many many hiccups (thousands)
-
@jens55 It might be interesting to see what the hiccup count is if you print the simplified model with PA and filament monitor enabled. If the hiccups go up that may provide a clue as to what is going on.
But really at this stage I think we need @dc42 to take a look at this and see if he has any thoughts/comments.
-
I will run the simpler job with everything turned on and post the results.
-
Enabling all the previously turned off features resulted in a print with 7170 hiccups.
-
 undefined Phaedrux moved this topic from Using Duet Controllers
undefined Phaedrux moved this topic from Using Duet Controllers
-
undefined Phaedrux marked this topic as a question
-
@jens55 please provide the GCode file you were printing that provoked this large number of hiccups. I see that you have already provided your config.g file.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
The file is too large (1.3 MB) for the forum. I do not have access to any sort of file storage/exchange service. I zipped the file but the forum does not permit .zip files. I renamed the .zip file as a .bin file and managed to upload it. Hopefully nothing was messed up in the process.
flip stop mounting block.binPlease note that the issue is not limited to this particular file. An interesting side comment - I did a m122 b22 shortly after the start of one of the various test prints. The printer had just laid down a couple of loops of skirt and had just started the actual print and it already had something like 5 hiccups. I can't recall if I tried printing the same gcode with one of my Duet2WIFI based printers but those printers have never given me issues beyond a few hiccups at the most. I would be happy to run the same gcode on a Duet2 based printer if that would help.
-
@dc42, have you had a chance to look at the gcode file I provided?
Anything else I can try to figure out what causes the hiccups? -
A related question: Are hiccups strictly related to stepper motor movements?
The reason I am asking is that I am currently about 1.5 hours into a 2 hr print job, I have roughly 64000(!!!!) hiccups on the 1LC and zero hiccups on the 6HC. All x/y/z movement in this printer is controlled by the 6HC and only the extruder movement is done from the tool board.
At the same time, the diagnostic on the 6HC shows a steady supply voltage (Vin) whereas the 1LC reports Vmin of around 7(!!!) volts and Vmax of around 30(!!!) volts. While I suppose the 7 volt figure could in theory be produced by a bad connection, the 30 volt reading is pure nonsense seeing that the 6HC is running off the same power supply and shows a steady voltage. -
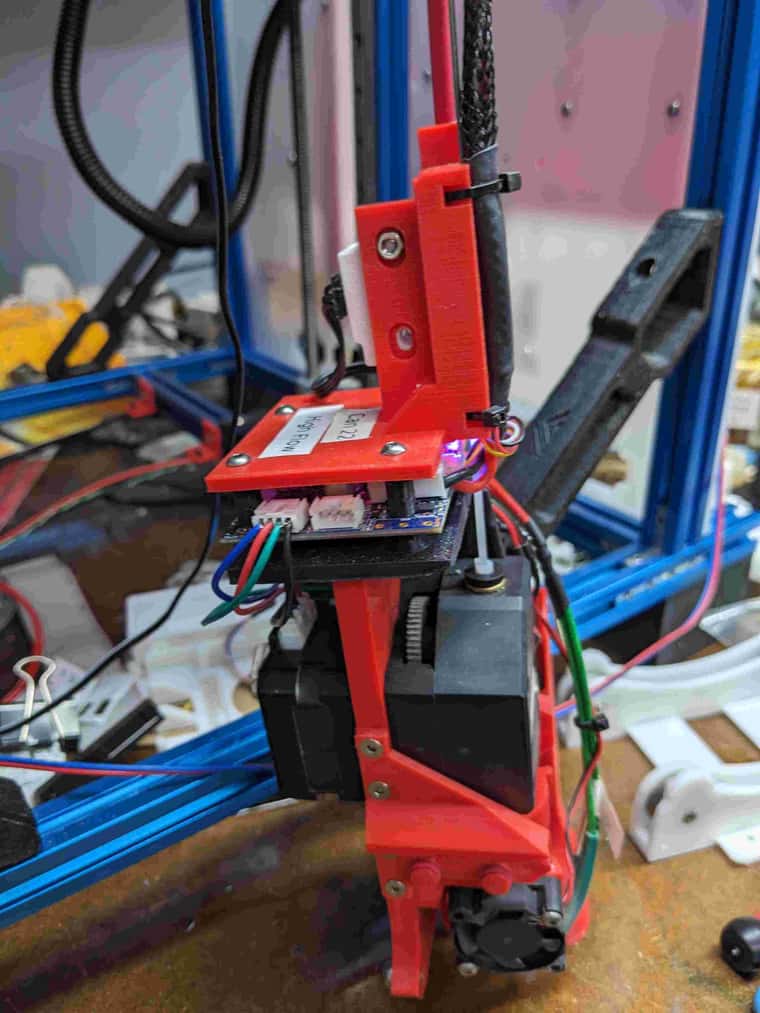
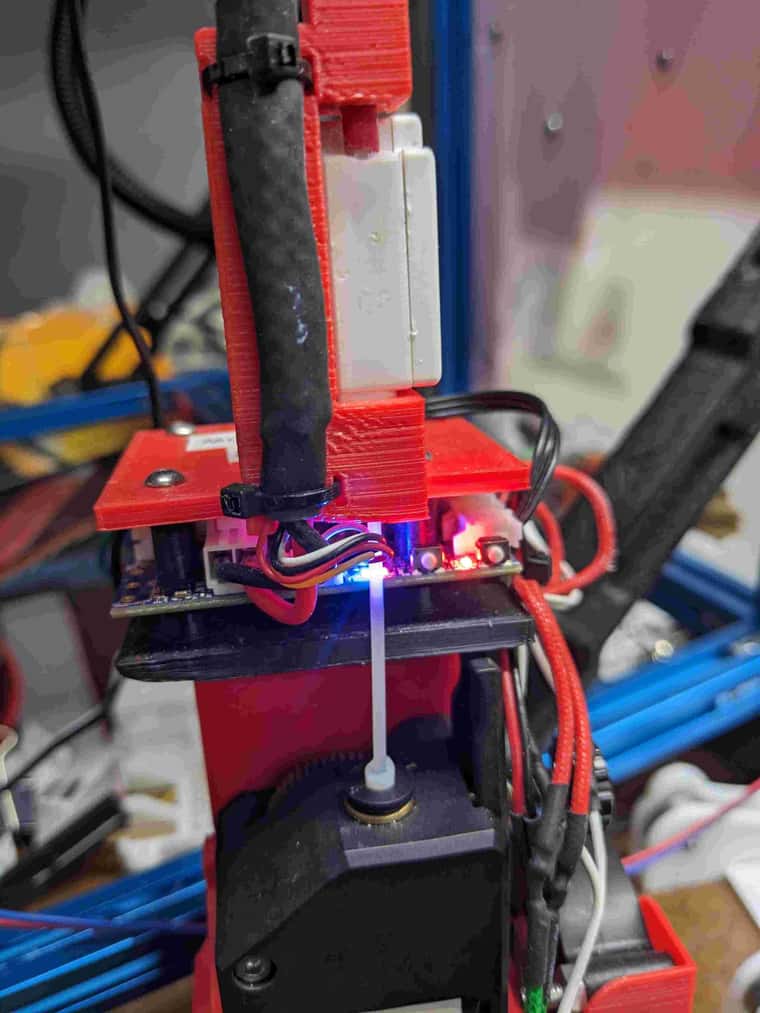
@jens55 can we have a photo of your 1LC including full view of the voltage wiring? Just curious whether this might be an issue with insufficient strain relief.
-
@oliof
I have taken a number of pictures of the tool that I am currently using but they are all too large to attach. I am trying to reduce the file sizes but no luck yet.
