Voron 2.4 Homing for XYZ Help
-
Then either the rotation direction or motor binding of the motor is wrong for corexy, or your homing file is moving in the wrong direction.
https://docs.duet3d.com/en/User_manual/Machine_configuration/Configuration_coreXY
Give that a read. Do the motor tests and see if your motors are configured correctly for corexy.
The endstop is configured for the low end of travel and the homing file is moving to the negative, so that seems correct assuming the endstop is on the left side of the machine.
-
@Phaedrux x and Y end stops are on the right of this printer. Y axis is homing correctly.
-
If it's on the right, then your endstop definition and homing moves for X are incorrect.
Should be:
M574 X2 S1 P"xstop"G1 H1 X335 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 X-5 F6000 ; go back a few mm G1 H1 X335 F360 ; move slowly to X axis endstop once more (second pass)It's still a good idea to verify the correct motor configuration with the motor tests in that link.
-
@Phaedrux said in Voron 2.4 Homing for XYZ Help:
M574 X2 S1 P"xstop"
M574 X2 S1 P"xstop" Still moves X away from switch. I will do some reading.
-
@Phaedrux something I noticed it that when X in moving away from the switch, if I press the x limit switch it stops. X and Y is on a pcb board.
-
Did you also change the direction of movement in the homing files as I showed?
-
@Phaedrux ok so a X is home toward the switch now, but it is at max, look at the photo.
M119
Endstops - X: at max stop, Y: at min stop, Z: not stopped, Z probe: at min stop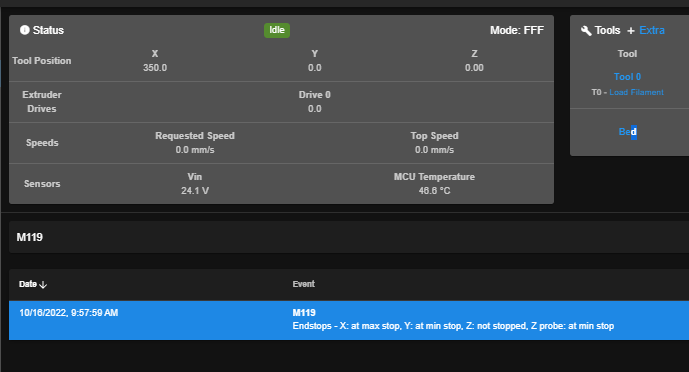
; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:21 GMT-0400 (Eastern Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X355 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 X-5 F6000 ; go back a few mm G1 H1 X355 F360 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:21 GMT-0400 (Eastern Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X355 Y-355 F1800 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X355 ; home X axis G1 H1 Y-355 ; home Y axis G1 X-5 Y5 F6000 ; go back a few mm G1 H1 X355 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y-355 ; then move slowly to Y axis endstop G1 H1 Z-355 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
OK so I think I have a problem, Both X & Y should be going in the + direction when Homing, X Home in the + direction but Y home in the - direction. So as you can see on the status display Y shows 0 and X shows 350.
How can I fix Y to Home in the + direction. I try changing M569 S0 which flip the X & Y axis.; Drive directions
M569 P0 S0 ; A
M569 P1 S0 ; B -
@Karim This seems similar to my printer voron 2.4 It would be easier for you to debug if you write pin number instead of xstop, ystop. The reason is to make sure x and y motors are not flipped, which happened to me
-
@Ghazi This is a Voron 2.4, All the stepper are wire the same colors, are you going in the + for X & Y direction when homing. How do I know if X and Y is Flip.
-
@Karim I checked my config file. B motor is X and A motor is Y. Check manual page 235
-
@Ghazi ok A & B was mixed, now it home in the + direction, Now my End stops is at MAX.
M119
Endstops - X: at max stop, Y: at max stop, Z: not stopped, Z probe: at min stop -
@Karim Try the old homing file and see if it works. I changed nothing for homing x and y. But for Z I added few lines to move the toolhead above the z endstop
-
@Ghazi Do you mind sharing you Config, X & Y & Z homing files.
-
@Karim I donot have the printer nearby. I can help if you share the homing files you are testing right now
-
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:20 GMT-0400 (Eastern Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Voron" ; set printer name M669 K1 ; select CoreXY mode ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; --- Z Drive map --- ; _______ ; | 6 | 7 | ; | ----- | ; | 5 | 8 | ; ------- ; front ; ; (looking at the printer from the top) ; Drive directions M569 P0 S0 ; A M569 P1 S0 ; B M569 P3 S0 ; Extruder M569 P5 S0 ; Z1 M569 P6 S1 ; Z2 M569 P7 S0 ; Z3 M569 P8 S1 ; Z4 ; Motor mapping and steps per mm M584 X0 Y1 Z5:6:7:8 E3 M350 X16 Y16 Z16 E16 I1 ; Use 1/16 microstepping with interpolation everywhere M92 X80 Y80 Z400 ; Set XYZ steps per mm (1.8deg motors) M92 E406 ; Set Extruder steps per mm ; Drive currents M906 X1200 Y1200 Z1200 E600 ; XYZ and E current M906 I30 ; Idle current percentage M84 S120 ; Idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X350 Y350 Z350 S0 ; set axis maxima ; Endstops M574 X2 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop M574 Z1 S1 P"zstop" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin zstop ; Z-Probe ;M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed ;M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous ;M501 ; load saved parameters from non-volatile memory ;M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:21 GMT-0400 (Eastern Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X355 Y355 F1800 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X355 ; home X axis G1 H1 Y355 ; home Y axis G1 X-5 Y-5 F6000 ; go back a few mm G1 H1 X355 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y355 ; then move slowly to Y axis endstop G1 H1 Z-355 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:21 GMT-0400 (Eastern Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X355 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 X-5 F6000 ; go back a few mm G1 H1 X355 F360 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:21 GMT-0400 (Eastern Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y355 F1800 ; move quickly to Y axis endstop and stop there (first pass) G1 Y-5 F6000 ; go back a few mm G1 H1 Y355 F360 ; move slowly to Y axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.3.13 on Fri Oct 14 2022 18:23:21 GMT-0400 (Eastern Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Z-355 F1800 ; move Z down until the endstop is triggered G92 Z0 ; set Z position to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
@Karim X & Y end stops M574 define high-end M574 X2, M574 Y2 switch them to low-end M574 X1 S1 p"xstop" & M574 Y1S1 P"ystop". The homing files should move in the negative values -355. Also, did you fix the mixed in wiring A & B motors
-
@Ghazi Ok that make the + movement for X & Y crash into the endstop.
-
@Karim My configuration might look different. The first config file in this post looks fine, but after switching A and B motors in the motor mapping M584 X1 Y0 Z5:6:7:8 E3. I attached a simple image for the x and y axes and where the original is on the printing bed (0,0) in the configuration
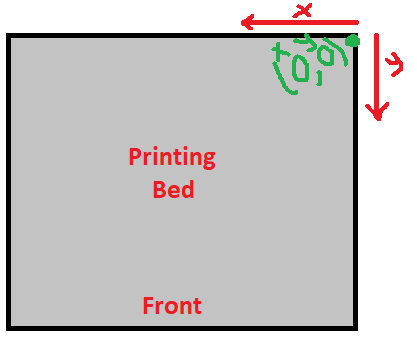
The point in green would be (350,350 ,0) after homing if you keep your current homing files. -
@Ghazi So you moving in the Negative to home X & Y.