Another Predator
-
Hi Ian,
I’ll make that change and recalibrate 1st thing
That makes sense.Appreciate the help.
Cheers
-
Did I read somewhere that you switched to Hyaden Mag arms? (Which are great, by the way). What was printed on the stickers that came on the arms?
Delta / Kossel printer fanatic
-
@Carlo said in Another Predator:
; homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Mar 15 2020 19:14:10 GMT+0000 (Greenwich Mean Time)
G91 ; relative positioning
;*** Slow homing has been configured. Change F180 to F1800 below when your configuration is working
G1 H1 X450 Y450 Z450 F1800 ; move all towers to the high end stopping at the endstops (first pass)
;G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm
;*** Slow homing has been configured. Change F180 to F360 below when your configuration is working
;G1 H1 X10 Y10 Z10 F180 ; move all towers up once more (second pass)
;G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
G90 ; absolute positioning
;G1 X0 Y0 F6000 ; move X+Y to the centreI see one problem immediately. A bunch of commands in homedelta.g have been commented out. There are two problems with that:
First, the "second pass" slow home is commented out. This means that tower height, and therefore indirectly bed height, is dependent only one a single bang into the upper switches that occurs at F1800. This is not very repeatable or accurate.
Second, after that single bang, there is not a slight downward move (it is commented out). This means the carriages and effector are "trapped" up against all three switches and cannot adjust for tower offsets or angles. This will produce all kinds of bizarre behaviors. The macro just ends with the carriage sitting there up against the stops. Depending on what the next move is, various weird things are going to happen.
Your homedelta.g should be:
; homedelta.g ; called to home all towers on a delta printer ; ; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Mar 15 2020 19:14:10 GMT+0000 (Greenwich Mean Time) G91 ; relative positioning ;*** Slow homing has been configured. Change F180 to F1800 below when your configuration is working G1 H1 X450 Y450 Z450 F1800 ; move all towers to the high end stopping at the endstops (first pass) G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm ;*** Slow homing has been configured. Change F180 to F360 below when your configuration is working G1 H1 X10 Y10 Z10 F180 ; move all towers up once more (second pass) G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred G90 ; absolute positioning G1 X0 Y0 F6000 ; move X+Y to the centreOr very similar...
I will keep looking.
Delta / Kossel printer fanatic
-
I notice there is an "m501" near the end of config.g. This loads /sys/config_override.g. Please either post that file, and/or consider taking the M501 out until we get this all straight.
Delta / Kossel printer fanatic
-
@Carlo said in Another Predator:
M665 L440.470:440.470:440.470 R232.245 H422.803 B185.0 X-0.054 Y-0.244 Z0.000
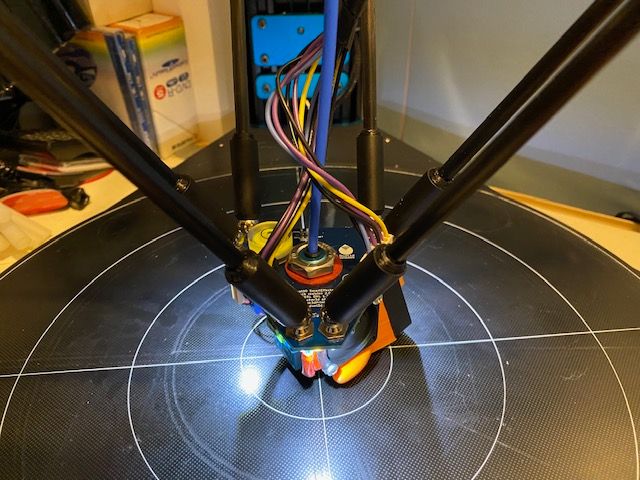
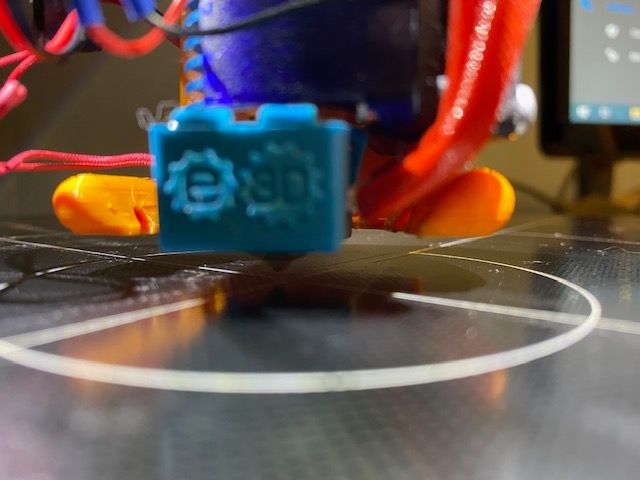
