Extruder skips mid print randomly/Infill pattern problem
-
So I've been working on these problems for about a week now.
Problem 1:
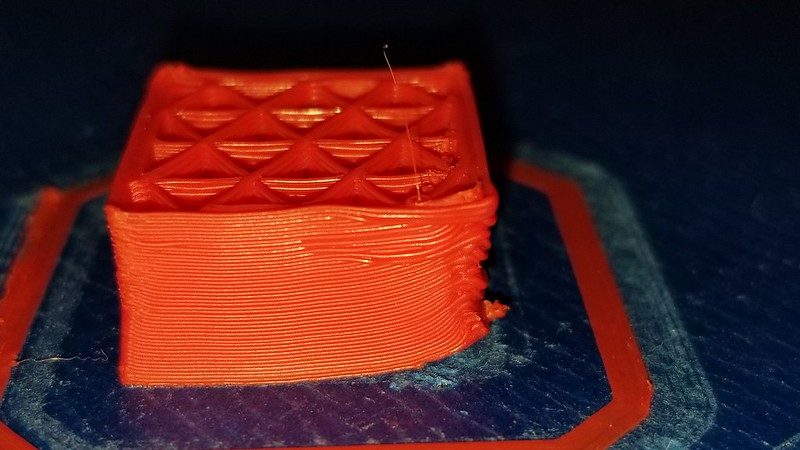
Finally got the first layer to lay down decently, but randomly throughout the entire print the extruder will quickly jerk back like 5-10mm filament, and as you can see, ruins the print.
 Test Cube1.1 by Sammy Saltalamacchia, on Flickr
Test Cube1.1 by Sammy Saltalamacchia, on FlickrProblem two:
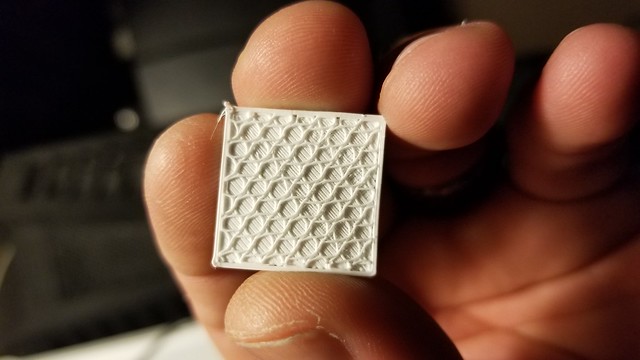
This infill is set to Full Honeycomb using S3D, and it looks like fast honeycomb starting in different directions.
 Test Cube1 by Sammy Saltalamacchia, on Flickr
Test Cube1 by Sammy Saltalamacchia, on Flickrconfig.g:
; Configuration file for Duet WiFi (firmware version 1.20 or newer)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool on Mon Jan 01 2018 09:06:20 GMT-0500 (Eastern Standard Time); General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates…
M83 ; ...but relative extruder moves
M555 P1 ; Set firmware compatibility to look like RepRapFirmare
; Automatic saving after power loss is not enabled
M665 R252.412 L450 B145 H407.9 ; Set delta radius, diagonal rod length, printable radius and homed height ;was R252.412 L450 B145 H407.9
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them ;was X0 Y0 Z0
M208 Z0 S1 ; Set minimum Z; Endstops
M574 X2 Y2 Z2 S1 ; Set active high endstops
M558 P4 X0 Y0 Z0 F2400 I0 T6000 ; Set Z probe type to switch and the dive height + speeds; removed H15
G31 P200 Z-0.811 ; Set Z probe trigger value, offset and trigger height
M557 R150 S20 ; Define mesh grid; Drives
M569 P0 S0 ; Drive 0 goes backwards
M569 P1 S0 ; Drive 1 goes backwards
M569 P2 S0 ; Drive 2 goes backwards
M569 P3 S1 ; Drive 3 goes backwards
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z80 E92.5 ; Set steps per mm
M566 X1200 Y1200 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X18000 Y18000 Z18000 E1200 ; Set maximum speeds (mm/min)
M201 X5000 Y5000 Z5000 E1000 ; Set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E800 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Heaters
M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Network
M550 PMy Guys v1.0 ; Set machine name
M552 S1 ; Enable network
M587 S"The Salt's-2G" P"TheGoodLife!0716!" ; Configure access point. You can delete this line once connected
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Fans
M106 P0 S0.3 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H1 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on; Custom settings are not configured
M501 ;Use config-override.g -
Update: Changed to a .4 nozzle and having same issue, as well as the corners.
