PETG max volumetric flow rate
-
@Surgikill said in PETG max volumetric flow rate:
....................I fail to see the logic here.......................
I know you fail to see the logic - that's why I can't help you.
Let's down to some fundamentals. A hot end basically has one function to perform which is to melt plastic. In order to do that, heat must be transferred from a hot surface into that plastic. Basic physics dictates that the higher the contact area, the more plastic will be melted in a given time. We know that a super volcano has a larger melt chamber than a standard hot end so there is a larger surface area in contact with the plastic. If you don't like physics, let's try a cooking analogy. If you had a very small frying pan that could only accept one rasher of bacon, it would take X amount of time to cook that bacon. But if you had a bigger pan, and assuming the hob could heat that pan to the same temperature evenly, then you could cook 4, 6 or even more rashers of bacon in the same amount of time (because we have a larger surface area).
Now for sure PET-G is much more viscous than say PLA so the melt rate isn't the only factor involved when it comes to volumetric flow rate. But you can't blame the hot end for that (although that's what you seem to do). But take a look a look at this video https://www.youtube.com/watch?v=7tE-jNIZ7n0. In it you'll see that using a 1.5mm diameter nozzle with layer width of 1.65mm, layer height of 1.0mm first layer speed of 40mm/sec and the rest of the print at 47mm/sec, I got an average volumetric flow rate for the entire print of 44.75 mm^3 per sec without any under extrusion, skipped steps or other mishaps. I can't remember what temperature I used but it would have been close to my default for PET-G which is around 235 deg C.
Now for sure, my 6 input hot end isn't a super volcano but the total surface area of the melt chambers is similar. So how come I could attain a volumetric flow rate with PET-G which is much higher than you are able to? Maybe, just maybe, layer width and height has something to do with it? A low layer height will be much more restrictive to flow due to the proximity of the nozzle to the previous layer, than a higher layer height.
But having said all that, take a look at this video https://www.youtube.com/watch?v=gc8AciHjf4I. In it you'll see that using the same nozzle height and width, but with PLA, I achieved an average volumetric flow rate of 72.34 mm^3 per sec which is significantly higher than I was able to achieve with PET-G. So we can say for sure that filament type (likely viscosity) plays a significant part on all of this.
Now I'm no great fan of E3D but it seems to be unfair to blame their hot end (which appears to be doing it's job). Certainly filament type is a large factor in volumetric flow rate, but possibly layer height and width might also play a part. But you won't know unless you try which is something that you are unwilling to do.
-
@deckingman I think the volumetric flow test mechanism OP is using is independent of his print layer heights. It's basically creating blobs of set extrusion lengths as different rates, then measuring their masses to detect underextrusion.
So that method to determine comparable max flowrates before you get underextrusion for different hotend/nozzle combos is valid. What it might miss however is what the impact is on actual prints (e.g. do you get power layer bonding before you get underextrusion).
-
@engikeneer Yes, this is the point. @deckingman I do not understand how you think I can achieve more than 30-40mm3/s at elevated temperatures when the hotend is already failing to produce those flowrates in ideal conditions. Any flowrate for printing is going to be less than the calculated flowrates in the graph due to backpressure.
Question: Do you think extruding into free air produces more back pressure than extruding onto a previous layer? (yes/no)
I completely understand everything you said in your first and second paragraphs.
I think what you missed is that I'm more annoyed by the marketing materials saying it can produce '11x more flowrate than the v6', which is only true for a very specific combination of nozzle diameter and filament type.This is like buying a car that can do 500mph according to the marketing materials, but the manufacturer achieved that speed by dropping said car out of a cargo plane.
-
This is like buying a car that can do 500mph according to the marketing materials…
– You’d be instantly arrested if you tried this in the city of London –
…but the manufacturer achieved that speed by dropping said car out of a cargo plane.
– Don’t blame the car, better drop the marketing guys instead

I think what you missed is that I'm more annoyed by the marketing materials saying it can produce '11x more flowrate than the v6' …
@deckingman didn’t miss anything (except of some marketing blabla), he just explained the underlying physics.
