z axis as homed and at 10mm height and then move the Z axis up 5mm. -
Sorry, I forgot to add firmware version in my post, it's 2.03. I'm waiting until I have everything working again before I update, I can do the tests later today.
Thanks for the info on the invalid section, I picked all the configuration files from a posting on the forum having unfortunately permanently damaged my original sd card (the cat ate it along with my homework, it ate the backup on my pc too!)
-
I think it would be a good idea to update your firmware to 2.05.1 and get a fresh set of config files from the config tool.
Upload this zip file as is to the /sys folder in DWC.
https://github.com/Duet3D/RepRapFirmware/releases/download/2.05.1/Duet2Firmware-2.05.1.zip
And generate a fresh config set here. Save the zip file and upload that as well.
https://configtool.reprapfirmware.org/Start
If you're still having issues after that, please share your new config set.
-
Thanks, I'll get to that today. I wasn't able to do anything yesterday, other stuff happening etc ....
I'll do my best with the config tool but the reason I downloaded a working config for the Bigbox off the forum is simply because there are a lot of the settings I simply don't understand, what figures I should enter etc. I used to be able to run the Repetier tool when they first brought it out without a problem, it was clear what each setting did and I successfully used it on my original self built Reprap machine about 10 years ago (the one based on Adrian Bowyers design). Configs for the RAMP board was so easy
") but configs are necessarily much more complicated for the Duet. I daresay I'll eventually learn what I need to do but at the moment it's very much an uphill struggle on a very large hill. Perseverance will get me there I'm sure.
but configs are necessarily much more complicated for the Duet. I daresay I'll eventually learn what I need to do but at the moment it's very much an uphill struggle on a very large hill. Perseverance will get me there I'm sure.Thanks for your help, it's very much appreciated.
Keith
-
@Phaedrux
Thanks again for your help, I'd be pulling my hair out by now (if I had more than a mm in length") ) Could I politely ask, have you worked with a Bigbox printer at all? It has a few quirks, like the bed moving for Z changes rather than the bed.
) Could I politely ask, have you worked with a Bigbox printer at all? It has a few quirks, like the bed moving for Z changes rather than the bed.I've updated firmware to 2.05.1 and have made a new set of files for /sys but I still had to change some of it, mainly the hot end temp sensor, it was config'd as a thermistor and I'm using a PT100 with the daughterboard, set by the configuring tool.
M305 P1 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S300 ; set temperature limit for heater 1 to 300Cnow changed to
M305 P1 X200
M143 H1 S300 ; set temperature limit for heater 1 to 300CThe temp max of 300 degrees doesn't show in the setting in DWC and I had to add it manually using the Default Heater temps and Add New Temp tools. Is that how it should be or should the max temp automatically show in DWC after being changed in config.g? Am I simply missing a setting on the config tool? I hope it's me messing up, the config tool is a great piece of software even though, to me, it seems too complicated
OK, back to my homing problem. I had to modify homeall.g after it was configured by the tool , I changed it to have Z move negative when shown as positive and vice versa because it's the bed that moves rather than the hot end, perhaps I missed the setting for that in the config tool. I also changed the movement for X and Y for the final position before the G30 probing is executed. Again, is there somewhere I can set this in the config tool?
OK, I've run with the newly configured files, there is a difference but an unwanted one. The problem is still there, that is it reaches the G30 command but doesn't appear to run it, basically it's the same as it was. There is one other difference, even though I have commanded it to move to X150, Y100, the board centre, just before G30 it doesn't move there, it goes to X100, Y20 and stops showing a pinkish error of G28 G0/G1 insufficient axes not homed.
Could you tell me how to display the files on the forum page and I can upload all the relevant files. I tried before by pasting in the files but the page returned a spam error unfortunately.
Keith
-
@Kayjay said in Unable to home z axis:
It has a few quirks, like the bed moving for Z changes rather than the bed.
I guess you mean "rather than the hotend"? If so, that's like every CoreXY/Ultimaker/Cartesian with bed moving in Z printer. Sometimes the terminology in the config tool output isn't quite right, but the effect should be. For example, in homeall.g it probably says "lift Z relative to current position" for a Z move, when actually it's dropping the bed. However, think of this as "increasing the distance between nozzle and bed". So when the bed goes down, Z should increase.