I have a video of the extruder kinda like twitching backwards for a second. Just not sure how to post it in here. Here's the video i uploaded.
https://flic.kr/p/FkbTVq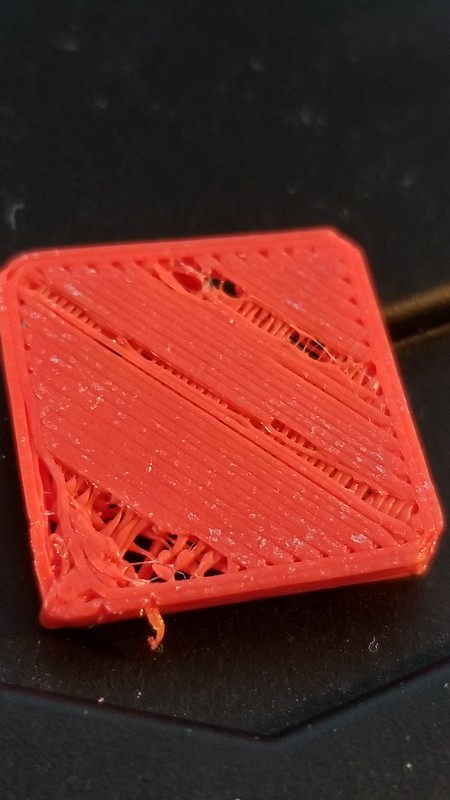 Test Cube2 by Sammy Saltalamacchia, on Flickr
Test Cube2 by Sammy Saltalamacchia, on Flickr Test Cube 2.1 by Sammy Saltalamacchia, on Flickr
Test Cube 2.1 by Sammy Saltalamacchia, on Flickr -
Update: Doing an extrusion width test. Strange enough, the filament is not skipping when only walls are printed.
-
What temps and speeds are you using? Perhaps you're asking the extruder for more than it can deliver?
-
Update:
Verified first layer height is correct at 0.20mm +/-.01.
Changed extrusion width to 0.88. Extrusion now set correctly.
Re-added top/bottom layers and infill. Still skipping. -
What temps and speeds are you using? Perhaps you're asking the extruder for more than it can deliver?
Bed is 60, I was running temp at 190, then bumped it up to 200, just just weird. Yea it's just weird to me how the motor itself is jerking back the filament.
I've changed default speed from 3600mm/min all the way down to 1500mm/min, still does it abut the same amount through out the print
-
0.40mm nozzle, extrusion multiplier is at 0.88mm, extrusion width is at 0.48mm, layer is at 0.20mm
-
Have you calibrated your extruder steps? Maybe you're extruding more than expected, or maybe the current is not enough.
Are you sure mechanics is OK? I had that kind of extruder problems in the past due to several causes:
- Extruder not perfectly aligned with the extruder support (causes friction, so is harder to push)
- Bowden tube dirty (Not sure if you use bowden)
- Bad quality filament (bigger than expected, more friction inside Bowden tube… I've struggled a lot with this... spending a lot of time trying to print something, and then, change to another filament and printing it first try without issues...)
- Bad bed calibration (if the nozzle is closer to the bed than it should, motor struggle to push, it jumps, and there you have the several lines failure)
- E3d fan not working (yup, it happened to me... I need to disable it for bed levelling to avoid noise, and I've forgot to enable it again... now I'm using a macro to avoid those silly mistakes xD), this causes clogs in the hotend due to excessive heat in the heatbreak
- Clogged or partially clogged nozzle
I know how frustrating this can be... I had tons of weird issues =_=...
Cheers!