…which is only true for a very specific combination of nozzle diameter and filament type.
Not to forget the melt rate and other factors. But in the end, it’s your choice: Either you hunt for speed, or you learn how to achieve good-quality prints with PETG. Believe me or not, but you can’t have both at the same time.
-
@Surgikill I have a couple of suggestions:
-
Is there a noticeable hot end temperature drop when you start to extrude fast? If so then you should enable heater feedforward. See https://docs.duet3d.com/User_manual/Reference/Gcodes#m309-set-or-report-heater-feedforward.
-
Have you seen the nozzles from Bondtech that split the filament path three ways in order to provide greater heat input? They claim 30% increase in extrusion rate although some users report more. I think they are available for the Volcano.
-
-
@Surgikill said in PETG max volumetric flow rate:
..............I think what you missed is that I'm more annoyed by the marketing materials saying it can produce '11x more flowrate than the v6', which is only true for a very specific combination of nozzle diameter and filament type.
This is like buying a car that can do 500mph according to the marketing materials, but the manufacturer achieved that speed by dropping said car out of a cargo plane.
Are you surmising that E3D attained their flow rates by dropping a hot end out of a plane?
You seriously expect that you could get 11x improvement in volumetric flow rate with every filament, regardless of it's viscosity? Do E3D claim that one could extrude say pitch (also known as bitumen or asphalt) at 11x the speed of PLA? Of course they don't because basic fundamental physics makes it obviously impossible..
Using your car analogy, it's more like you filled the tank with paraffin but still expect it to do the claimed maximum speed attained with 98 Octane fuel. There are caveats and assumptions to everything you buy or every service you subscribe to. e.g. you are hardly likely to attain your ISP's claimed download speed using a 10 year old laptop situated a hundred feet away from the router, but that's not the ISP's fault.
-
@infiniteloop I get fine quality prints with PETG and a CHT at 20mm3/s. It doesn't seem like I can get them with the supervolcano at 35mm3/s.
@dc42 I don't see any noticeable drop. Maybe 0.1-0.5C? I have one of those CHT nozzles that splits the filament path. I'm able to get 20mm3/s with it and not require any increased temp, which is one of the reasons I am kind of disappointed with the supervolcano. I have a volcano and a CHT nozzle that I'm going to replace the suprevolcano with.
@deckingman It seems like you just like to argue in bad faith. I will not indulge you any longer.
-
@Surgikill Sorry to keep digging this up, but I have been printing a bit of PETG recently (usually it's mostly PLA) and it has peaked my interest! I've also struggled a bit with oozing when I played with a volcano so am interested in how you've got on with the CHT.
As a reference point, on my printer, I use a hemera with a 0.4mm NozzleX v6. Generally on that the max rates I print at are:
- 10-12mm^3/s with PLA depending on the brand.
- 4-6mm^3/s with PETG.
Admittedly with the PETG, I have not tried pushing to see how high I could get this, but I know when I accidentally printed with my PLA speeds it failed misserably, so it's probably not too far off. However, it definitely seems that you are getting much better with your CHT. For reference, Bondtech claim ~30% improvement, but I wonder if there is something with PETG that makes it even better verses a standard V6? Could also be you are using a larger nozzle size so it's not apples-to-apples, plus the nozzleX has a lower heat transfer coefficient as it is steel-based.
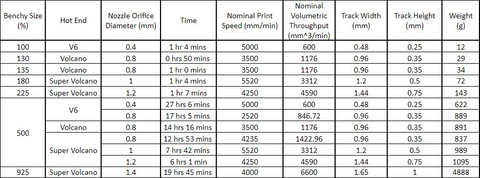
The 11x that e3d mention come from the table from their info below (https://e3d-online.com/blogs/news/finish-your-print-quicker-than-ever-before-the-supervolcano-has-erupted?_pos=1&_sid=d24d8b1ae&_ss=r).
This does say that the 1.4mm SV can do 11x the 0.4mm v6, but their 0.8mm SV is only ~2.5x the standard 0.4mm v6, or ~1.7x a 0.8mm v6. Compare 0.8mm volcano to 0.8mm SV and you're only getting 1.2x benefit!
