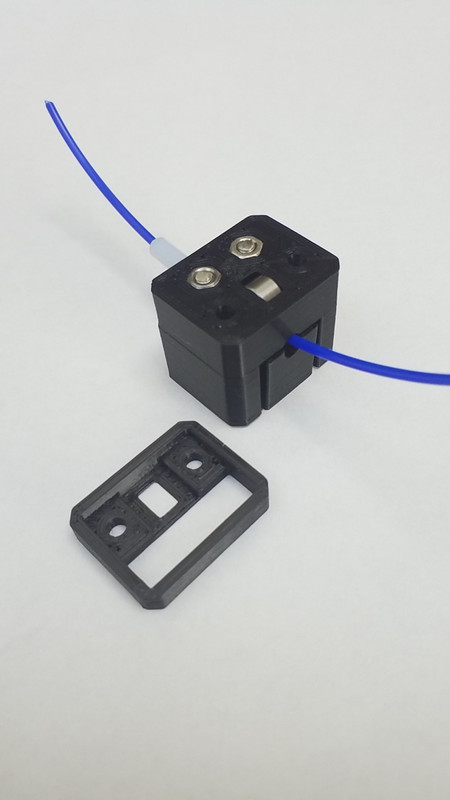
Indirect (bearing) laser filament monitor concept
-
@adrian52 Thanks!
-
@brunofporto realised later that one of the bearings was not fully seated, so your bearing gap may well be right. Still need a bit of tolerance for the outer part of the bearing, and I suspect that the jaw spring may need to be a bit thicker. Will try again - thanks for the design.
-
Those changes seem to work OK
I used 0.1mm gap on each side of the bearings, and added 1mm to the base of the jaw to make the spring stronger. I didn't have room for washers, but the bearings rotate quite freely. -
@brunofporto How is the sensor working out for everyone after this modification?
-
Thank you for sharing with us.
I have a magnetic sensor from about 1 year and it works flawlessly.
I don't know if laser costs less of magnetic, but the need of a bearing system in the laser sensor affect the simplicity of this device reducing or annulling the advantages over the magnetic one.
IMHO
.
good idea anyway -
I haven't really tested it yet after the initial test runs.
In my case, the range was always between 1% and 25%. So not really usable. I have loads of the 693ZZ now, so can experiment. I'll try to paint it over with a sharpie and see what that will do.
Another thing is that I had to enlarge the cutout for the bearing. My bearing is exactly 4mm and the gap is the same. There's no way washers will fit in there along with the bearing. -
@pkos We can test some bearing surface coverings and treatments - like heat shrink tube of a way to make the surface of the bearing rough.
-
@brunofporto I finally got a sensor, and have fitted it. It seems to be working OK, although giving high percentages - 103 minimum, 147 average, 203 max, on a roughly 3000mm print. I have made the following changes to the design
- The cutout for the board components needed an extra 1mm - maybe because I have the v2 sensor?
- The jaw bearing is lowered by 0.3mm. The hinge only bends a little, but enough to grip the filament
- The ptfe tube slot is widened to 4mm diameter. I was finding the filament was sticking because of compression of the tube. I also made 3 narrow cutouts 4.2 mm diameter in the slot to make the inside ridged - the tube seems to hold quite firmly without occluding the bore
- I think I already mentioned giving 0.1mm clearance for the bearings, and 1mm extra for the hinge
- I roughened the outside of the upper bearing with an emery board - feels a bit more grippy, and maybe seen better by the sensor?