-
Have you calibrated your extruder steps? Maybe you're extruding more than expected, or maybe the current is not enough.
Are you sure mechanics is OK? I had that kind of extruder problems in the past due to several causes:
- Extruder not perfectly aligned with the extruder support (causes friction, so is harder to push)
- Bowden tube dirty (Not sure if you use bowden)
- Bad quality filament (bigger than expected, more friction inside Bowden tube… I've struggled a lot with this... spending a lot of time trying to print something, and then, change to another filament and printing it first try without issues...)
- Bad bed calibration (if the nozzle is closer to the bed than it should, motor struggle to push, it jumps, and there you have the several lines failure)
- E3d fan not working (yup, it happened to me... I need to disable it for bed levelling to avoid noise, and I've forgot to enable it again... now I'm using a macro to avoid those silly mistakes xD), this causes clogs in the hotend due to excessive heat in the heatbreak
- Clogged or partially clogged nozzle
I know how frustrating this can be... I had tons of weird issues =_=...
Cheers!
-Yes extruder has been calibrated, is pushing exactly 100mm when i push 100mm through.
-Bowden tube is brand new.
-It's brand new Hatchbox PLA 1.75mm (measuring at an average between 10 at 1.71mm
-Bed is completely level, as far as the middle part where i'm printing. getting a solid 0.20 first layer.
-The E3D fan is definitely working
-The 0.25mm nozzle I was using was brand new, and swapped it out for another brand new 0.25mm nozzle, then just recently swithed to a brand new 0.4mm nozzle.
-Extrusion multiplier is 100% correct. I calibrated 3 times in a row this morningYea I mean this isn't my first printer or first Delta printer. I know quite a bit, but i'm far from an expert. And i've literally changed everything that I know how to that would have something to do with it. I'm just stumped.
-
Does the problem occur at the same point each time you print the same GCode file, or at different points?
How have you connected to the printer: via networking, USB, or both?
What type of extruder are you using?
-
The problem occurs at random times, more frequently during the first and/or second solid layer and infill.
I have connected both ways, but never at the same time. Mainly through the network.
I am using the SeeMeCNC EZ Struder.
-
Here's a print I just did, it's all kinds of crazy
 Test Cube3 by Sammy Saltalamacchia, on Flickr
