zProbe - drift in small measurements
-
Please try upgrading to the latest 2.04 RC. There were some delta bugs in 2.03.
-
OK, I switched to 2.04 RC and the speed of the axis is good now!
It does not randomly mix slow with quick moves during delta calibration.However, I just homed axis W and it moved axis A into the wrong direction at the same time. So this is not fixed yet.
Due to the probing speed staying the same now, I do not have the issue anymore of strong variations in probing speeds, however I am still losing steps after multiple measurements:
0.022 mm
0.032 mm
0.032 mm
0.032 mm
0.032 mm
0.032 mm
0.032 mm
0.032 mm
0.032 mm
0.032 mm
0.042 mmSo the drift is still there but smaller. This obviously does not hurt with simply z-probing, but seriously screws with mesh bed leveling... any ideas?
First thing I need to straighten up is the belts seem to have some play, leaving slight but still visible valleys in the mesh grid heightmap.
-
@Deltasquare said in zProbe - drift in small measurements:
zo-Precision Endstop works reliably enough to have the mesh bed leveling with more than 130 points without an error.
In preparation to verify the sensor is working reliably I wrote a script for Homing and than moving all the way down, probing, thanhave you try normal endstop and repeat the mesurement
-
So the drift disappears when I increase the drop value to Z25 and the speed to F300.
-
@poohzaza I tried homing up and then measure z0 20 times. I wrote that above for slow and fast approach (towards the bed): "I get a standard deviation of 7 micron and 4 micron and a total range of 20 micron and 10 micron respectively."
So it quite certainly has to do with the z-probe.Its a piezo precision probe setup, so the triggering takes place when the nozzle head actually touches the Heatbed. So I didnt discount the possibility that there ma be steps lost.
However, as far as I understand it, a stepper motor can not loose microsteps, but full steps only. So the steps should stay the roughly the same, maybe jump around a little bit due to late or early zprobe-triggering. So a broader spread of measurements... But should the zprobe measurement gradually decrease? I don't think so. -
Well, now I get the impression it actually loses steps.
It is a contact probe, so the value reported should be negative. However, even though repeated measurements are now within 10micron or so total range, they repeated values start negative, but end up being positive:
G28 Z G1 Z25; Bring effektor in position T0 P0; Select Tool 0 do not run tool change mechanism G30 S-2; probe bed and adjust Endstop M558 P1 I1 R0.8 F300; Adjust probing characteristics: Standard Speed F500 G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mmResults:
-0.138 mm
-0.078 mm
0.012 mm
0.122 mm
0.132 mm
0.122 mm
0.132 mm
0.132 mm
0.122 mm
0.132 mmThe first measurement is perfect, or at least a perfect spot to start. But why is it than creeping to 0.1something. Am I missing something?
-
Its mind numbing...
Even when I follow the guide:
Calibrate Z ProbeI have no contact with the bed at 0.1something, and only slightly grips a piece of paper at 0.02 and properly at 0. So I do not G92 Z0.
I Jog up 25 (because thats the most reliable height)
Than I do G30 S-1. Now I get 0,112. Why is it positive?
-
@Deltasquare said in zProbe - drift in small measurements:
Piezo-Precision Endstop
i think it a sensor crucuit have you try report this to manufacture
have you try probe slowly and delay 1 second
-
@Deltasquare said in zProbe - drift in small measurements:
However, as far as I understand it, a stepper motor can not loose microsteps, but full steps only.
It can only lose multiples of 4 full steps.
-
I thought so, because it wouldn't improve the further up I move (Z5 vs Z25).
Please just help me for a moment there... If I have 200 Steps per revolution and a GT2 with a pitch of 2mm on a 16tooth pulley. So
(2*16)/200
... therefore I have 0,16mm per FullStep and but would lose at least 0,64mm as I would at least lose 4 full steps.
So, if i consider only homing vertically at X0 Y0 I do not have to take into consideration the different kinematic angles up at the top.
So, just that I am certain with my reasoning: If I lose 0,64mm or more it has to do with lost steps in the delta, if it is any less... @dc42 what else could it be?
Is there a error in my reasoning?
Does G30 S-1 even work in this setup?
How do I properly integrate G30 S-3 into my first macro?
-
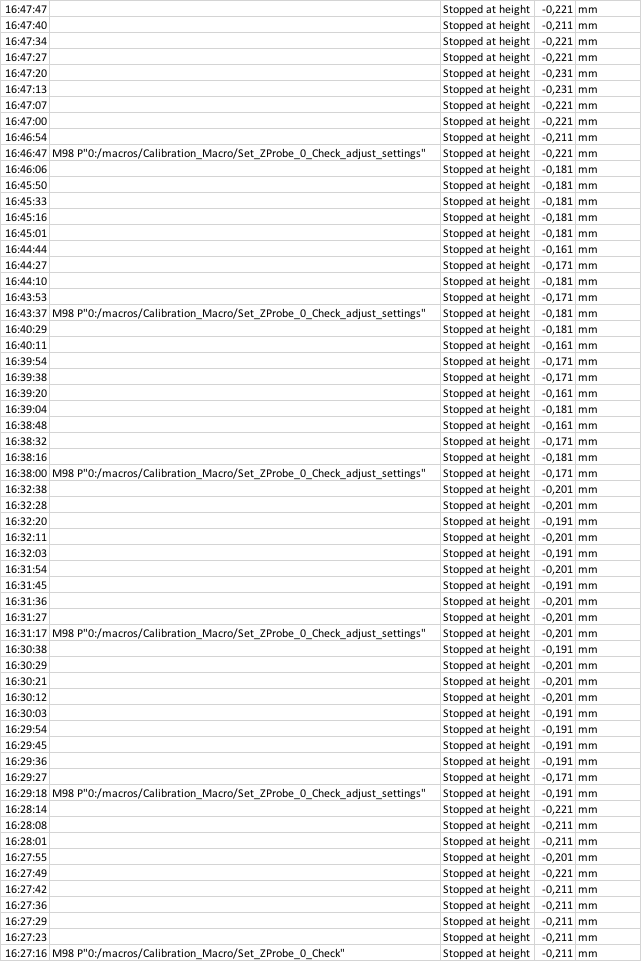
So these were my latest results:
with the following gcode:
;G31 X0 Y0 Z0 P780; Set Z Probe to 0 offset and Sensitivity to 780 G1 Z25; Bring effektor in position T0 P0; Select Tool 0 do not run tool change mechanism G30 S-2; probe bed and adjust Endstop M558 P1 I1 R0.8 F300; Adjust probing characteristics: Standard Speed F500 G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mm G30 S-1; probe the bed without resetting G1 Z25; nozzle up 5mmWhat am I doing wrong? Or is it a hardware thing?
-
@poohzaza Yeah, the M558 Recovery time at 0.8, will try with 1. However that shouldn't make too much of a difference I think. Speed is at F300. Can can still lower it, to see if it makes a difference.
-
Apparently it works now. It kills me not to now why. Is there some sort of gcode that allows for continuing adjustment of the zprobe that I may have had switched on previously? ...
Will now start the printer new and see whether it persists. -
M558
Recovery time at 1 does not change a thing.
Speed at F100 does neither improves nor detriotates measurementsCan anybody help me?