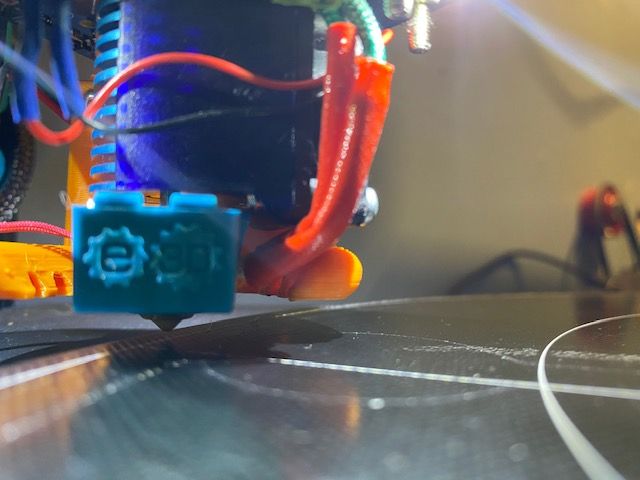
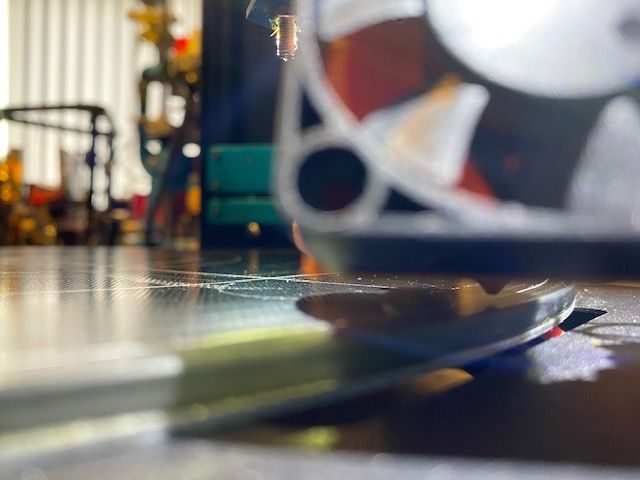
That looks really odd to me. Can you post a couple of pictures of the printer? Preferably with the effector as close to X0Y0Z1 as you can get without damaging anything, and then one or two different photo angles at X0Y185Z1.
Thanks!
Delta / Kossel printer fanatic
-
-
Hi Danal,
These are commented out in the home file for Delta Calibration as per the documentation they are not always commented just at the point of posting.
Thanks
-
@Danal said in Another Predator:
X0Y0Z1
Hi Danal,
Pictures as requested,
X0Y0Z1

X0Y185Z1

  5mm below the endstop switches, correct?
-
Hi Danal,
That's what it's supposed to do but I cant confirm as it homes to the below error so it doesn't bounce.
It used to do as intended but I rolled the firmware back redid the configs via the online tool since these errors.
Note* the height Z-50 is myself trying to move the effector after homing.
Not sure this helps.
Thanks I know its a lot to scan through it is appreciated.
-
@Carlo said in Another Predator:
Thanks I know its a lot to scan through it is appreciated.
We will get it going. I appreciate your patience in re-posting stuff for the "new guy" looking into this.
-
@Carlo Your active high endstops are incorrect, should be M574 X2 Y2 Z2 S1 ; Set active high endstops.
It also looks like you have both RR3 and RR2 configs in your config.g ? file -
@boldnuts said in Another Predator:
@Carlo Your active high endstops are incorrect, should be M574 X2 Y2 Z2 S1 ; Set active high endstops.
It also looks like you have both RR3 and RR2 configs in your config.g ? fileGood catch! Though you mean 'high end' endstops, as in their position on the printer; the S parameter is for active high/low (describes how the microswitch works).
Ian
Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : TronXY X5S with Duet 3 MB6HC and Roto toolboard
-
yes correct, which version of the firmware is being used? as it's confusing
-
@droftarts said in Another Predator:
M574 X2 Y2 Z2 S1
Great stuff homing now works and endstops offsets now look... correct also
Quick calibrate returns:
M665
Diagonals 440.470:440.470:440.470, delta radius 221.612, homed height 414.196, bed radius 185.0, X 0.073°, Y 0.055°, Z 0.000°
M666
Endstop adjustments X-0.03 Y-0.29 Z0.32, tilt X0.00% Y0.00%Thank you!
-
Hi Ian,
M115
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 2.05 ELECTRONICS: Duet Ethernet 1.02 or later FIRMWARE_DATE: 2019-12-13b1If that still needed.
Thanks
-
@Carlo can we see your start gcode from your slicer?, you using G32 (calibrate) before printing?, maybe G29 S1 to load the bed mesh?
-
@boldnuts
I have no start code yet having failed to get a layer down yet didn't want to add any complications,
However I have been doing G92 Z0 with paper G32 before attempting aprint ..I never home after probe and always with heated bed and nozzle, bed @ 70c nozzle @ 220c.
I have done the mesh but don't use it .. more to know it's flat..ish I think?? height maps are above in previous post.If that help ?
Thanks