Test Cube3 by Sammy Saltalamacchia, on Flickr -
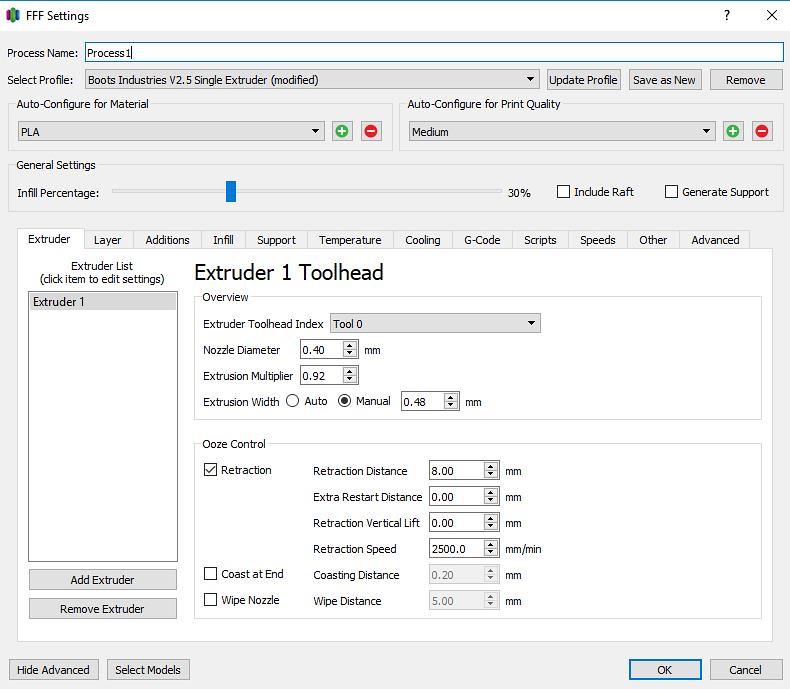 Extruder tab by Sammy Saltalamacchia, on Flickr
Extruder tab by Sammy Saltalamacchia, on Flickr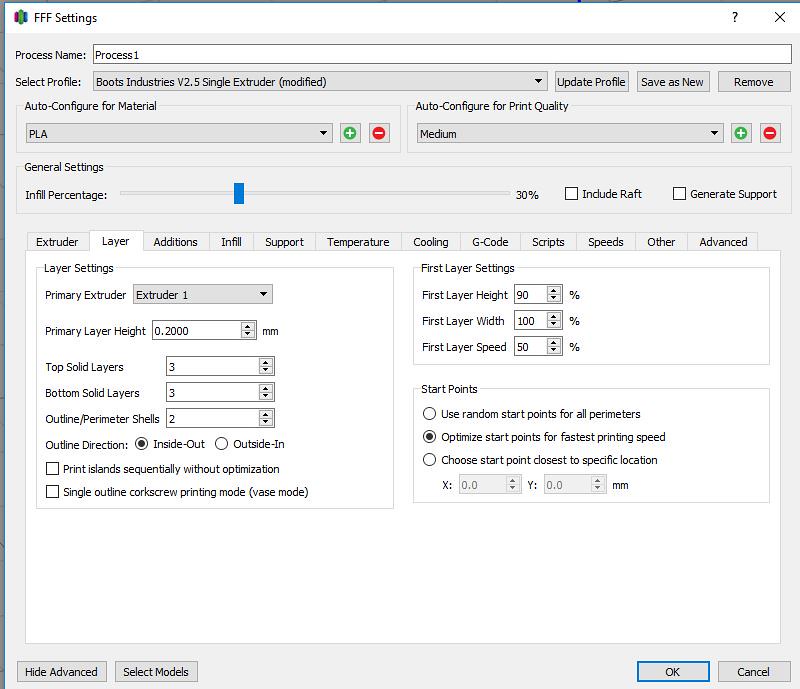 Layer tab by Sammy Saltalamacchia, on Flickr
Layer tab by Sammy Saltalamacchia, on Flickr Infill tab by Sammy Saltalamacchia, on Flickr
Infill tab by Sammy Saltalamacchia, on Flickr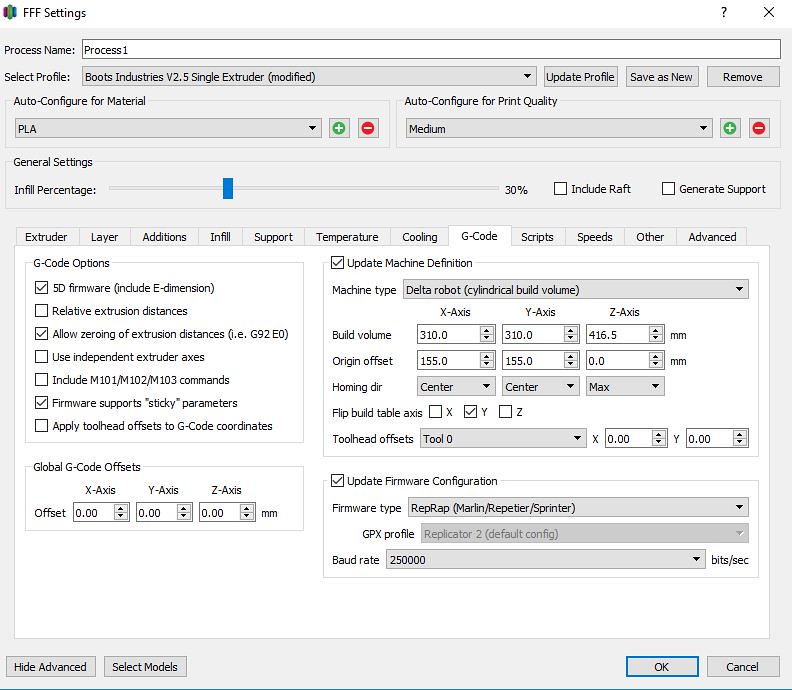 G-code tab by Sammy Saltalamacchia, on Flickr
G-code tab by Sammy Saltalamacchia, on Flickrconfig.g:
; Configuration file for Duet WiFi (firmware version 1.20 or newer)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool on Mon Jan 01 2018 09:06:20 GMT-0500 (Eastern Standard Time); General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates…
M83 ; ...but relative extruder moves
M555 P1 ; Set firmware compatibility to look like RepRapFirmare
; Automatic saving after power loss is not enabled
M665 R252.412 L450 B145 H416.55 ; Set delta radius, diagonal rod length, printable radius and homed height ;was R252.412 L450 B145 H416.55
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them ;was X0 Y0 Z0
M208 Z0 S1 ; Set minimum Z; Endstops
M574 X2 Y2 Z2 S1 ; Set active high endstops
M558 P4 X0 Y0 Z0 F2400 I0 T6000 ; Set Z probe type to switch and the dive height + speeds; removed H15
G31 P200 Z-0.811 ; Set Z probe trigger value, offset and trigger height
M557 R150 S20 ; Define mesh grid; Drives
M569 P0 S0 ; Drive 0 goes backwards
M569 P1 S0 ; Drive 1 goes backwards
M569 P2 S0 ; Drive 2 goes backwards
M569 P3 S1 ; Drive 3 goes backwards
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z80 E92.5 ; Set steps per mm
M566 X1200 Y1200 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X18000 Y18000 Z18000 E1200 ; Set maximum speeds (mm/min)
M201 X5000 Y5000 Z5000 E1000 ; Set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E800 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Heaters
M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Network
M550 PMy Guys v1.0 ; Set machine name
M552 S1 ; Enable network
M587 S"The Salt's-2G" P"TheGoodLife!0716!" ; Configure access point. You can delete this line once connected
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Fans
M106 P0 S0.3 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H1 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on; Custom settings are not configured
M501 ;Use config-override.g -