I'm using a PT100 with the daughterboard
You can set this in the config tool; for RRF2 there's a drop-down option for each heater on Heaters > Heater configuration > Sensor channel, and PT100 is at the end of the list as "MAX31865".
The temp max of 300 degrees doesn't show in the setting in DWC and I had to add it manually using the Default Heater temps and Add New Temp tools. Is that how it should be or should the max temp automatically show in DWC after being changed in config.g? Am I simply missing a setting on the config tool? I hope it's me messing up, the config tool is a great piece of software even though, to me, it seems too complicated
You can set maximum temperatures in the configuration tool in Heaters > Heater configuration > temp limit for each heater, which should put the M143 code in your config.g. DWC doesn't show this limit, but if you try to set the temperature higher than the limit, you'll get an error message like "Error: G10: Requested temperature out of range". Adding temperatures using the Add New Temp in DWC just adds more options to the drop down menu in the Tools area. You can also just type in the temperature you want under 'Active', of course. If you want to set the temperature to 300C, it would be better to set M143 H1 a bit higher, to allow for some overshoot, eg
M143 H1 S320.OK, back to my homing problem. I had to modify homeall.g after it was configured by the tool , I changed it to have Z move negative when shown as positive and vice versa because it's the bed that moves rather than the hot end, perhaps I missed the setting for that in the config tool. I also changed the movement for X and Y for the final position before the G30 probing is executed. Again, is there somewhere I can set this in the config tool?
A negative Z move should move your bed up, and a positive Z move should move your bed down. Otherwise it's going the wrong direction, because you want positive moves to increase the distance between the bed and the nozzle. Is that what happens? As I said earlier, the comments on the homing files can be a little confusing in this respect.
OK, I've run with the newly configured files, there is a difference but an unwanted one. The problem is still there, that is it reaches the G30 command but doesn't appear to run it, basically it's the same as it was. There is one other difference, even though I have commanded it to move to X150, Y100, the board centre, just before G30 it doesn't move there, it goes to X100, Y20 and stops showing a pinkish error of G28 G0/G1 insufficient axes not homed.
Sounds like the Y axis hasn't homed. You'll need to post your config.g and homeall.g again. Which leads us on to...
Could you tell me how to display the files on the forum page and I can upload all the relevant files. I tried before by pasting in the files but the page returned a spam error unfortunately.
To display text/config files in your post (like @Phaedrux did earlier), go to the 'System' tab in DWC and click on config.g. This should open it in a text editor window. Select all, and copy it into your reply. For extra points, highlight it in your reply, then click the </> icon (for 'code') in the toolbar above the posting window:
Ian
-
Thanks for your points droftarts, much appreciated.
Yes, I did mean hot end, sorry. My head is currently spinning out of control, I still feel like pulling my hair out
but I do still need to change the 'polarity' of the movement. I enter Z-5 to move the bed downwards. Apart from this Bigbox the only other 3D printer I've had is the one I built 10 years or so back, I think it was 2011. I can't remember the design name off hand, there were so many different types built around Adrian original Reprap model (such as the tiny Huxley) but what I built was a Cartesian but the bed only moved in X and Y, the hot end moved in Z. Still, that was then I shouldn't talk about things gone past, it doesn't really help and the assistance you given and tips you've passed on have been very helpful and I'm grateful.Thanks for the info on configuring the PT100, it definitely helps, saves me having to modify the file afterwards and also increases my learning of using the config tool, which is of course what I want.
I had configured the hot end temperature through the tool and it shows in the config.g as M143 H1 S300 but it doesn't show in the list of temps available for the Tool0, that was my query, I thought it should do but wasn't sure, can you clarify if Add New Temp will add it and work in the same way as using M143. I'll adjust the temp to S320 as you suggest. I'd read somewhere amongst the guides that the max for the tool temps had been changed and if I'm right it's currently 300.
