how to turn off all fans at the end of print
-
@ratrig0331 You can use the
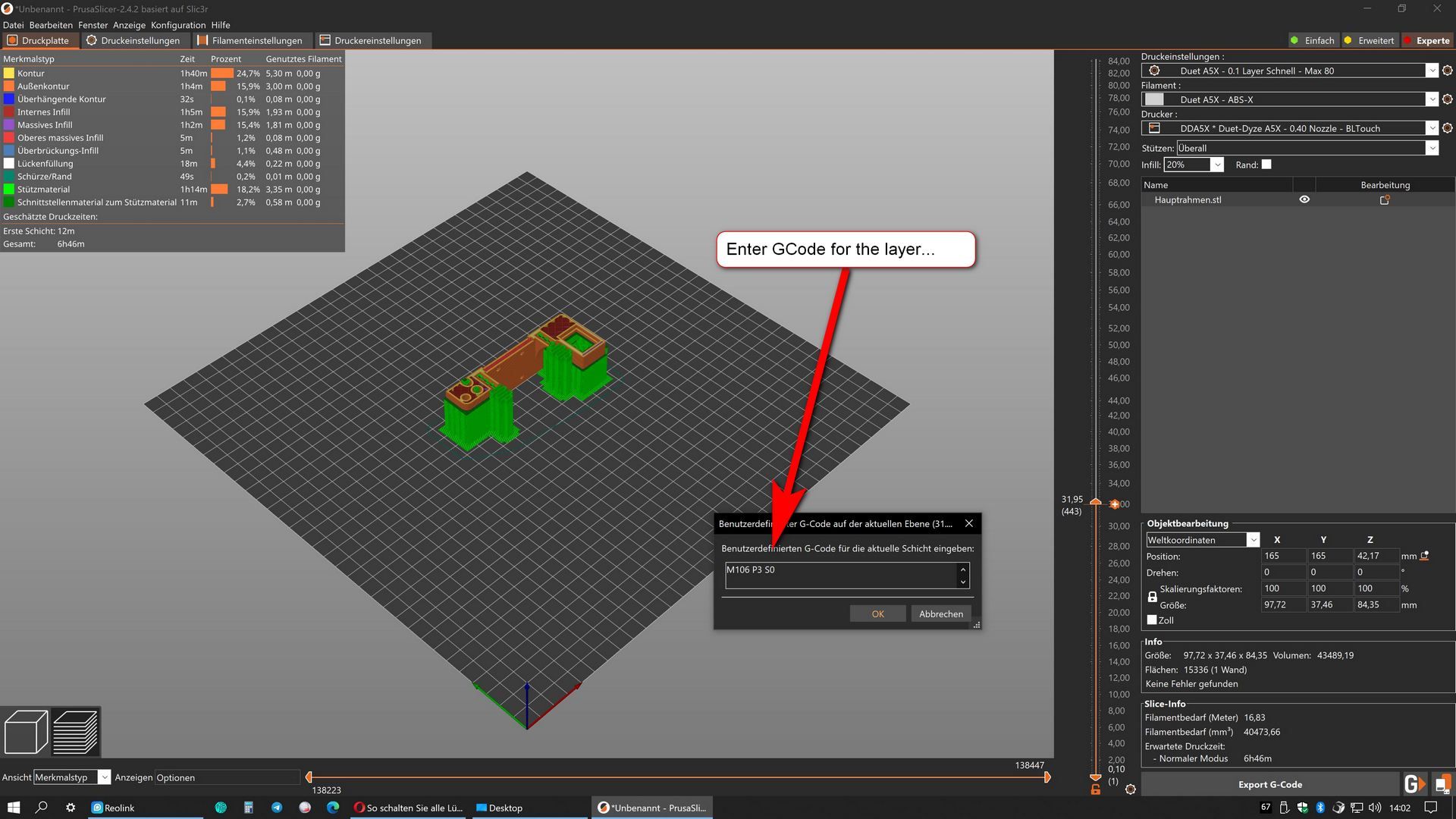
M106 Pparameter to specify the fan index to control. So to turn off fan #3 (M950 F3), useM106 P3 S0. -
@chrishamm what is I wanted to tell it to turn on at a certain layer height? Is that possible?
