G31 X35 Y-4 Z0 P500 was the problem, I had two parameters P (P0 and P500), now works great
Best posts made by Petr K
-
RE: NPN sensor problemposted in Firmware installation
Latest posts made by Petr K
-
RE: Mesh bed leveling problemposted in Tuning and tweaking
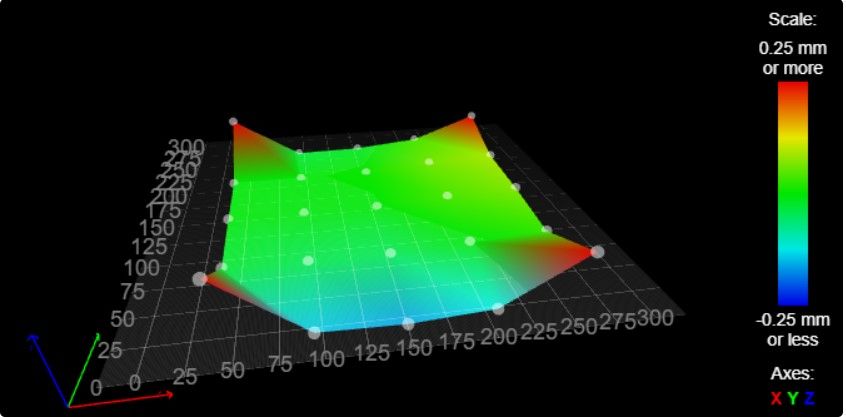
@phaedrux Looks good, but what about the four points in corners? I started printing yesterday and first layer looks good. Object was in the center of bed and has diameter 150 mm.
-
RE: Mesh bed leveling problemposted in Tuning and tweaking
@phaedrux Level the bed, I mean G29 settings
-
RE: Mesh bed leveling problemposted in Tuning and tweaking
@fcwilt G32 works fine, but G29 has problem, so mesh.g
-
RE: Mesh bed leveling problemposted in Tuning and tweaking
@phaedrux Any simple gcode for leveling? I edit G28 gcode too.
-
RE: Mesh bed leveling problemposted in Tuning and tweaking
@fcwilt Hello two speeds are where in firmware please?
-
RE: Mesh bed leveling problemposted in Tuning and tweaking
@fcwilt I send G28 before G29
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.1 on Sat Aug 28 2021 19:21:07 GMT+0200 (Středoevropský letní čas) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-315 Y315 F3000 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X-315 ; home X axis G1 H1 Y315 ; home Y axis G1 X5 Y-5 F6000 ; go back a few mm G1 H1 X-315 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y315 ; then move slowly to Y axis endstop G90 ; absolute positioning G1 X120 Y159 F6000 ; go to first bed probe point and home Z M558 A1 F180 ; Set single probing at faster feed rate G30 ; home Z by probing the bed M558 A5 S0.03 F90 ; Set multiple probing at slower feed rate G30 ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning