Some infill not reaching walls ?
-
Doing some more digging I found this little tidbit on https://duet3d.dozuki.com/Wiki/Pressure_advance:
"You may notice that when using pressure advance there may be a gap between the perimeters and the solid infill lines. To combat this you may need to adjust the infill overlap value in the slicer."
I think I will need to revise my understanding of pressure advance because of this tidbit from the same page:
"actual_extrusion_speed = requested_extrusion_speed + (K * current_extruder_acceleration)"
where K is the pressure advance setting.I suspect that you are correct and there is nothing in PA that would compensate for sliding bowden tube fittings.
-
@jens55 For info, I had the same thing with Capricorn tubing. When I measured it, the OD was slightly smaller than cheap no name PTFE tubing. I printed some thicker clips which helped a bit but in the end, my solution was to ditch the Capricorn and revert back to the cheap no name tubing. No more slippage.
-
Forgive me if I'm already repeating stuff that has already been covered but pressure advance is second to last, only to retract in the tuning sequence for me.
I've had this issue before. It appears as the bead not quite coming out in large enough quantities and there being tension in the bead as there is strength in the melt, it's not water like. You can reduce melt strength by getting the melt hotter, push out more material so that the tension isn't there, or go slower. The right answer is difficult to judge.
So my questions are:
- Have you calibrated e-steps with no loading on the extruder drive? Ie just drive filament through the extruder drive but not into a hotend.
- Have you picked a favorite temperature?
- Have you tested/checked for any need for linear or non linear extrusion correction? This needs to checked over the whole print speed range and done as accurately as possible. With a rule you are really looking at +/-0.5mm over 100mm at best.
- Have you done a square vase print to check wall thickness? Adjust filament diameter to get that correct. (I use firmware retract, so filamemt diameter is in the gcode)
- Now I look at pressure advance.
- finally check for retract and shoot for a value with a bit of comfort margin before stringing etc.
Then I play around a bit and discover my temps are too high or low and have to restart! The need for the linear and non linear extrusion correction are more complex with increasing bowden tubes and the closer you get to the throughput limits of the hotends. Likewise pressure advance for my E3D v6 with direct extruder is around 0.04 where as it was much larger with bowden. Around the 0.4 mark.
Running 3 P3Steel with Duet 2. Duet 3 on the shelf looking for a suitable machine. One first generation Duet in a Logo/Turtle style robot!
-
Isn't that funny .... pay a premium premium price for the finest and then decide to go back to the cheap stuff.
Thank you for mentioning that ! -
@DocTrucker said in Some infill not reaching walls ?:
- Have you calibrated e-steps with no loading on the extruder drive? Ie just drive filament through the extruder drive but not into a hotend.
yes
- Have you picked a favorite temperature?
210
- Have you tested/checked for any need for linear or non linear extrusion correction? This needs to checked over the whole print speed range and done as accurately as possible. With a rule you are really looking at +/-0.5mm over 100mm at best.
No, I have not read anything about that. Will do some digging tomorrow.
- Have you done a square vase print to check wall thickness? Adjust filament diameter to get that correct. (I use firmware retract, so filamemt diameter is in the gcode)
no
- Now I look at pressure advance.
- finally check for retract and shoot for a value with a bit of comfort margin before stringing etc.
Then I play around a bit and discover my temps are too high or low and have to restart! The need for the linear and non linear extrusion correction are more complex with increasing bowden tubes and the closer you get to the throughput limits of the hotends. Likewise pressure advance for my E3D v6 with direct extruder is around 0.04 where as it was much larger with bowden. Around the 0.4 mark.
It is between 0.4 and 0.5 for me but I will recalibrate in the morning to get that right.
Thanks!
-
I think the linear/non linear extrusion correction will help, or at least enlighten. As the extrusion rate goes up the actual quantity of extruded material can drop.
You need to look at your slicer settings and convert then from speeds/layer thickness/track width to volumetric throughput, and finally to filament speed. My tests for the E3D v6 tend to too out around 5mm/sec filament speed, but you are likely to be higher. Pick 5 or six filament speeds covering from the lowest to slightly bove the highest as your test points.
My process is now starting with for example:
G1 E100 F120
...measuring the amount of filament taken in and then repeating the test with both the speed and filament distance increased by a suitable fraction to try and account for any short fall. Repeat this until I have it close to 100mm filament used and then go to the next test point. The final correction fraction used is the value you are interested in.This process does take some time.
After all this is done you should see than solid infill is fairly consistant for short or long infil lines. You may find you need to wind back the extrusion multiplier a bit to prevent over extrusion. 100% dense leaves no room for error!