-
@ratrig0331
You can usually set this in the slicer from which layer height the fan should start.For example in PrusaSlicer...
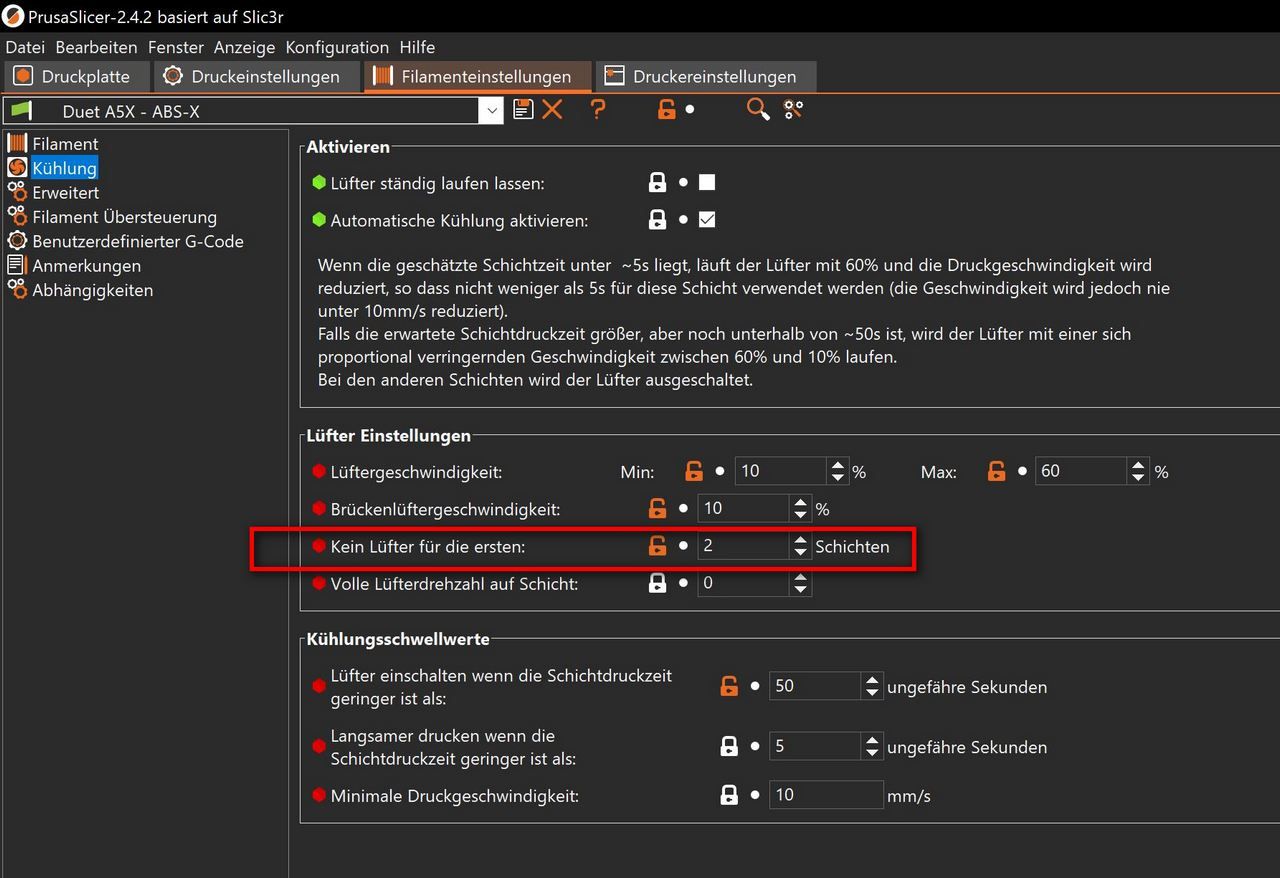
Sorry, German layout, but you will find it on you if you use PrusaSlicer.
Other slicers also have this setting.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder That's to control the part cooling fan, not a specific fan.
