1HCL Beta Test - motion judders, but only in 1 direction
-
Hi Folks,
Finally getting somewhere with my 1HCL testing, after resolving teething issues with the help of @T3P3Tony (much appreciated) now down to some nitty gritty. @lirwin17 Tony said I should tag you on this too.I'm getting juddering motion but only when I move the bed of my printer counter clockwise.
See video https://youtu.be/kXcMR7FgLaU.
I had similar issues with some of my polar specific tuning prints on beta 3 firmware. See Squair and Round test prints below. Albeit I haven't got that far yet on beta 4.
For the Squair print specifically when the bed axis starts decelerating there was a sharp kick during transition from accel to decel you can hear a sort of knock coming from the motor. The Squair has a side length of 200mm and is centred on the bed.
The round print juddering just seems to be speed related as its at a small radius, but similar sounds. The outer circle is 150mm dia, and is centred on the bed.
It's definitely speed related as at lower rotation speeds the issue isn't present. This is not present in open loop operation either.
My PID tune isn't that aggressive IMO - M569.1 P123.0 T1 C12.0 E40.0:20.0 R300 I10 D0.27
This is my feedback setup.

Config download config (3).g
Any thoughts would be much appreciated
")
Cheers
Barry MPolar Duet3 Mini + 1HCL
https://youtube.com/playlist?list=PLWjZVEdMv1BY82izahK45qKh-hp3NFkix
Wanhao D4S: Duet2
https://forum.duet3d.com/post/296755
K40 Laser, Duet2
https://forum.duet3d.com/post/312082
Wanhao D5S
https://www.youtube.com/CNCModellerUK -
@cncmodeller said in 1HCL Beta Test - motion judders, but only in 1 direction:
It's definitely speed related as at lower rotation speeds the issue isn't present
What speed does this start happening?
Its odd that's its only in one direction. Is there any difference in the open loop movement at all in the different directions?
-
@t3p3tony said in 1HCL Beta Test - motion judders, but only in 1 direction:
What speed does this start happening?
I need to do some more specific testing to characterise that. Should get into it at the weekend. To get a feel for it I tried doing fixed +ve X moves in Y that ran successively smaller X values i.e. closer to the origin and it only appears counterclockwise and close to the origin.
Its odd that's its only in one direction. Is there any difference in the open loop movement at all in the different directions?
No open loop seems to be unaffected.
I am wondering if it's something to do with my hardware, specifically the feedback belt and pulleys. There is some "wobble" in the pulleys but I'd expect that to impact both directions.
-
@t3p3tony is there any way to recor a large move so I can see if the encoder values are leading the motor judders? I'm thinking that way I might be able to distinguish if my hardware is causing my issues.
I tried using the plugin to execute a move with custom gcode but I done seem to get a usable plot of encoder Vs steps.
Any thoughts would be much appreciated.
Cheers
BPMPolar Duet3 Mini + 1HCL
https://youtube.com/playlist?list=PLWjZVEdMv1BY82izahK45qKh-hp3NFkix
Wanhao D4S: Duet2
https://forum.duet3d.com/post/296755
K40 Laser, Duet2
https://forum.duet3d.com/post/312082
Wanhao D5S
https://www.youtube.com/CNCModellerUK -
@cncmodeller
Not sure if it is of any use, but I'd use an angled bracket for the encoder or bend the bracket along the red line. It might reduce oscillations coming from the belt-teeth.

-
@o_lampe said in 1HCL Beta Test - motion judders, but only in 1 direction:
@cncmodeller
Not sure if it is of any use, but I'd use an angled bracket for the encoder or bend the bracket along the red line. It might reduce oscillations coming from the belt-teeth.
You read my mind lol... I'm already working on that, albeit I didn't think of just bending the one I already have!
I'm thinking that my main issue might be low quality pulleys as they must be a little eccentric because the bracket is periodically flexing slightly.
Plenty to dig into!
-
is there any way to recor a large move so I can see if the encoder values are leading the motor judders
This is coming in a beta soon