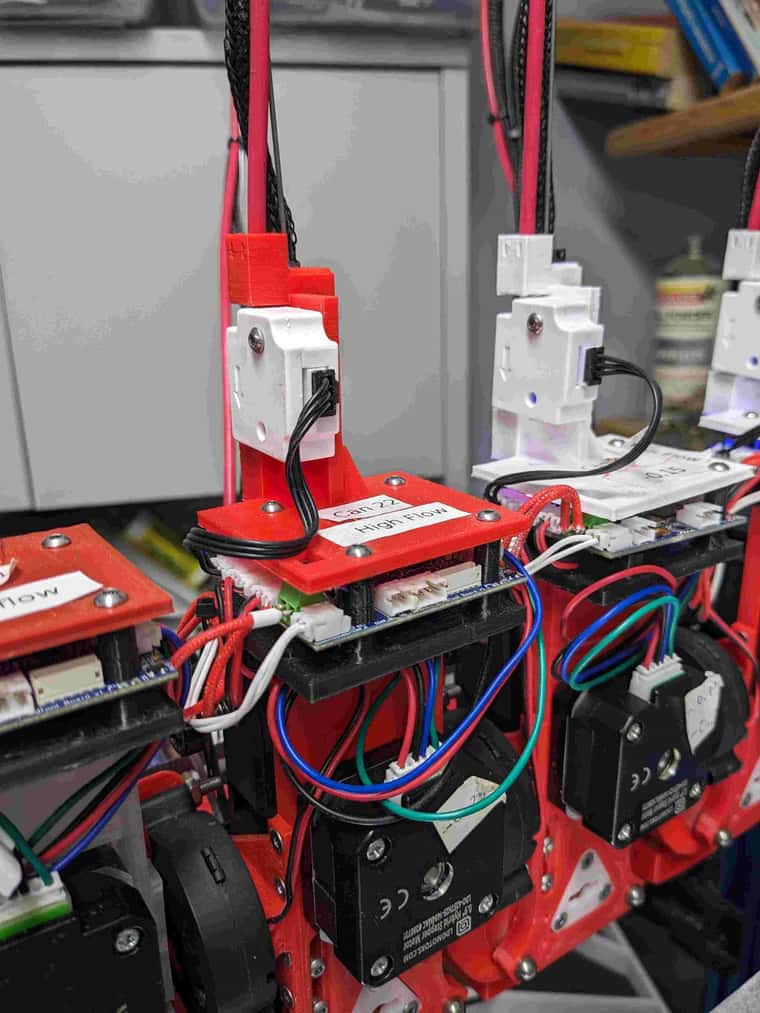
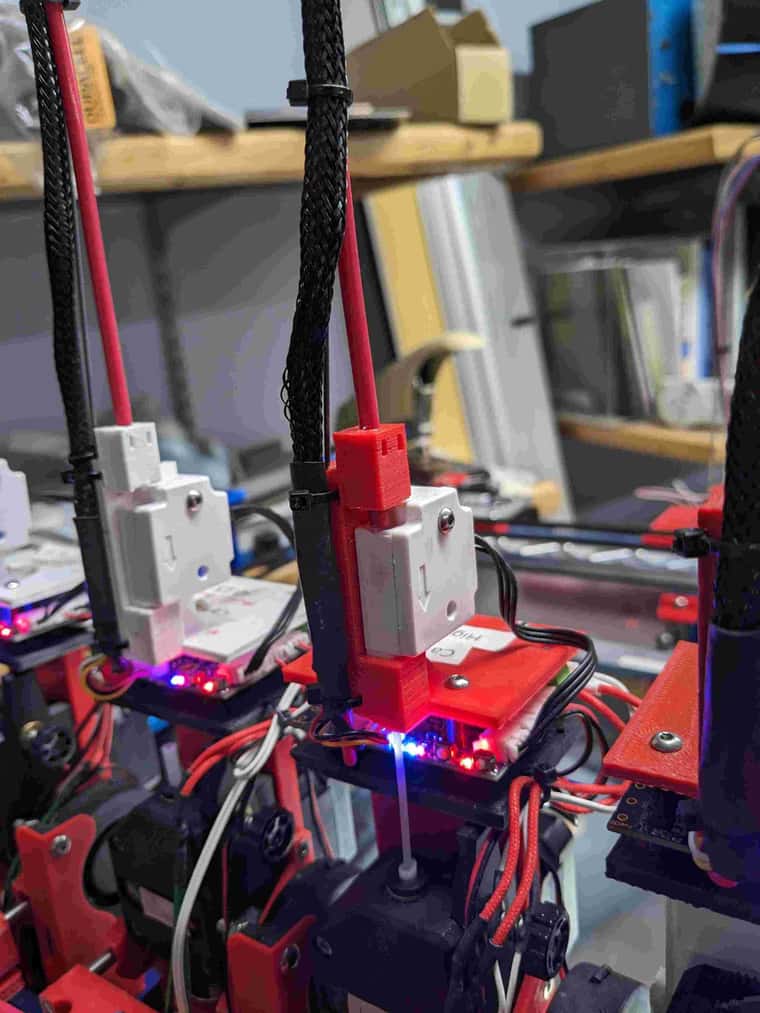
Everything is buttoned down pretty securely and remember that the errors happen with different tools. Since each tool has a different wiring path, I can't see how this could be a wiring issue from the tool distribution board to the individual tool. Of course nothing moves from the power supply to the tool distribution board. IIRC, the wiring is all highly flexible silicone wiring but again, if it was a wiring issue then it shouldn't occur on multiple tools.
