Another Predator
-
I'm inclined to think it's mechanical or a configuration error. It almost always ends up being mechanical in some way. Something loose, cracked, stripped, shifted, binding, skipping, etc. And when it's not, it's a config error of some kind.
The G1/G0 error you're getting reminds me of a recent thread. See here: https://forum.duet3d.com/topic/14821/error-g0-g1?_=1584397103870
I think that may be your solution to that issue.
-
I’m not running slicer software this is homing when switching machine on or after trying to print with no start commands in slicer Or if I try to calibrate,
I’ll try G28 in my home file ?
Rather than G1 commands
I do get a G1 error when trying to move -Z from home when the home height is wrong and have to reset to obtain the correct ish height but I can’t calibrate when the height is wrong also the endstops show as 10mm ish + or - when height is wrongCheers
-
Any delta gurus wanna take another crack at this one? @Danal @jay_s_uk @droftarts
-
Sure, let me read the thread a little. And take a look at this suddenly popular printer.
Meanwhile, @Carlo, I know you've posted a lot of stuff... but would you mind posting your current config.g and homedelta.g, one more time? And I see you've been on V3 and V2 of the software, which is loaded at this moment? (M122 will tell you).
-
@Danal
Thanks PhaedruxHi Danal,
Appreciate you having a look,FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 2.05 ELECTRONICS: Duet Ethernet 1.02 or later FIRMWARE_DATE: 2019-12-13b1
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Mar 15 2020 19:14:10 GMT+0000 (Greenwich Mean Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Street Predator" ; set printer name
M665 L440.470:440.470:440.470 R232.245 H422.803 B185.0 X-0.054 Y-0.244 Z0.000
M666 X-0.263 Y0.223 Z0.040 A0.00 B0.00; Network
M551 P"" ; set password
M552 P192.168.0.25 S1 ; Enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S0 ; physical drive 3 goes backwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z80.00 E867.00 ; set steps per mm
M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 Z0 S1 ; set minimum Z; Endstops
M574 X1 Y1 Z1 S1 ; set active high endstops; Z-Probe
M558 P5 R0.4 H5 F1200 T6000 ; set Z probe type to effector and the dive height + speeds
M558 H30 ;*** Remove this line after delta calibration has been done and new delta parameters have been saved
G31 P100 X0 Y0 Z-0.08 ; set Z probe trigger value, offset and trigger height
M557 R175 S20 ; define mesh grid; Heaters
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M305 P0 T100000 B3950 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M305 P1 X200 ; configure PT100 for heater 1
M143 H1 S400 ; set temperature limit for heater 1 to 400C; Fans
M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M501 ; load saved parameters from non-volatile memory
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss; homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Mar 15 2020 19:14:10 GMT+0000 (Greenwich Mean Time)
G91 ; relative positioning
;*** Slow homing has been configured. Change F180 to F1800 below when your configuration is working
G1 H1 X450 Y450 Z450 F1800 ; move all towers to the high end stopping at the endstops (first pass)
;G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm
;*** Slow homing has been configured. Change F180 to F360 below when your configuration is working
;G1 H1 X10 Y10 Z10 F180 ; move all towers up once more (second pass)
;G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
G90 ; absolute positioning
;G1 X0 Y0 F6000 ; move X+Y to the centre3/16/2020, 11:42:51 PM M122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 2.05 running on Duet Ethernet 1.02 or later
Board ID: 08DGM-917DA-G4MSJ-6J1FJ-3S86N-TBN3A
Used output buffers: 3 of 24 (8 max)
=== RTOS ===
Static ram: 25712
Dynamic ram: 92244 of which 380 recycled
Exception stack ram used: 272
Never used ram: 12464
Tasks: NETWORK(ready,628) HEAT(blocked,1176) MAIN(running,3728) IDLE(ready,160)
Owned mutexes:
=== Platform ===
Last reset 00:06:01 ago, cause: power up
Last software reset at 2020-03-16 19:20, reason: User, spinning module GCodes, available RAM 12304 bytes (slot 0)
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0441f000 BFAR 0xe000ed38 SP 0xffffffff Task 0x4e49414d
Error status: 0
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest block write time: 0.0ms, max retries 0
MCU temperature: min 32.5, current 38.0, max 38.2
Supply voltage: min 24.1, current 24.1, max 24.2, under voltage events: 0, over voltage events: 0, power good: yes
Driver 0: standstill, SG min/max not available
Driver 1: standstill, SG min/max not available
Driver 2: standstill, SG min/max not available
Driver 3: standstill, SG min/max not available
Driver 4: standstill, SG min/max not available
Date/time: 2020-03-16 23:42:50
Cache data hit count 703568711
Slowest loop: 10.47ms; fastest: 0.07ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Move ===
Hiccups: 0, FreeDm: 160, MinFreeDm: 160, MaxWait: 0ms
Bed compensation in use: none, comp offset 0.000
=== DDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0
=== Heat ===
Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1
=== GCodes ===
Segments left: 0
Stack records: 1 allocated, 0 in use
Movement lock held by null
http is idle in state(s) 0
telnet is idle in state(s) 0
file is idle in state(s) 0
serial is idle in state(s) 0
aux is idle in state(s) 0
daemon is idle in state(s) 0
queue is idle in state(s) 0
autopause is idle in state(s) 0
Code queue is empty.