I think the 11x might be a bit misleading, as you're right it only really applies to the larger diameter nozzles which you can use with the SV. But if I can only get 6mm^3 with petg on my 0.4mm v6, it stands to reason that you might only expect ~15mm^3 on your 0.8mm SV. I appreciate I am probably too low, and with a decent setup you can probably get better (with both), but it seems like your 30mm^3/s isn't too bad against some of the nameplate data...
Now, comparing back to the CHT, Bondtech claim %30 increase in flow rate, so...
- your 20mm^3 with CHT would be ~15.4mm^3 with a standard v6
- I will assume you have a 0.8mm CHT, so using e3d's numbers, you'd only be getting 25.9mm^3 with the 0.8mm SV
Again, seems you are actually doing quite well with it!
It might be quite interesting to see how your results would compare with a standard Volcano vs the volcano CHT with petg? I think this is one you'd need to test on a real print though (rather than the blob flow test). My gut feel is that the CHT geometry migh create more back-pressure and so lead to worse results in the blob flow test, but actually deliver faster real-print rates as the volcano might struggle to fully melt the core of the filament leading to poor layer bonding? I'm thinking a test similar to what bondtech did for their marketing paper (a box that increases in volumetric flow as it progresses up in Z).
E3D TC with D3Mini and Toolboards.
Home-built CoreXY, Duet Wifi, Chimera direct drive, 2x BMG, 300x300x300 build volume
i3 clone with a bunch of mods -
Fast printing speeds is an exciting and apparently sensitive topic, but we need more discussions like this, hopefully without anybody getting upset.
I do not have a supervolcano, but I can share some of my volcano data.
Max extrusion rate @235 C Volcano PETG
Brass 0.6mm - 24 mm3/s
CHT 0.6 - 29mm3/s not 11x, but it is what I would expect.I tend to print a lot hotter, so @270 C Volcano PETG
Hardened steel 0.4mm nozzle - 29mm3/s
Brass 0.6 - 36mm3/s
CHT 0.6 - 43mm3/s at about 95% underxtrusion.Well, my results do not show a whole lot of improvement on volcano, I can definitely see that not far beyond the rates above I get cold filament coming out (temp is OK), so there is a substantial thermal resistance between the nozzle inside and the copper block, so this is work in progress for me.
Perhaps, as it has been mentioned, PETG is just not going to print as fast as PLA.
-
@engikeneer From what I'm seeing with your results, it seems to line up well with my experience.
My v6 block is not standard. It has a 50w heater cartridge and a copper block, so that's probably where my extra performance is coming from. It's also a 0.6mm nozzle.
In regards to the supervolcano, even after tuning PA print results are still terrible at 30mm^3/s. It's the same filament on the v6 and the SV, and I'm printing the v6 with no PA.
Just for fun I might drop the SV to 20mm^3/s to see how it compares to the v6, but I'm going to swap the SV out for a volcano + cht either way. Less mass and more z travel. I might end up putting the sv in a toolchanger down the road seeing as I have a 1.4mm hardened nozzle for it, but right now I have no real use for it.
@terabyte I wonder if it has to do with the stickiness of PETG being the limiting factor, which I guess plays into the viscosity of it as well.
-
@Surgikill said in PETG max volumetric flow rate:
@terabyte I wonder if it has to do with the stickiness of PETG being the limiting factor, which I guess plays into the viscosity of it as well.
That's exactly right. I pointed out many posts ago that using a 6 input hot end I was able to achieve average volumetric flow rates of around 75mm^3 per sec using PLA but only around 44 mm^3 per sec using PETG due to the much higher viscosity. Since then, many people have made the same observation. But the OP refuses to listen and believes that it's the hot end at fault because he can't obtain the 11 fold increase obtainable when using PLA. He has accused me of trying to make an argument and refuses to engage further so there is nothing more I can do for him.
Edit. Dictionary definition of viscosity is a measure of resistance to flow due to the internal friction of the fluid in question.