With the 6HC showing a stable voltage, I don't understand how the tool board can see a 7 to 30V range for the input voltage.
I didn't take the 1LC out of it's mount to show it in detail. If you need that I can disassemble things and take another picture. -
pictures:
-
more pictures:


-
Another tidbit of information I have discovered - the number of hiccups is directly proportional to the extruder step rate (or number of steps taken during a print).
I decided to try and print with a much lower step rate and a print that had previously generated thousands of hiccups ended up with 105 hiccups. The steps/mm for this extruder should have been 830 but I ran the print at 32 steps/mm.
I don't know what it means but this is the first time I have been able to correlate the hiccups to something. -
In prusa slicer in the sliced view can you display the volumetric flow rate? What rate are you pushing with your heightxwidthxspeed combo?
-
@Phaedrux
Yes, PrusaSlicer has a view for volumetric rate. Depending on what I am printing with, I have set 10 mm3 for PETG and 12 mm3 for PLA. -
Latest print,6.5 hours
tool board diagnostic:
hiccups 51778
VIN voltage: min 0.8, current 24.5, max 45.3Diagnostic for the 6HC for the same print:
Supply voltage: min 23.7, current 23.8, max 23.9, under voltage events: 0, over voltage events: 0, power good: yes
hiccups 0
both boards use the same power supplyThe print completed despite the nutty numbers.
This is looking (IMHO) more and more like a firmware or hardware design issue -
@jens55 Are your other toolboards showing odd voltage readings? When you run the same test print using a different toolboard I think you said you get the same number of hiccups, but do you also get the same odd voltage readings?
-
@gloomyandy
I will run the same print on another tool and will report back -
@jens55 It might be worth also checking the voltage readings on all of the boards that are not printing using m122 b## after the print to see if any of those show odd readings in the same way you have been checking the mainboard.
-
@gloomyandy In particular it would be interesting to see what voltages are reported by the board that has been reporting the odd voltages when using one of the other boards for the actual printing.
-
@jens55 said in many many hiccups (thousands):
Another tidbit of information I have discovered - the number of hiccups is directly proportional to the extruder step rate (or number of steps taken during a print).
I decided to try and print with a much lower step rate and a print that had previously generated thousands of hiccups ended up with 105 hiccups. The steps/mm for this extruder should have been 830 but I ran the print at 32 steps/mm.
I don't know what it means but this is the first time I have been able to correlate the hiccups to something.This makes sense because the hiccups are generated when the processor can't keep up with the requested step rates. In this case its the processor on the toolboard, not the mainboard processor.
Looking at your config.g you have
M92 E25.3:51.875:51.875:51.875With microstepping you have:
m92
Steps/mm: X: 100.000, Y: 100.000, Z: 3200.000, U: 30.578, E: 404.800:830.000:830.000:830.000
So that tracks.
830 steps/mm is relatively normal for extruders,Retracts are normally the fasted moves, and looking at the gcode file you shared you are retracting/unretracting at F2700 = 45mm/s (e.g.):
(line10705)
G1 E-1 F2700 G1 X160.818 Y127.668 F18000 G1 X164.656 Y127.668 G1 E1.05 F2700Normal printing moves, while being a lot of short moves are generally slower extruder movement so going to discount those for now.
45mm/s at 830step/mm = 37350 steps/s or a stepping frequency of ~37Khz which should be achievable by the toolboard processor. We have achieved 45Khz on the 1XD in the past, and that uses the same processor. That said I have not tested with the latest firmware with the changes to input shaping etc so that's a test I need to do when I get a chance.
In the meantime can you do the following tests to help confirm/deny the source of the step rate issue:
-
Try a vase mode print with no retractions. If you have retractions during the first level then send M122 once the vase mode starts to clear the hiccup counter. then send it again to get a reading
-
Try the test print you have been using with all the retractions with the extruder microstepping set to 8 or 4, rather than 16.
-