=== Network ===
Slowest loop: 30.44ms; fastest: 0.02ms
Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0) Telnet(0)
HTTP sessions: 1 of 8
Interface state 5, link 100Mbps full duplex
3/16/2020, 11:41:17 PM M115
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 2.05 ELECTRONICS: Duet Ethernet 1.02 or later FIRMWARE_DATE: 2019-12-13b1Thanks
-
@Carlo said in Another Predator:
; Axis Limits
M208 Z0 S1 ; set minimum ZJust a thought... If you're setting the axis limit with M208 to Z0, you can't go further down with babystepping. I have my M208 to
M208 Z-0.2 S1, which allows for quite a lot of adjustment of the first layer with babystepping. As you're having particular problems with getting the first layer low enough, I wonder if this settings also impacts setting the Z datum.Ian
-
Hi Ian,
I’ll make that change and recalibrate 1st thing
That makes sense.Appreciate the help.
Cheers
-
Did I read somewhere that you switched to Hyaden Mag arms? (Which are great, by the way). What was printed on the stickers that came on the arms?
Delta / Kossel printer fanatic
-
@Carlo said in Another Predator:
; homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Mar 15 2020 19:14:10 GMT+0000 (Greenwich Mean Time)
G91 ; relative positioning
;*** Slow homing has been configured. Change F180 to F1800 below when your configuration is working
G1 H1 X450 Y450 Z450 F1800 ; move all towers to the high end stopping at the endstops (first pass)
;G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm
;*** Slow homing has been configured. Change F180 to F360 below when your configuration is working
;G1 H1 X10 Y10 Z10 F180 ; move all towers up once more (second pass)
;G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
G90 ; absolute positioning
;G1 X0 Y0 F6000 ; move X+Y to the centreI see one problem immediately. A bunch of commands in homedelta.g have been commented out. There are two problems with that:
First, the "second pass" slow home is commented out. This means that tower height, and therefore indirectly bed height, is dependent only one a single bang into the upper switches that occurs at F1800. This is not very repeatable or accurate.
Second, after that single bang, there is not a slight downward move (it is commented out). This means the carriages and effector are "trapped" up against all three switches and cannot adjust for tower offsets or angles. This will produce all kinds of bizarre behaviors. The macro just ends with the carriage sitting there up against the stops. Depending on what the next move is, various weird things are going to happen.
Your homedelta.g should be:
; homedelta.g ; called to home all towers on a delta printer ; ; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Mar 15 2020 19:14:10 GMT+0000 (Greenwich Mean Time) G91 ; relative positioning ;*** Slow homing has been configured. Change F180 to F1800 below when your configuration is working G1 H1 X450 Y450 Z450 F1800 ; move all towers to the high end stopping at the endstops (first pass) G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm ;*** Slow homing has been configured. Change F180 to F360 below when your configuration is working G1 H1 X10 Y10 Z10 F180 ; move all towers up once more (second pass) G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred G90 ; absolute positioning G1 X0 Y0 F6000 ; move X+Y to the centreOr very similar...
I will keep looking.
Delta / Kossel printer fanatic
-
I notice there is an "m501" near the end of config.g. This loads /sys/config_override.g. Please either post that file, and/or consider taking the M501 out until we get this all straight.