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
@ratrig0331 said in how to turn off all fans at the end of print:
@chrishamm what is I wanted to tell it to turn on at a certain layer height? Is that possible?
You'll have to do via the slicer or by editing the gcode file or possibly by using conditional gcode and probably daemon.g. The latter is complicated. If the fan is used as a part cooling fan, then the easiest way is to map that fan to a tool e.g. M563 P0 F3 would map fan 3 to tool 0 then any M106 command in the gcode file will set the speed for fan 3. If the fan is something other than a part cooling fan, then the next easiest way is to open up the gcode file in a text editor such as notepad++, locate the layer that you want the fan to come on at, then add the command M106 P3 Snn (where nn is the speed you want it to run at (0 to 255)).
-
@rushmere3d said in how to turn off all fans at the end of print:
@norder That's to control the part cooling fan, not a specific fan.
Oh that's the point.
I translate the page with Google Translate, and sometimes a page is translated so strangely that you almost have to guess what is meant.
I thought it was the component fan.")
-
@ratrig0331 said in how to turn off all fans at the end of print:
what is I wanted to tell it to turn on at a certain layer height? Is that possible?
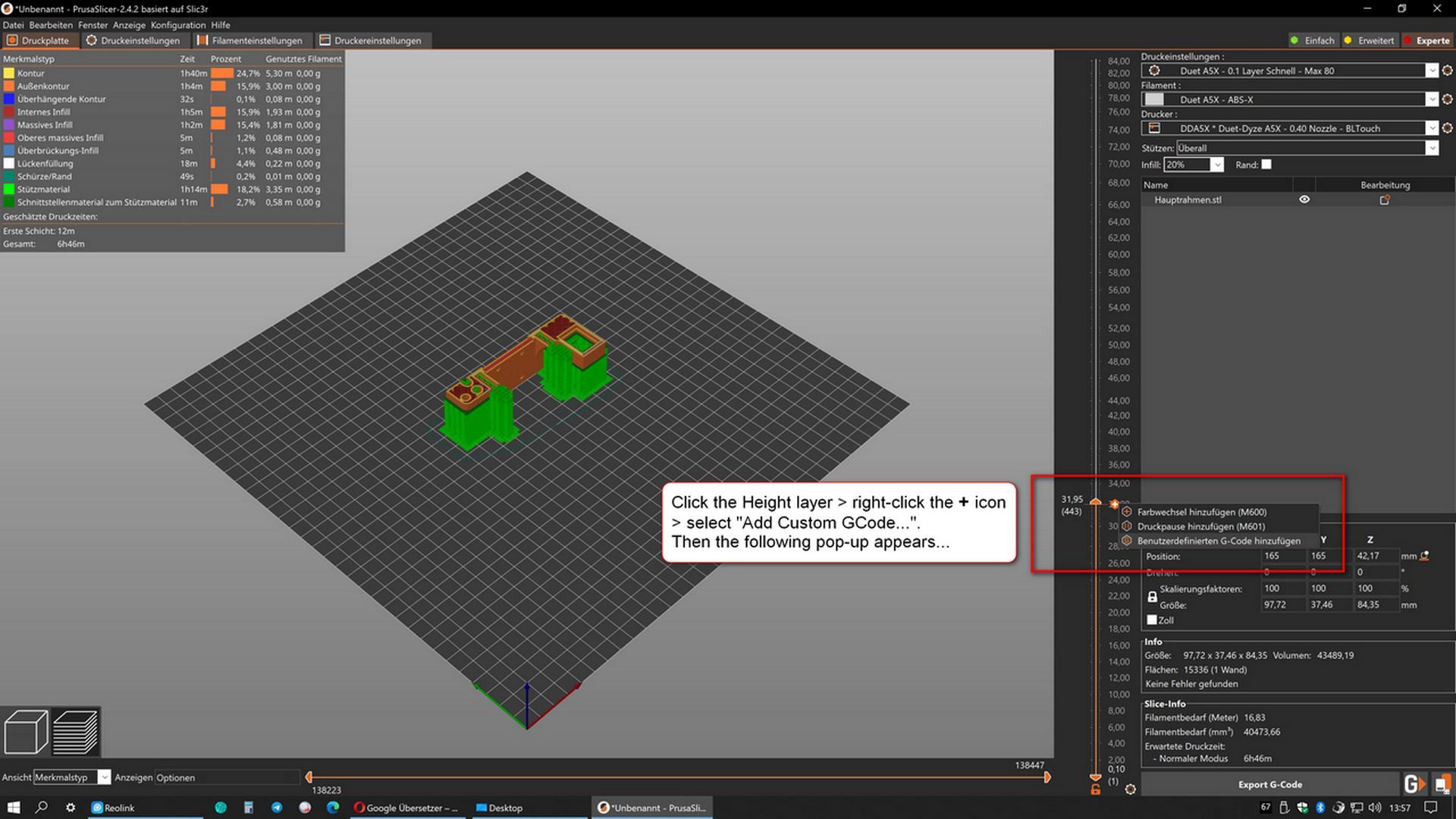
Inserting a GCode from a specific layer is easy with PrusaSlicer.