Going back to the situation of changing the Z movement to - to make the bed move down, should I change the direction command to M569 S0 (or leave it the S off) instead, would that solve the Z direction issue so I don't have to alter the Z figures in the various homing files?
Y did home or at least it shows so on the DWC.
I'll display my config.g and homeall.g files as they stand at the moment after I've made new ones with the new info on using the tool that you've given me. I feel like my grandchild on Christmas morning, lots of new toys to play with
I'll try out displaying those files, I think I must have made and error last time, I copied the files as you describe but when I pasted them into the message it told me I was posting spam and wouldn't let me. It's bound to be me, gotta be but I shall persevere.
Thanks again for your help, I'm very grateful, thumbs up !
Keith
-
;Config.g ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Bigbox1" ; set printer name ; Network M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X300 Y200 Z200 S0 ; set axis maxima ; Endstops M574 X1 Y1 S1 ; set active high endstops M574 Z1 S2 ; set endstops controlled by probe ; Z-Probe M558 P1 H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds G31 P500 X-25 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 X200 ; set parameters to PT100 for heater 1 M143 H1 S300 ; set temperature limit for heater 1 to 300C ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 H1 F-1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not definedChanging M569 P2 S0 has cured my Z direction issue
Keith
-
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Wed Aug 05 2020 09:56:58 GMT+0100 (British Summer Time) G91 ; relative positioning G1 H2 Z-5 F6000 ; drop Z relative to current position G1 H1 X-305 Y-205 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-305 Y-205 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X150 Y100 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing G91 ; relative positioning G1 Z-5 F100 ; drop Z relative to current position G90 ; absolute positioning -
These files don't help, unfortunately, it still stops just before probing Z. So I still have a config error somewhere
There is also another problem arisen, even though I have
G1 X150 Y100 F6000 ; go to first bed probe point and home ZThe position it reaches before stopping is X100, Y20. Strange and I can't see why.
Looking at how my posting of the G1 line above I can now see how I should post the whole of the config.g and homeall.g files should have been done. I'll edit them now.
Keith
-
@Kayjay said in Unable to home z axis:
Changing M569 P2 S0 has cured my Z direction issue
Yes, that was the right thing to do.
can you clarify if Add New Temp will add it and work in the same way as using M143.
No, Add New Temp just adds a temperature preset to either the active or the standby drop down menu. The default maximum is 275C, but setting M143 overrides this.
; homeall.g ... G1 H2 Z-5 F6000 ; drop Z relative to current position ...Change the Z-5 to Z5 in your homeall.g. You can also comment out (put ; at the front of the line) the last three lines (the Z also goes the wrong way there), as the probe (once it works) will lift drop the bed away from the nozzle.
G1 X150 Y100 F6000 ; go to first bed probe point and home ZIt's possible that the Y axis cannot move at F6000 (100mm/s). If it homes okay, try changing the F parameter to F1800.
Is this the E3D BigBox printer? https://www.kickstarter.com/projects/e3dbigbox/the-e3d-bigbox-3d-printer
I think the Y axis moves the whole X gantry, so there is quite some load on it. The motors are also quite big, by the look of it, and you have the motor current set to 800mA. Check what motors are fitted to the X and Y axis (take a picture or quote model number), I expect it's just that the motor speeds and accelerations need tuning.Finally, for the G30 probe. Is there any LED on the probe to indicate it's triggering, or on? Check your wiring, then test the probe. See https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
Also, perhaps post a picture of the probe.Ian
-
Sorry, I missed changing the Z back to Z5 from Z-5, just an error rather than a permanent setting, as I said my mind is in a flippin' whirl at the moment
I thought I was doing the right thing uncommenting the last 3 lines rather than having the hot end close to bed, I've had so many crashes in very early days with the Reprap printer parking Z off the bed became a normal thing to do. Still I suppose it doesn't really matter either way as long as the coding takes it into account when the printing starts proper but it is something to be aware of I agree.