What you could do for now is a short recording whilst the motor is moving. So when the motor starts juddering, hit record in the plugin. That should record a short snippet in very high resolution.This might actually be preferable to a long recording in high resolution because you're going to end up with a lot of data and a huge file!
-
@t3p3tony said in 1HCL Beta Test - motion judders, but only in 1 direction:
What speed does this start happening?
I use this command to get a pure bed rotation "G91 G1 H2 Y-60 F2600 G90", with radius carriage at 296mm.
Any feed rate significantly above this starts to cause issues. +ve moves are good to max rotational speed, seems to top out and about F6000+, I need to do the maths to figure out what that means in terms of deg/s. When I'm issuing a H2 Y move in polar mode what does the F mean, I assume its the motion speed along the circumference??? Polar rotation is currently limited to 30deg/s as follows M669 K7 A60 F30 H296.0 R0:296.0 S50 T.5. I might wind this back to get going with some closed loop printing.
The move in this video is +-60 Deg, F3000:- https://youtu.be/GvQVfEVSXE8
@o_lampe you might notice the modified bracket, much sturdier now!!
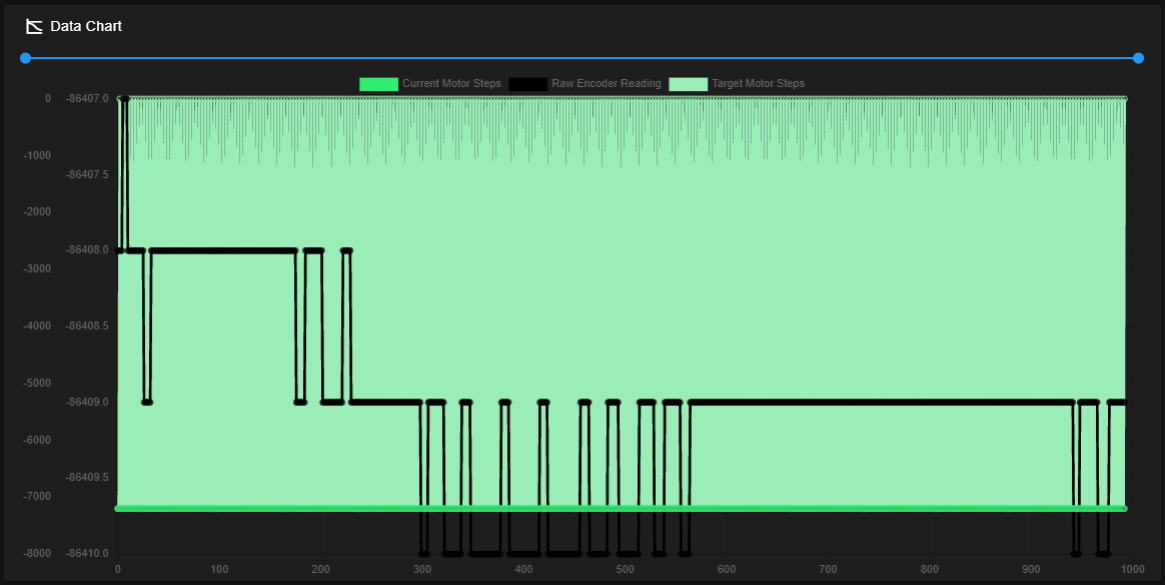
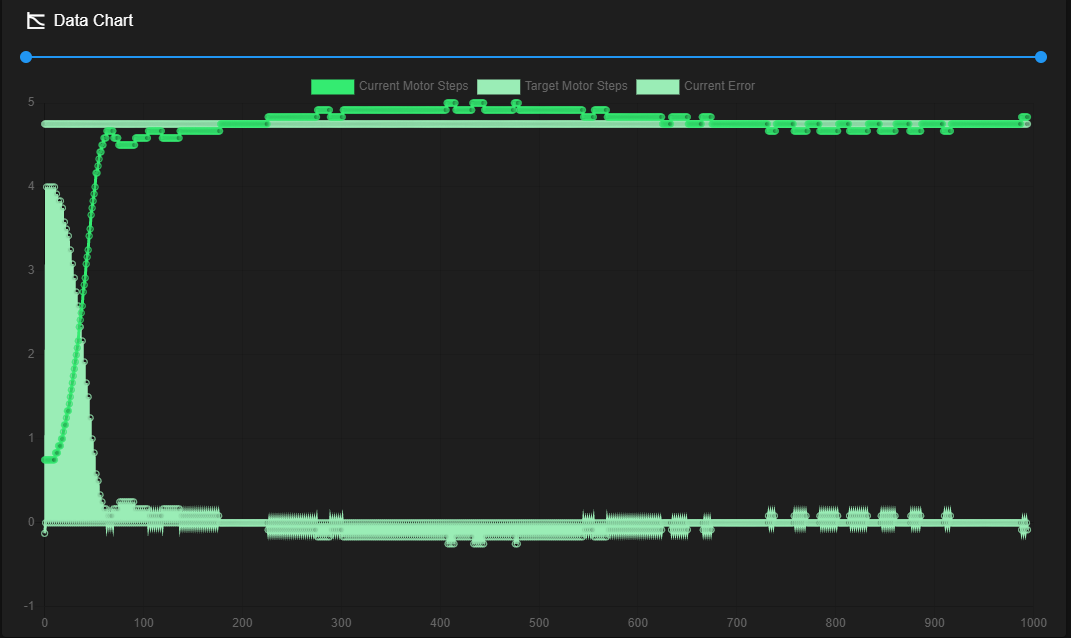
@lirwin17 I've attached a recording done in the manner you suggested. The graph I get doesn't really make any sense to me perhaps the raw data might make sense to you!
@T3P3Tony I've also had another couple of 1HCL connection glitches, I've emailed you diagnostic data.
As always any thoughts would be much appreciated.
Cheers
Barry MPolar Duet3 Mini + 1HCL
https://youtube.com/playlist?list=PLWjZVEdMv1BY82izahK45qKh-hp3NFkix
Wanhao D4S: Duet2
https://forum.duet3d.com/post/296755
K40 Laser, Duet2
https://forum.duet3d.com/post/312082
Wanhao D5S
https://www.youtube.com/CNCModellerUK -
@cncmodeller we expect to release new RRF firmware tomorrow, including significant updates to the EXP1HCL firmware.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in 1HCL Beta Test - motion judders, but only in 1 direction:
@cncmodeller we expect to release new RRF firmware tomorrow, including significant updates to the EXP1HCL firmware.
Thanks for the heads up @dc42 I'll keep an eye out!