Indirect (bearing) laser filament monitor concept
-
@brunofporto I was considering something like this stuff from Rustoleum
-
Got mine printed and assembled, but I'm getting an extremely large range of values for min & maximum. Does this mean my bearings are slipping?
M591 D0
produces the following:Duet3D laser filament monitor on input 4, disabled, allow 25% to 440%, check every 3.0mm, current pos 5.7, brightness 110, shutter 35, measured min 4% avg 181% max 492% over 994.7mm
-
@steveyyc Unfortunately yes....
The direct bearing seems too slippery for this use.
I'll think about another solution.
-
@brunofporto I've put a ring of electrical shrink-wrap tubing around the upper bearing - it's now dark grey but it's not exhibiting any slipping when I push filament through manually. Will let you know once I do some testing with it how it calibrates.
-
@brunofporto said in Indirect (bearing) laser filament monitor concept:
@steveyyc Unfortunately yes....
The direct bearing seems too slippery for this use.
I'll think about another solution.
The best answer would be a garnet blast or something similar on the external diameter.
-
Update: Shrink-tubing around the bearing worked for a short while, but since the tubing is soft it quickly developed a groove and began to slip again.
Still much better than using the bare shiny metal, but I did wind up getting a negative movement on a section of complex infill. Since negative values for R do not seem to work, even setting minimum to 0 I will still get pausing without actual jams/issues on a job.
Next attempt will be to use salt water and electricity to etch the outer rim of the bearing. I have done this with other SS items and the result is usually an even, "frosted" surface. I don't know if this will be enough "texture" to grab the filament or not.
-
@steveyyc Update: Salt Water Etching didn't touch the stainless so I resorted to an emery board and the garnet abrasive took the shine of the bearing very quickly.
It's definitely going to be hard to get negative values now - the range has shifted to min 555% and max 588%
Provided this result lasts through a few more jobs I think sanding the bearing may be the solution to the slippage.
-
I have some preliminary results on the effect of changing the working distance of the sensor. The sensor Web page suggests 5 - 60mm for glossy surfaces, and 20-40mm for white paper. I printed some spacers to go between the top and middle sections of the indirect sensor, and checked the results after printing about 700mm of filament. I have been using A0, and 5mm measuring interval. With no spacer I got 72%(48), 149%(100), 243%(163) for min, average and maximum, normalised to average =100 in the brackets. With the 10mm spacer, I got 180(49), 370(100), 390(105). With a 15mm spacer, it was 472(97), 487(100), 505(103), and the 25mm spacer 575(81), 708(100), 749(106). I need to do more tests, but it looks like a longer working distance may be better - the 15mm spacer result is quite good. Perhaps this is worth investigating with direct sensing too.
I am still getting the sensor reported as v1 after sending M591 D0 A0, sometimes reverting to v2 after a number of M591 D0 s (it is a v2 sensor) -
@adrian52 said in Indirect (bearing) laser filament monitor concept:
With a 15mm spacer, it was 472(97), 487(100), 505(103)
Yeah, 15 looks really good, unless you actually want a slightly broader range. At least it looks like a sweet spot should be close at hand.
Scratch built CoreXY with Maestro
Heavily modified Ender 3 with Maestro
MPCNC work in progress with Duet WiFi -
I'm having the same problem so I used a file and cut grooves in the bearing then with a black marker I drew thin lines on the bearing to create alternate colors on the surtface.
Now it does not slip but I'm getting to much movement and so it stops the print.Duet3D laser filament monitor v1 on input 3, disabled, allow 40% to 130%, check every 3.0mm, current pos 4.4, brightness 93, shutter 3, measured min 160% avg 185% max 203% over 540.4mm
Duet3D laser filament monitor v1 on input 3, disabled, allow 40% to 130%, check every 3.0mm, current pos -9.7, brightness 70, shutter 11, measured min 156% avg 185% max 199% over 1365.7mmIs there a secure way of knowing which version the sensor is?
-
Has anyone looked at using encoders? I think I have read discussions but I can't recall.
-
@3dmntbighker I printed a 10mm spacer to insert into the remixed design and it's working much more consistently for me as well.
One thing I have noticed is that the design leaks enough light (probably due to all the flat interfacing surfaces) that turning on a lamp to look at the print will change the brightness and shutter values for the monitor, which will change the range values.
Does anyone know if there is a way to lock brightness and shutter values using M591 or a similar command? Even if that mean I had to unpause a print after using a task light, that would be better than having the range completely change after each use of the task light.
Or do I now just need to work on making a light-proof variant of the design.
-
Are you both using the V1 laser filament monitor? The V2 will read double if you use it with pre-2.03 series firmware.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I'm running Firmware: RepRapFirmware for Duet 2 WiFi/Ethernet 2.03RC2 (2019-05-14b2).
Mine has on the board 1.2 Laser, so would that be V1? -
@dc42 I have a v2 monitor, and using the 2.03 firmware. Monitor is recognised as v2, until I send the A0 command from the console ; it is then recognised as v1. Sometimes it reverts to reporting v2.
-
@dc42 My foolish mistake - I was still running f/w 2.02
I have updated to 2.03-RC2 and can now see that my sensor is version 2 (and appears to be producing more reasonable values). -
@SteveYYC When did you buy your laser filament monitor? Does it have V2 on the board?
-
I think I'll be waiting for an updated design with a longer working distance to assemble and install mine. As for light leaks, how about some tape in a few spots? I have the adrianr52 version printed, and I find the slot is not wide enough for my bearings. My bearings are 3.98mm and my slots ended up 3.85mm or so.
Scratch built CoreXY with Maestro
Heavily modified Ender 3 with Maestro
MPCNC work in progress with Duet WiFi -
@synapsis I bought it from spool3d.ca because they're local.
Yes, my board has v2.0 silkscreened on the side with the sensor.
-
There seems to be a linear relationship between the sensor distance and the average percentage reported:
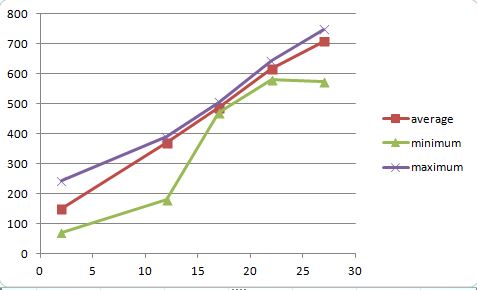
This is the percentage value returned is on the Y axis, and the distance between the sensor and bearing surface on the X axis. Looks as though it would give 100% with contact! Also looks as though the minimum returned is a bit more sensitive to distance than the maximum.