this is what it looks like
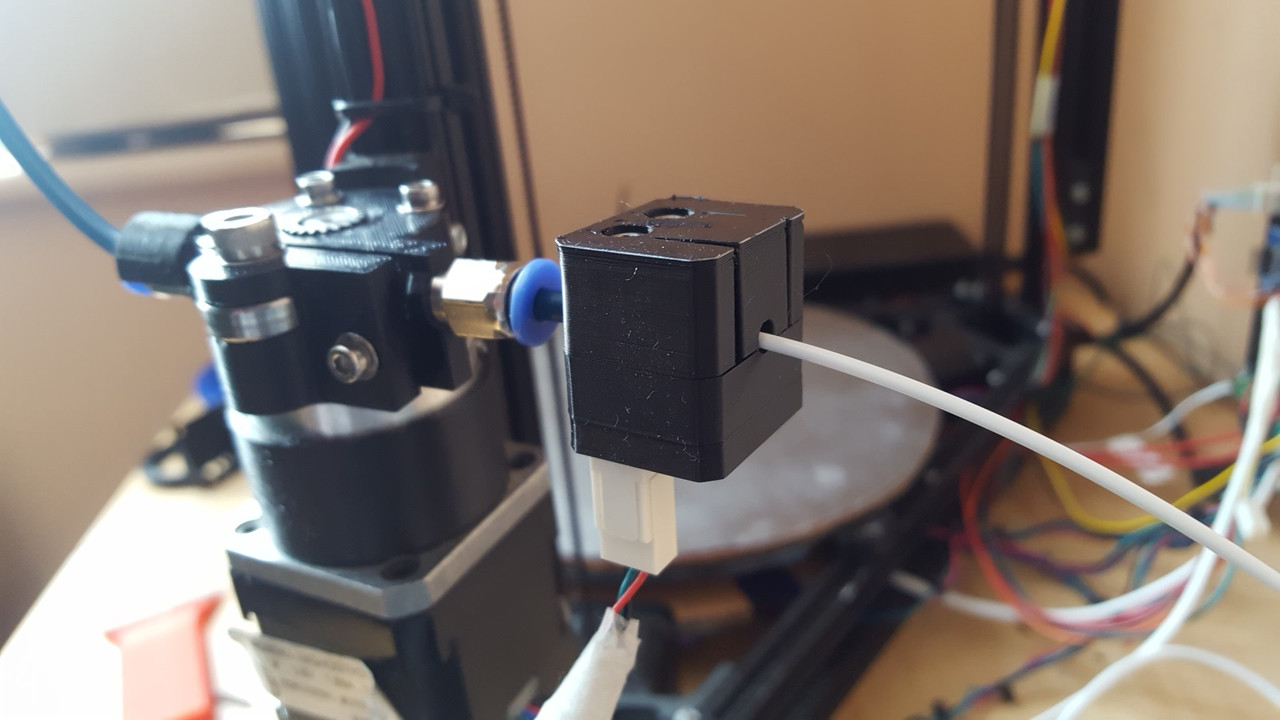
I could post my changes on thingiverse, but didn't want to steal your thunder
Will update as I get more experience with it.
-
@adrian52 said in Indirect (bearing) laser filament monitor concept:
I finally got a sensor, and have fitted it. It seems to be working OK, although giving high percentages - 103 minimum, 147 average, 203 max, on a roughly 3000mm print. I have made the following changes to the design
I think you have the new version laser filament monitor, that's why the movement percentages are so high. Firmware versions 2.03beta and 3.0beta recognise the newer version and give the correct percentages.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 I'm actually on 2.03beta3 (2019-03-25b6)
-
@adrian52 said in Indirect (bearing) laser filament monitor concept:
@dc42 I'm actually on 2.03beta3 (2019-03-25b6)
When you send M591 D0, does the response include the sensor version?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 ahhh - it says v1
-
Do you know whether it is a V1 or a V2 ?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 its a v2
-
@dc42 looking at previous monitor readings on the console, it was reporting v2 earlier. I sent M591 D0 A0, to see if it made any difference. After sending M591 D0 A1, still shows v1. Will reboot and see if this is reproducible
-
@adrian52 It went back to reporting v2 - here is the console output - I did an M122 at the end
0_1556743869145_20190501console.txt -
I think there may be a minor issue with the filament monitor firmware. If the filament monitor detects continuous movement then it will not send its version word again after startup. You can tell that this is happening because the LED on the filament monitor will give green flashes only. Whereas when it is sending status words, the LED flashes red.
So if the filament monitor starts up faster than the Duet, and vibration is causing small amounts of spurious motion to be detected, then the Duet may never see the version word. But if you see red flashes too then the Duet should get the version right.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
So any success with this? The reason I ask is I have a SeeMeCnc Artemis, and I bought 2 Filament Laser Monitors from Duet. Yesterday I spent all day wiring and pulling the wires etc. I finally got them hooked up, and working. So far I am only testing with one. But it just keeps stopping my print saying "Extruder0 has detected minimum movement"... I ran the M591 D0 and it came back with a range of 5% to 200%, so I changed the range to 1% to 215%? but didn't seem to make a big difference.
Here's the thing... I don't want filament "movement" monitoring... I just want RUNOUT sensing. If I am out of Filament, it stops... simple. I was told this was the only sensor I could use... so that's why I have it.
Help please!
-
@thelightspeed said in Indirect (bearing) laser filament monitor concept:
Here's the thing... I don't want filament "movement" monitoring... I just want RUNOUT sensing. If I am out of Filament, it stops... simple.
I think this would have been easier with a simple microswitch-based sensor. Is there anything special with this printer that would prevent this solution?
I don't think the laser sensor can act as a simple run-out check reliably because that's not what it is intended for.
-
@adrian52 My 693ZZ bearings are 4.3mm wide. Is your version suitable for this width bearing? The bearings on Amazon don't seem to be 4mm as the specs would indicate. Judging by the pictures of most of them. Also, my first print doesn't come close to fitting Capricorn tubing.