Delta / Kossel printer fanatic
-
@Carlo said in Another Predator:
M665 L440.470:440.470:440.470 R232.245 H422.803 B185.0 X-0.054 Y-0.244 Z0.000
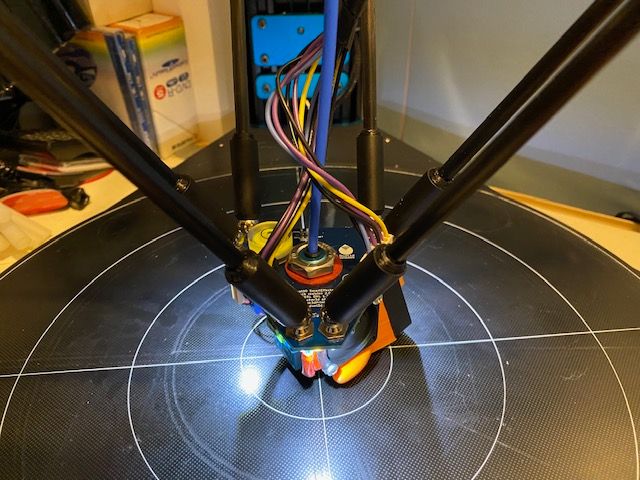
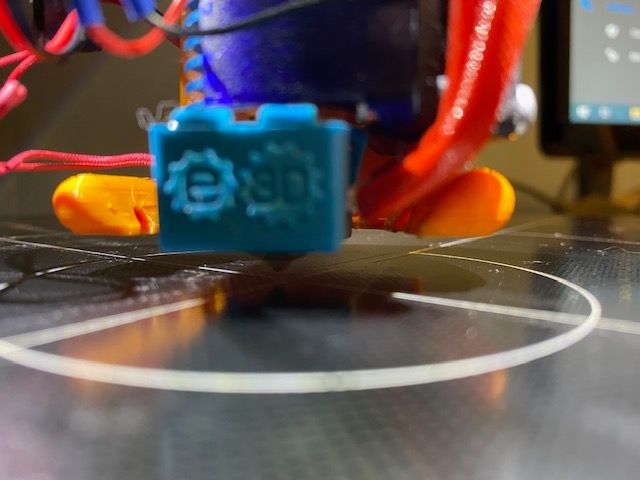
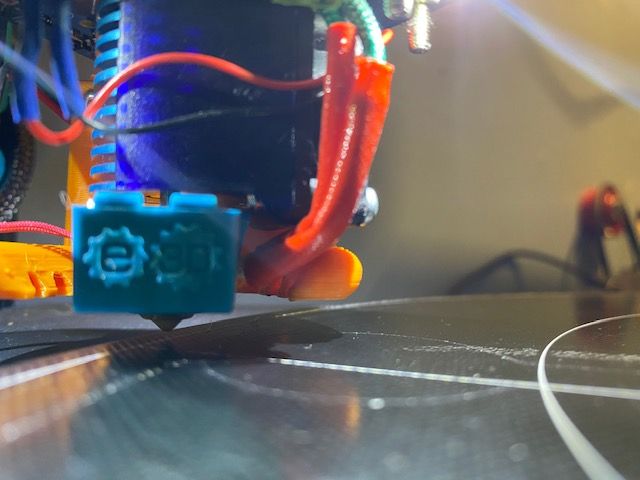
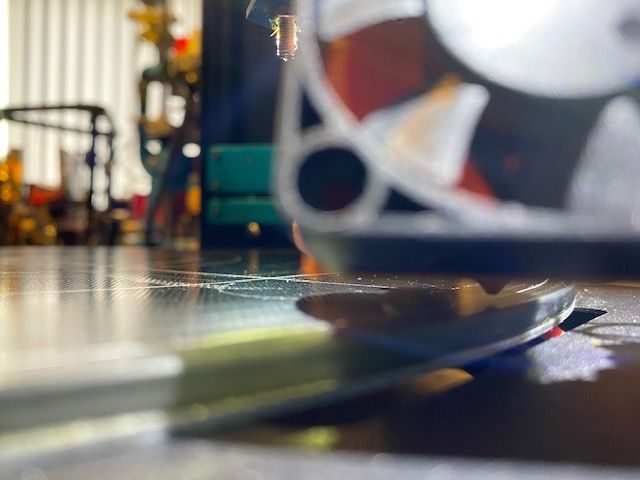
That looks really odd to me. Can you post a couple of pictures of the printer? Preferably with the effector as close to X0Y0Z1 as you can get without damaging anything, and then one or two different photo angles at X0Y185Z1.
Thanks!
Delta / Kossel printer fanatic
-
-
Hi Danal,
These are commented out in the home file for Delta Calibration as per the documentation they are not always commented just at the point of posting.
Thanks
-
@Danal said in Another Predator:
X0Y0Z1
Hi Danal,
Pictures as requested,
X0Y0Z1

X0Y185Z1

  5mm below the endstop switches, correct?
-
Hi Danal,
That's what it's supposed to do but I cant confirm as it homes to the below error so it doesn't bounce.
