Problems with the A-axis
-
Good morning @dc42,
I have a machine with 4 independent heads.
I am using one Duet 3 Mainboard 6HC and two Duet 3 Expansion 3HC all updated to 3.4.0 beta5 (I have also tested 3.4.0 beta3)
This is the layout of the machine
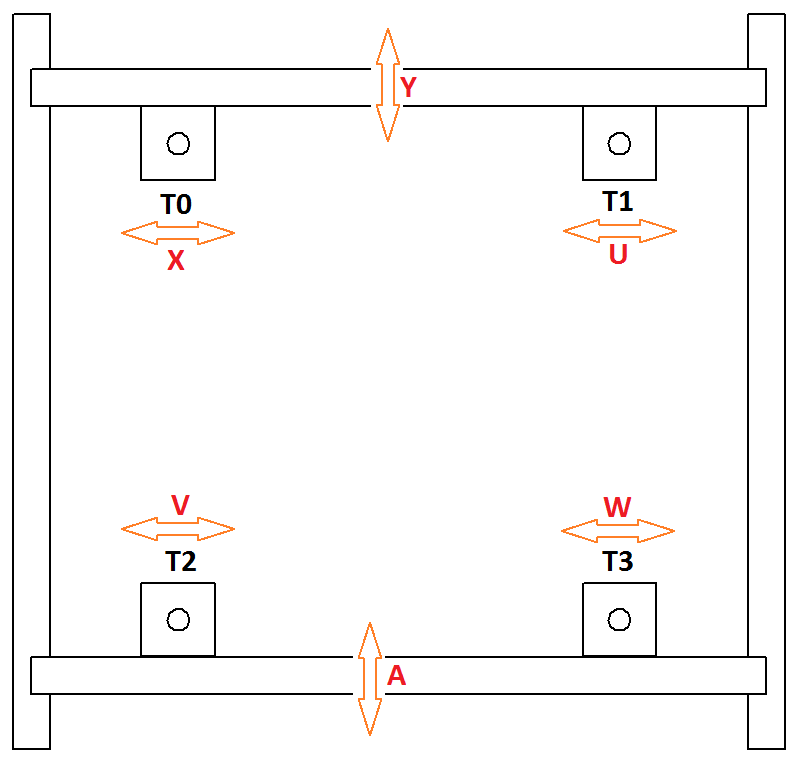
This is my configuration
M569 P0.0 S1
M569 P0.1 S1
M569 P0.2 S0
M569 P0.3 S0
M569 P0.4 S1
M569 P0.5 S0
M569 P1.0 S0
M569 P1.1 S1
M569 P1.2 S1
M569 P2.1 S1
M569 P2.2 S1
M584 X0.0 Y0.4 Z1.0 U0.1 V0.2 W0.3 A0.5 E1.1:1.2:2.1:2.2
M350 I1 X16 Y16 Z16 U16 V16 W16 A16 E16
M92 X100 Y100 Z1600 U100 V100 W100 A100 E150:250:250:150
M566 X600 Y600 Z12 U600 V600 W600 A600 E8000:600:600:8000
M203 X6000 Y6000 Z600 U6000 V6000 W6000 A6000 E9000:6000:6000:9000
M201 X1200 Y1200 Z24 U1200 V1200 W1200 A1200 E8000:1200:1200:8000
M906 I30 X360 Y2000 Z1600 U360 V360 W360 A2000 E1360:1360:1360:1360
M84 S60The problem is that when I print only with T0 or T1 everything works correctly, but when I print with T2 or T3 it's as if the A axis doesn't have the accelerations, the jerk or another kind of parameter like the Y axis, because it works in jerks, as if in some points it accelerates more than it should. On the other hand, when I print all the heads at the same time in Copy or Mirror mode, the Y and A axis work correctly.
I have checked the object models and I have compared the Y axis with the A axis and everything is the same.
note: I have to use at least beta3 because if not I have the problem that some axes are not synchronized correctly.
note: The G-code is exactly the same, i have changed manually the command T0 by T2, to proof that it was not due to generate different G-codes, and it happened the same
If something is not understood consult me
Thanks in advance
-
@aitor the A axis is treated as rotary by default. To make it a linear axis, add parameter R0 to the M584 command in which it is created. See https://duet3d.dozuki.com/Wiki/M584.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
Thank you very much @dc42,
I didn't know what else to look at, it was driving me crazy.
This is what I did just in case, it's correct? I added the S command as well.
M584 R0 S0 X0.0 Y0.4 Z1.0 U0.1 V0.2 W0.3 A0.5
M584 R1 S1 E1.1:1.2:2.1:2.2:2.2When an axis is set to rotary mode, what happens? would it also not respect M208? in which cases should it be used? If I use a conveyor base should I treat it as linear or rotary? This is my next project
Where can I find section 2.1.2.5 of the NIST GCode standard?
Thanks