Yes, it's the Kickstarter Bigbox from E3D, I was (I think) no.189 in the queue to get mine and you're correct about the Y axis, it moves the whole of the X axis assembly forwards and backwards. The motors are all the spec quoted by E3D. Just checked the manual, there are 3 x 400 step motors and 2 x 200 step (for Z), all , I think, Nema 17 and all supplied by E3D, in fact everything is O.E. if I can say that though going off they're latest company set up you definitely get what they say it is. I recently watched one of Thomas S videos where he was taken around their new complex by Sanjay and it's amazing, they definitely have a good company there! All four of them are very business minded lads amazing for such young lads when they originally set up. I recommend you have a look at the vid on You Tube, it's amazing, about 30 minutes long but Sanjay explains everything from where stock and orders come in to the point where they leave the complex, I was stunned how large they have become in a few short years..
Anyway, I digress, the motors are all full spec. The figures in the config file I'm afraid are what is in there as default, again this is my own fault for not fully understanding what's required, I am learning each time I read a post! Could you possibly give me some indication as to what figures I need there.The probe, yes, it works, it was one of the first things I checked. The LED lights when something comes close to the sensors, say my finger. The probe is the one designed by David and E3D picked it up to include in the Bigbox design. Given these facts is a photo still needed? I can post one if required.
Could you give me a little more info on the motor specs and data I should enter in those relevant areas for the config.g file. I remember when creating the similar file from Repetier for my old printer that I have to create steps per mm by a small calculation, that worked for X and Y and there was a different calculation for Z. To be honest I don't remember what the calculation was now, it was a good few years ago. Do I need to do a similar thing for the dubious data which I'm using default for now.
I understand why you mentioned the use of ; for commenting, of course you are unaware of how much knowledge I have on the topic so it's better to be safe and I thank you.
So, for now I'll check out the settings for X and Y steppers, they can handle 1.2A per coil so I could go a little higher and see if that helps.
Thanks for all the help
Keith
-
Just a point I forgot to mention. In the many attempts to 'homeall' there were 3 or four times, consecutively, that a dialogue popped up. After homing X and Y a dialogue came up asking asking to adjust Z using the various measurements shown, Z+25, Z+10, Z+1, Z+01 etc and the same in negative figures, it said once the hot end was touching the bed (with a piece of paper I assume) click ok and Z would be homed. It worked four or five times on the trot then it hasn't shown since even though every setting was the same, strange stuff.
I've also looked at the motors, Z motors are 0.9 degs 1.7A and all the others are 1.8 degs and same current per coil.
Keith
-
Looks like you've made some progress on the config.
Were you able to update the firmware to 2.05.1 yet as described earlier? If not, now would be a good time.
800ma current for those motors should be alright to move at the very least. The usual recommendation is to set the current between 60% and 85% of the rated current. Setting them to 1200 might be a good balance.
@Kayjay said in Unable to home z axis:
After homing X and Y a dialogue came up asking asking to adjust Z using the various measurements shown, Z+25, Z+10, Z+1, Z+01 etc
That describes manual probing, which is set by M558 P0. Your new config is using M558 P1, which is correct for the IR probe which you described. So that should be correct.
To test your motors we need to check if they are moving at all first, and then moving the right direction and amount.
This commissioning guide may prove helpful in testing the basics.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+3:+Commissioning/39#s145
Let me know how you get on with updating the firmware and testing the motors.
-
@Kayjay According to this https://wiki.e3d-online.com/images/5/53/Y-AXIS_MOTOR.jpg motors are "42BYGHM809", eg https://www.aliexpress.com/item/562360153.html so they are 1.7A motors. We recommend running stepper motors at 50-85% of rated current, so set M906 to 1400mA maximum. Running them at 800mA is probably the problem with the Y axis not moving correctly.
For the steps per mm, I followed a link in the Kickstarter updates to the official-looking github repository. This part of the Marlin config has those settings, and motor settings. https://github.com/joshuarowley42/BigBox-Pro-Marlin/blob/master/Marlin/Configuration.h#L598
Note that Marlin uses mm/second, while RepRapFirmware uses mm/minute for everything except acceleration (M201, in mm/s^2). Let me know if you need help converting the numbers. For the steps per mm, I assume you haven't changed any of the hardware supplied with the kit, eg belts, pulleys or leadscrews. For the leadscrews, it looks like they supplied an 8mm-pitch leadscrew, so 400 may be correct for Z, rather than 1600. Without seeing your machine it's hard to know. But if asking the printer to move 10mm in Z results in 10mm of movement, it's probably right!Tuning the speeds and accelerations is, unfortunately, very dependent on your machine. I think you're starting with conservative values that should work, so it's really up to you to test if it can stand running faster.