It used to do as intended but I rolled the firmware back redid the configs via the online tool since these errors.
Note* the height Z-50 is myself trying to move the effector after homing.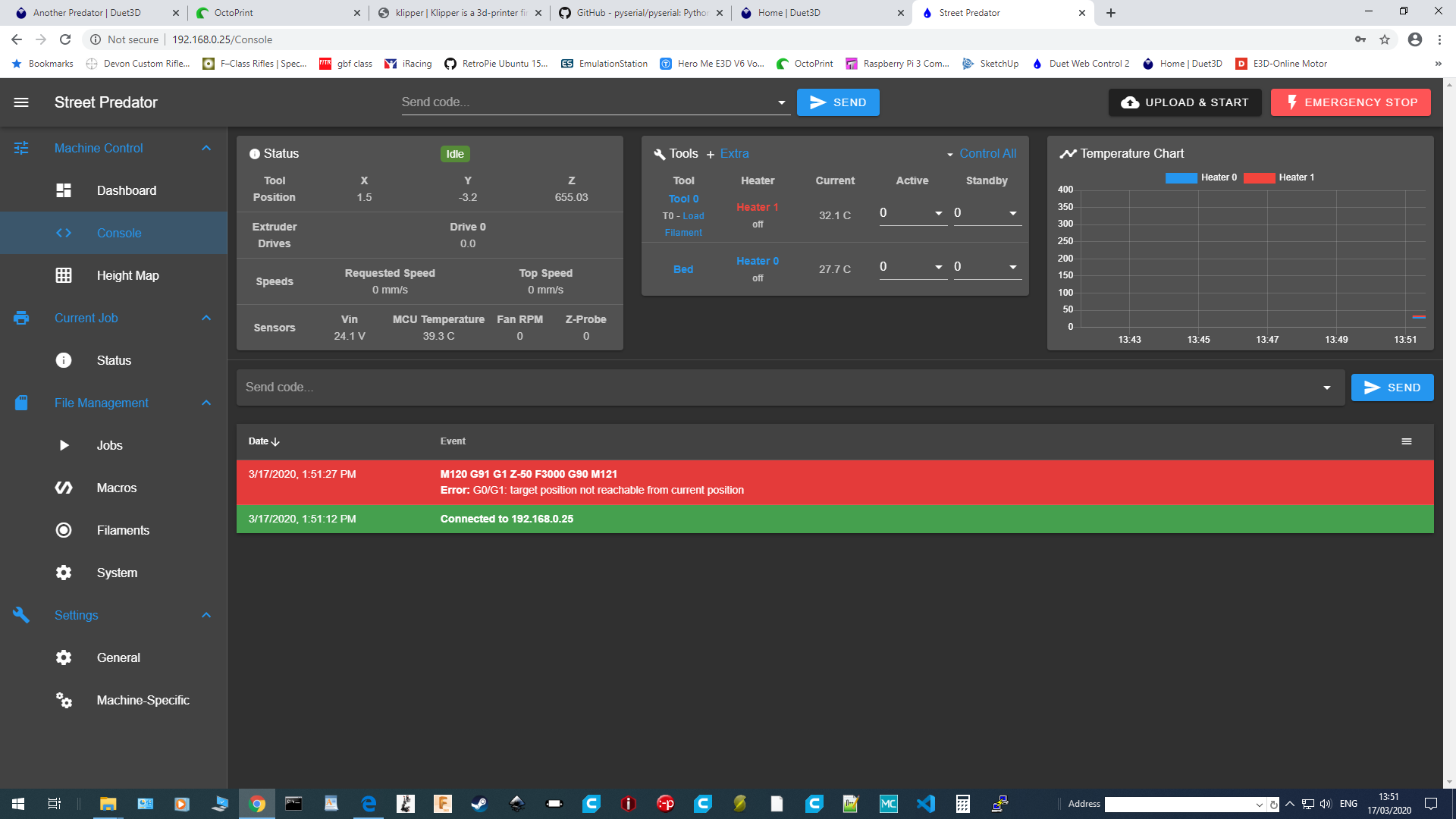
Not sure this helps.
Thanks I know its a lot to scan through it is appreciated.
-
@Carlo said in Another Predator:
Thanks I know its a lot to scan through it is appreciated.
We will get it going. I appreciate your patience in re-posting stuff for the "new guy" looking into this.
-
@Carlo Your active high endstops are incorrect, should be M574 X2 Y2 Z2 S1 ; Set active high endstops.
It also looks like you have both RR3 and RR2 configs in your config.g ? file