-
Bowden tube has been replaced and excess couplers removed, better couplers have been installed, pa has been re-calibrated and retract has been reduced to compensate for a much higher pa value.
Speeds have been reduced to avoid the possibility of problems arising from exceeding volumetric capacity of the Volcano hot end.
While things are improving with every step, there is still a significant lag (but less than before) between wall and infill in some portions on the infill. At the same time, I can see extrusion start at the instance of head movement beginning on things like the outer walls so I know that the printer is capable to squirt out material the instant the nozzle moves.
Update:
Out of desperation I have gone to an overlap of 100% and added a 1 mm3 of extra prime amount after retraction. All but one wall to infill joint is complete but the one eludes me. You can see the extra prime amount at the beginning of the extrusion but it is a good mm away from the wall.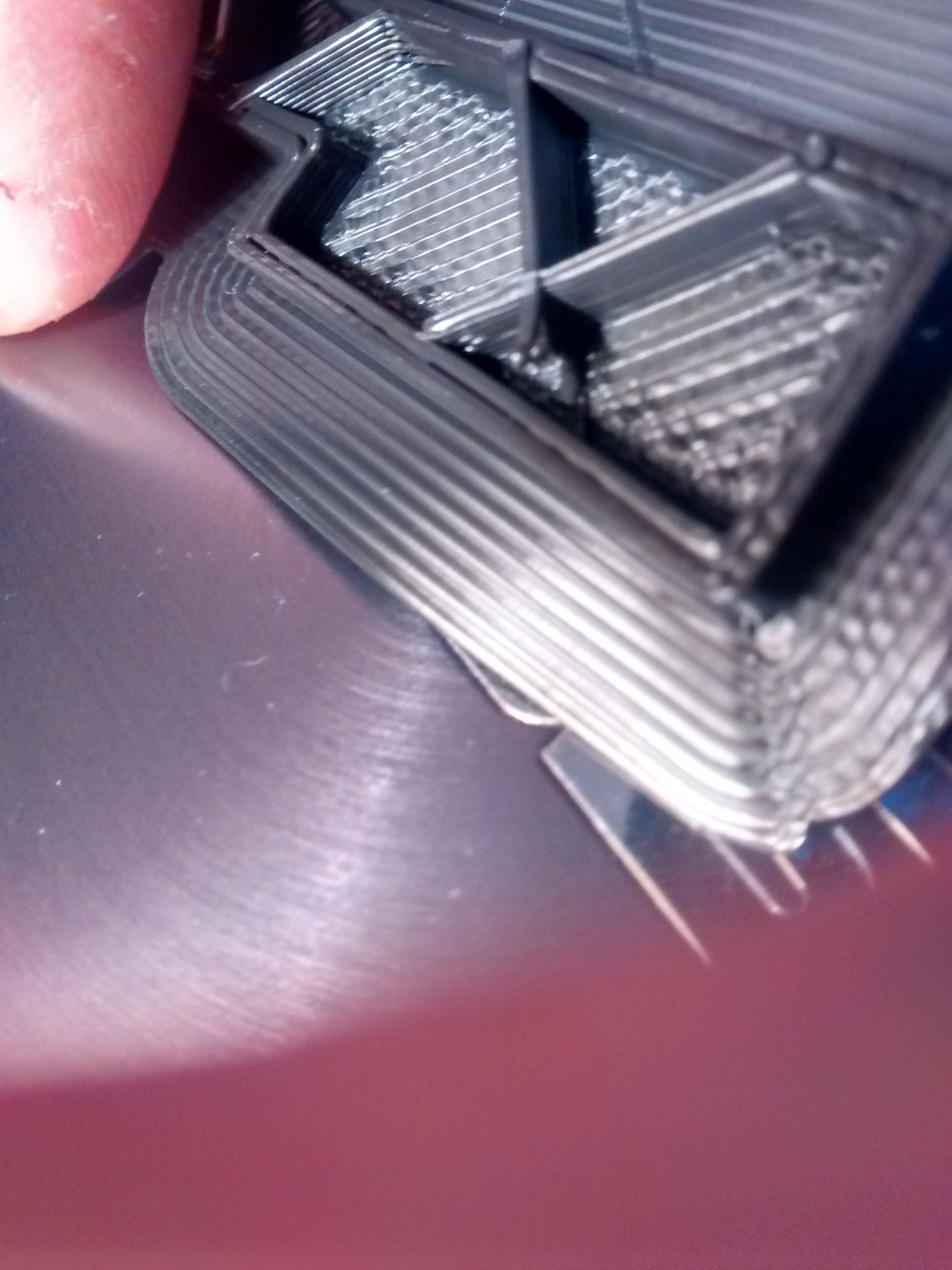
-
You can see that the other 'arm' next to the failed arm just barely reaches the wall despite the 100% overlap.
