Mesh bed leveling problem
-
Hello,
I can´t find any solution for me, can you help me, please?
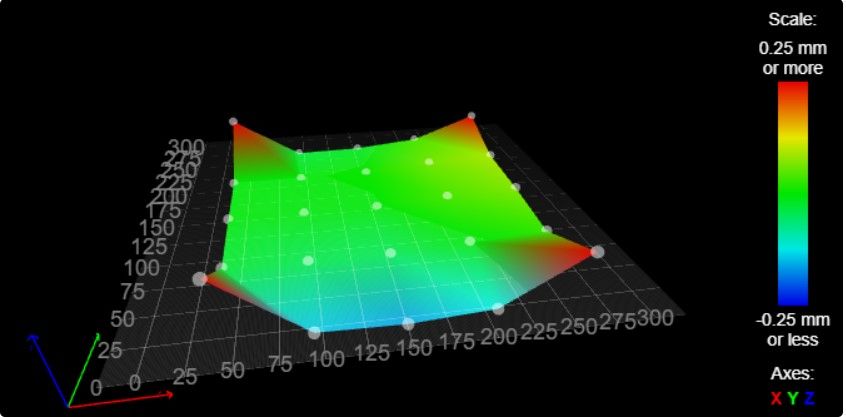
Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh.
4 points probed, min error 0.223, max error 0.401, mean 0.304, deviation 0.070
Height map saved to file 0:/sys/heightmap.csv; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.1 on Sat Aug 28 2021 19:21:07 GMT+0200 (Středoevropský letní čas) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Kostka" ; set printer name M669 K1 ; select CoreXY mode ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S0 ; physical drive 3 goes backwards M569 P4 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2:4 E3 ; set drive mapping ;M671 X-17:275 Y155:155 ; leadscrews at left (connected to Z) and right (connected to E1) of X axis M671 X35:275:275:35 Y35:35:275:275 P0.7 M208 X-19:329 Y0:310 ; X carriage moves from -5 to 205, Y bed goes from 0 to 200 M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X100.00 Y100.00 Z400.00 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E600.00 ; set maximum instantaneous speed changes (mm/min) M203 X12000.00 Y12000.00 Z3000.00 E6000.00 ; set maximum speeds (mm/min) M201 X1500.00 Y1500.00 Z100.00 E3000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S60 ; Set idle timeout ; Axis Limits M208 X-19 Y0 Z-10 S1 ; set axis minima M208 X320 Y311 Z320 S0 ; set axis maxima ; Endstops M574 X1 S1 P"!xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"!ystop" ; configure active-high endstop for high end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M558 P1 C"!zprobe.in" H5 F180 T5000 ; set Z probe type to unmodulated and the dive height + speeds G31 P100 X35 Y-4 Z0.50 ; set Z probe trigger value, offset and trigger height M557 X35:275 Y35:275 P2:2 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 R0.129 C894.9 D3.68 S1.00 V24.1 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 R2.276 C46.8 D60 S1.00 V24.2 ; disable bang-bang mode for heater and set PWM limit M143 H1 S300 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 L0 X255 B0.5 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"exp.heater3" Q500 ; create fan 1 on pin fan1 and set its frequency M42 P1 S255 M106 P1 H1 T50 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0:1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M308 S2 Y"drivers" A"DRIVERS" ; configure sensor 2 as temperature warning and overheat flags on the TMC2660 on Duet M308 S3 Y"mcu-temp" A"MCU" ; configure sensor 3 as on-chip MCU temperature sensor M950 F2 C"e1heat" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 H2:3 X1 B0.5 T35 ; set fan 2 valueM561 ; clear any bed transform G30 M557 X35:275 Y35:275 P2:2 ; define probe area and points G29 S0 ; probe and save height map -
Those last 4 lines of code - what file are they in?
Also what is the XY position with the G30 is executed?
Thanks.
Frederick
-
@fcwilt hello in mesh.g
-
@petr-k said in Mesh bed leveling problem:
@fcwilt hello in mesh.g
Thanks.
To correctly set the Z=0 Datum, which must be done before creating/loading a height map, it must always be done at the same XY location.
What location are you moving to before the G30?
Frederick
-
@fcwilt I send G28 before G29
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.1 on Sat Aug 28 2021 19:21:07 GMT+0200 (Středoevropský letní čas) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-315 Y315 F3000 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X-315 ; home X axis G1 H1 Y315 ; home Y axis G1 X5 Y-5 F6000 ; go back a few mm G1 H1 X-315 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y315 ; then move slowly to Y axis endstop G90 ; absolute positioning G1 X120 Y159 F6000 ; go to first bed probe point and home Z M558 A1 F180 ; Set single probing at faster feed rate G30 ; home Z by probing the bed M558 A5 S0.03 F90 ; Set multiple probing at slower feed rate G30 ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
OK so the homing code is setting the XY position used by the G30.
And you are also doing the same when creating the height map?
And, just out of curiosity, why are you doing two G30s in your homing code? Two speed probing is already a feature of the firmware.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@fcwilt said in Mesh bed leveling problem:
And, just out of curiosity, why are you doing two G30s in your homing code? Two speed probing is already a feature of the firmware.
Yes, but only recently. This was the common way to do it before now.
-
@fcwilt Hello two speeds are where in firmware please?
-
@phaedrux Any simple gcode for leveling? I edit G28 gcode too.
-
This post is deleted! -
@petr-k said in Mesh bed leveling problem:
@fcwilt Hello two speeds are where in firmware please?
From the docs:
From RRF 3.3 you can provide two F parameters instead of one, where the second is lower than the first, for example F1000:500. When doing a plain G30 command, an additional probe will be done using the first speed to establish the approximate bed position, before one or more additional probes are done using the second speed. The first speed will not be used when probing at a defined point or when mesh bed probing.
Frederick
-
@fcwilt In M558 doesn't work
-
@petr-k said in Mesh bed leveling problem:
@fcwilt In M558 doesn't work
Could you elaborate a bit on that?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@petr-k said in Mesh bed leveling problem:
@phaedrux Any simple gcode for leveling? I edit G28 gcode too.
Do you mean to level the bed, or to create the mesh for the surface?
Maybe this helps to explain
https://duet3d.dozuki.com/Wiki/Using_the_manual_bed_levelling_assistant -
@fcwilt G32 works fine, but G29 has problem, so mesh.g
-
This post is deleted! -
@phaedrux Level the bed, I mean G29 settings
-
-
That looks pretty good. Are you still getting the error about the offset?
Have you done a test print with it active to see if it's working as expected? -
@phaedrux Looks good, but what about the four points in corners? I started printing yesterday and first layer looks good. Object was in the center of bed and has diameter 150 mm.