Here's an example...
I don't know which slicer you use, but maybe it will help you ?
Google Translate
--- Original Text ---Das einfügen eines GCode ab einem bestimmten Layer ist mit dem PrusaSlicer ganz einfach.
Hier ein Beispiel...
(Siehe Screenshots)Ich weiß zwar nicht welchen Slicer Du nutzt, aber vielleicht hilft es Dir weiter ?
DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder no that helps thanks I use both super slicer and prusa slicer depending on my needs. The reason for the question is some Prints like pla use cooling and some times need additional cooling so I turn on the towers, but if I run the print over night since I turn them on from the duet control it will run the fans all night until I turn them off in the morning even though the print took a hour ect…
Just one other question is there a timer macro that could be used at the end so when the print finishes run the fan for 5 minutes than turn off?
-
@ratrig0331
With the G4 command you can specify a pause that will wait until the next command is processed by the GCode.HERE the link to the GCode explanation.
-
@ratrig0331
You could create another printer profile by inserting this waiting time in the end GCode.
Then all you have to do is select the previous printer to print without an end wait instead of changing the GCode every time.PS:
Filaments can also be assigned an additional GCode.
So if only the PLA needs this waiting time or extra cooling for you.Google Translate
--- Original Text ---Du könntest Dir ein weiteres Druckerprofil anlegen in dem Du diese Wartezeit im End GCode einfügst.
Dann brauchst Du nur noch den vorherigen Drucker auswählen um ohne End-Wartezeit zu drucken anstatt jedes mal den GCode zu ändern.P.S.:
Auch Filamente können ein zusätzlichen GCode zugewiesen bekommen.
Also wenn bei Dir nur das PLA diese Wartezeit bzw extra Abkühlung benötigt.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder oooo how would I assign additional cooling for PLA?
-
@ratrig0331
Enter in the End-GCode of the filament that the fan you intended for it is switched on with M106, then with G4 a time how long the End-GCode should pause and then the M107 command to switch the fan off.I haven't tried it myself, but as far as I understand it should work.
Learning by doing.
Google Translate
--- Original Text ---Trage im End-GCode des Filaments ein das der Lüfter den Du dafür vorgesehen hast, mit M106 eingeschaltet wird, dann mit G4 eine Zeit wie lange der End-GCode pausieren soll und dann der M107 Befehl um den Lüfter aus zu schalten.
Ich habe es noch nicht selber probiert, aber nach meinem Verständnis müsste es funktionieren.
Learning by doing.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
If the PLA should be extra cooled right from the start, then write the M106 command in the Start-GCode of the filament.
And in the End-GCode there may be a pause to cool the filament even further after the end of the print until the G4 pause time has expired and then the M107 command comes as the last command to switch the fan off completely.Google Translate
--- Original Text ---Soll das PLA gleich von Anfang an extra gekühlt werden, dann schreibe den M106 Befehl in den Start GCode des Filaments.
Und im End GCode eventuell eine Pause um nach Ende des Druckes das Filament noch weiter zu kühlen bis die G4 Pausenzeit abgelaufen ist und dann als letztes der M107 Befehl kommt um den Lüfter komplett aus zu schalten.