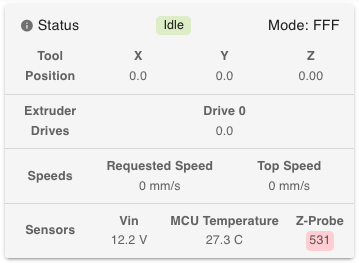
For the probe, if the light comes on with your finger under it, that's good. But what does the probe report in DWC? Is it 0 when something is not under it, and something like 530 when there is something, and the LED is lit? This is what mine looks like (I use a DC42 IR probe, too) when the probe is close to the bed and LED is lit, Z Probe readout bottom right:
Again, I urge you to look at the link I posted earlier for setting up your probe: https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe@Phaedrux has answered your other queries.
Ian
-
This is amazing, thank you both so much! Some of it is bringing back memories, the leadscrew setting for one, yes, they are 8mm pitch but as you say it's easy to see what distance it's travelling ( once I get it all going!) and the motor numbers are as you quoted.
The probe does report 0 when not activated, I remember seeing that earlier (I'm not with the printer right now) I'll check the readout when activated tomorrow too.
I have looked at the probe calibrating page but haven't been able to actually use it successfully because of the issues, hopefully making the changes tomorrow will hopefully sort all that.
Thanks again, I'll report back tomorrow with my results.
Keith
-
@Phaedrux
Thank you for the help, regarding the motor current you suggested 1200mA and Ian suggested 1400mA so I thought 1300mA would be a happy medium.Going to the motor commissioning, I've done this, X and Y behave correctly and Z moves correctly whilst doing the small moves in the homing routines, beyond this is the wall I've hit where Z doesn't home but hopefully this may be overcome a little later today by entering the correct data in to Motors section of the config tool.
Not sure how I got M558 set with P0 but because of subsequent file creation in the config tool I have got the correct P setting but it was interesting to find out what was happening. I am definitely learning a LOT from these discussions.
@droftarts
I remember reading somewhere in the guides that Reprap firmware handles floating point maths so I divided the appropriate figures by 60 to convert from mm per sec to mm per min. Assuming that is correct I just now need to determine what data in Josh's Github data goes where in the config tool as there appears to be more data than spaces in the tool (I'm clearly missing something). You wouldn't believe I got an A level in maths back in 1968, I was all set for uni and my dad died aged 47 and I was 17, I was devastated, totally and my education fell away to zero, nothing mattered and that went on for years. Sorry, I'm digressing again, I'm posting the figures I calculated, could you cast an eye over them and if I'm right could you guide me as to where I should enter them in the tool.#define DEFAULT_AXIS_STEPS_PER_UNIT {2.66,3,26.66,5.06} // default steps per unit for BigBox #define DEFAULT_MAX_FEEDRATE {2.5, 2.5, 0.1, 0.42} // (mm/sec) #define DEFAULT_MAX_ACCELERATION {12.5,12.5,1.66,83.33} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. *#define DEFAULT_ACCELERATION 750 // X, Y, Z and E acceleration in mm/s^2 for printing moves *#define DEFAULT_RETRACT_ACCELERATION 5000 // E acceleration in mm/s^2 for retracts *#define DEFAULT_TRAVEL_ACCELERATION 750 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves // The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously) #define DEFAULT_XYJERK 0.13 // (mm/sec) #define DEFAULT_ZJERK 0.066 // (mm/sec) #define DEFAULT_EJERK 0.083 // (mm/sec)I've not altered the comments just the data.
Also the probe data shown in DWC, I get the correct readings, 0 when not activated and 537 when I put something under the probe.
Once again I have to thank you for your help, you've both been a great help.
Keith