Vertical banding on COREXY machine
-
@zabana Yep, looks just like mine. Still haven't found a problem, but I'm suspecting not mechanical after weeks of work. Some say get Klipper.
-
@phaedrux sure I can
")
It is a sherpa mini, but i modded it to integrate in to the carriage for weight reduction.
I also yesterday replaced the bearings and the gears to a better newer ones I had here because just in case...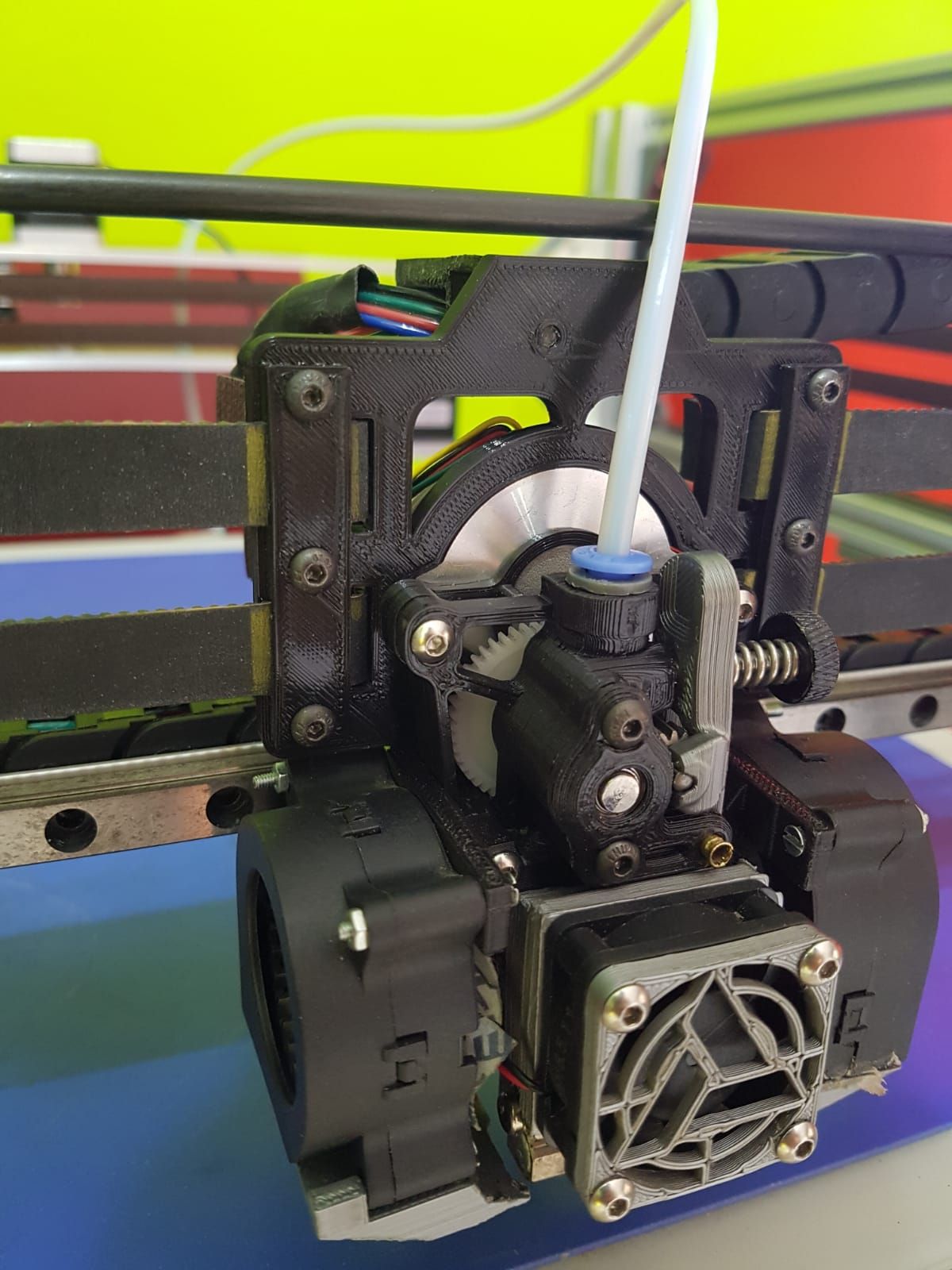
-
I did a few tests yesterday, I updated the steps from 1401 @ 1/32 to 1404 so at full steps is a round number but it did not helped.