-
Here is the gcode for layer 4 and 5 as well as the .3mf filelayer4and5.gcode [0_1577049965879_CFFFP_duet roof molding sample.3mf](Uploading 100%) [0_1577049998995_CFFFP_duet roof molding sample.3mf](Uploading 100%) CFFFP_duet roof molding sample.txt
Note tha the .3mf file was renamed to .txt to allow upload
-
Let me approach this from a different angle:
The current print sequence is:
print inner wall
increase Z one layer
print first line of infill .... this is the line that has a delay in feeding filament
print rest of infill lines
print outer wall (I see a gap in starting with this on occasion)
print inner wall
repeat
The issue, a gap in extruded filament, presents itself primarily at the beginning of the first infill line on the new layer level but it can also show up at the very beginning of the wall (mostly outer).
Is there any setting that can delay printing or remove printing somehow ?
I notice there are some settings in the slicer to remove certain segments if they are too small or what-not. Is it possible that I have somehow screwed up one of those (one in several hundred) settings ?
Having said that, the infill line that is missing the beginning maybe 2 mm is maybe 20 mm long so not something that I would consider 'small' -
Unless somebody has a brilliant thought, I am giving up on this issue

I can mitigate things by choosing different infill patterns, modifying the patterns (doubling up lines) and more. The most promising modification is to randomize infill start which guarantees (more or less) that infill lines will connect to the wall at least 50% of the time.I looked at the specific g codes that are involved and I can't see anything wrong with the code. I suspect hardware but I think I have replaced everything that is involved so I am fresh out of ideas.
I have reduced my print speeds a bit as I think I hit volumetric limits with my high (0.8) pa settings. This small change will help me in the long run so my time digging for an answer wasn't for nothing.
Thanks for the help !
-
@jens55 said in Some infill not reaching walls ?:
increase Z one layer
print first line of infill .... this is the line that has a delay in feeding filament
print rest of infill lines
print outer wall (I see a gap in starting with this on occasion)
print inner wallThis seems like an odd print order to me. I prefer inner wall, outer wall, then infill.
I tried to open the .3mf file but I'm on Cura 4.4 and it crashes as soon as i try. Not sure if it's just because of the version mismatch or what.
Maybe upgrade cura?
Alternatively, try this custom branch of Cura that has a lot of fixes and features that never seem to make it into the main version. I prefer it.
https://www.dropbox.com/sh/s43vqzmi4d2bqe2/AAADdYdSu9iwcKa0Knqgurm4a?dl=0&lst=&preview=README.md
-
@Phaedrux, I changed the order to better watch what is happening on the infill lines.
I can't run 4.4 ... it worked only until the first time I tried to change printers (I have 2 configured printers) and now it crashes as soon as it starts up, possibly because it starts up on the second printer that I tried to switch to when the whole thing came crashing down.
I flip back and forth and it doesn't do me any good if one configuration crashes things so I decided to stick with 4.3 until 4.4.1 comes out and I can try again.
I will most certainly look at the branch that you linked ! Thanks !I didn't think there was anything worthwhile in 4.4 over 4.3 so it wasn't a priority for me.
-
In that case, definitely try that linked build. It installs separately to the main cura install with a fresh configuration.
Your crashing is quite likely a corrupted config file. It's happened to me a few times. I've had to torch my complete cura config and start fresh a few times.
-
Ok, for those of us that had too many of the gray cells in the brain die off from old age .... where in the link you posted can I get the Linux appimage they are talking about <feeling very stupid at this moment>
-
Duuuhhh, never mind .... found the teeny tiny back arrow <sigh>
-
Sorry I linked straight to the read me. Oddly though when I open it it goes to the main page with all the download links.
https://www.dropbox.com/sh/s43vqzmi4d2bqe2/AAADdYdSu9iwcKa0Knqgurm4a?dl=0
Try that maybe?
-
 Too many eggnogs?
Too many eggnogs? -
Must be
... Got it downloaded, installed and it started up ok. It even flipped to the second printer without crashing ... wooohoooo
I will try running a print on it tomorrow.
Thanks! -
@jens55 said in Some infill not reaching walls ?:
Must be
... Got it downloaded, installed and it started up ok. It even flipped to the second printer without crashing ... wooohoooo
I will try running a print on it tomorrow.
Thanks!Unfortunately, it does crash when I loaded your .3mf file that you provided on the Cura forum. I have a workaround for that crash so I can make a new build that will load that project OK. I will do that now and put it on Dropbox.