It's probably not related to your problem, but for RRF we recommend you check "Relative extrusion distances", un-check "Allow zeroing of extrusion distances", and include M83 in your slicer start GCode script.
-
It's probably not related to your problem, but for RRF we recommend you check "Relative extrusion distances", un-check "Allow zeroing of extrusion distances", and include M83 in your slicer start GCode script.
As you said it doesn't seem to be related to the issue, but I did make the suggested changes. Thanks.
-
Another print.
 Test Cube4 by Sammy Saltalamacchia, on Flickr
Test Cube4 by Sammy Saltalamacchia, on Flickr -
I managed to get the print better, but the skipping that is happening is still ruining the prints. Any ideas?
-
I managed to get the print better, but the skipping that is happening is still ruining the prints. Any ideas?
Check your extruder stepper wires. It is possible you're only running on one coil because one wire is off , broken or otherwise disconnected. Also check you've got your current for that motor high enough.
-
I just had a look at the video and it looks a bit to me like the extruder does a retract but it's not followed by an unretract. Very odd behaviour…...
Check through the gcode file and see if you can spot any negative extruder moves that are not immediately followed by a positive extruder move. It looks like you are using 8mm retraction (which is a bit high) so you'll be looking for something like G1 E-8 followed by G1 E8.
Thinking about it a bit more, another possibility is that you are suffering from heat creep, causing the filament to swell in the area of the heat break. So when you do a (8mm) retract, it pulls some of the molten filament up beyond the heat break where it partially solidifies, binds, and prevents the extruder from pushing the filament back down during what should be the unretract move. A quick test would be to set retraction to zero (ooze control), slice it like that and see if things improve.
HTH
-
Ian's post alerted me to the fact that you posted a video, which I hadn't noticed before. I'm fairly sure that your extruder drive is skipping steps because it isn't producing enough drive force. That's why it doesn't skip on the outlines, because they are printed more slowly so less force is needed.
You are using an ungeared extruder, so this is not unusual. What model of stepper motor are you using to drive it? I see that you have the extruder motor current set to 800mA. If that's less than 85% of the stepper motor rated current, try increasing it.