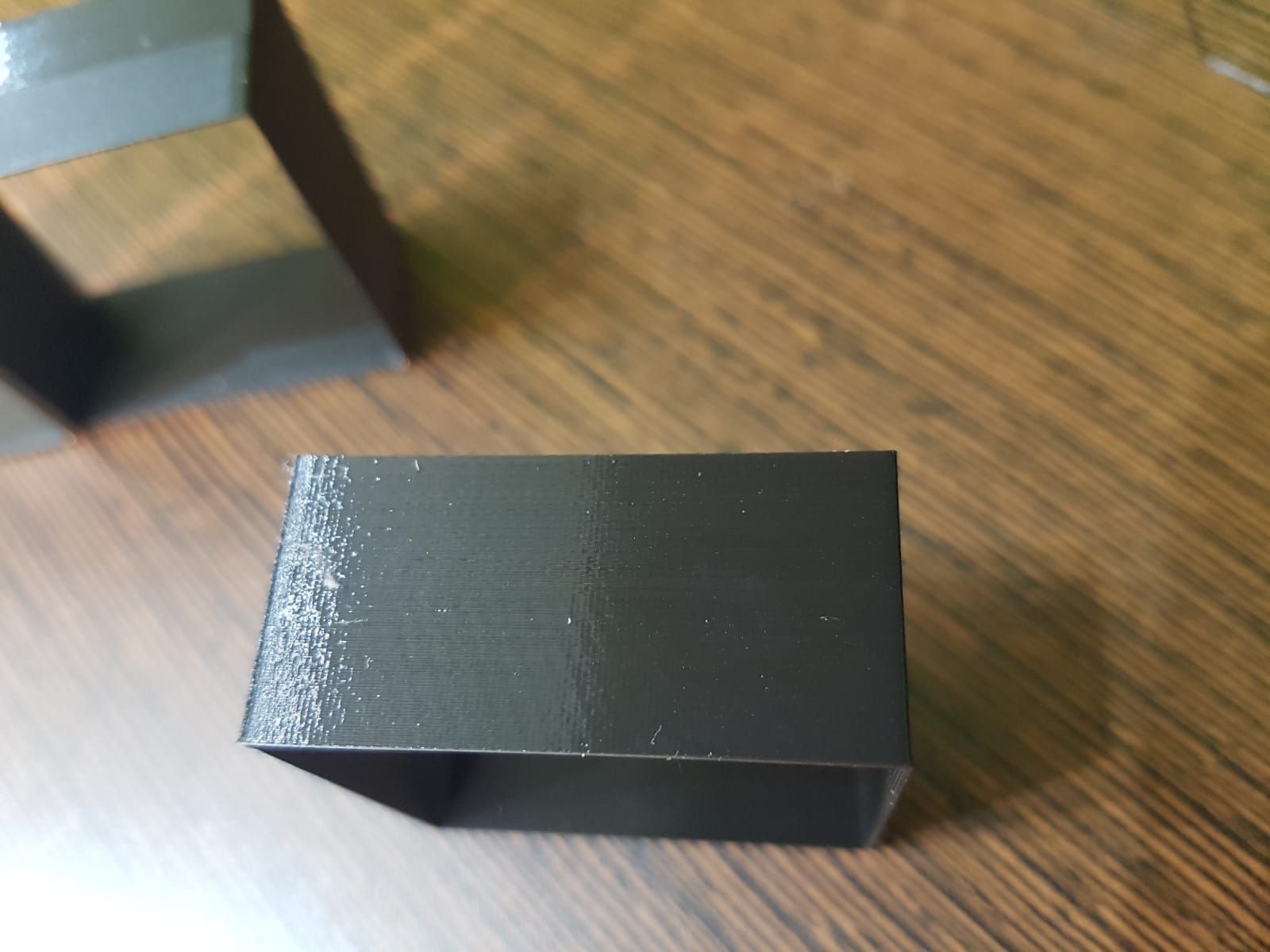
Also did a test printing 3 squares, all of them 40x40x20, first half 30mm/s and second half 60mm/s, at 0.1 0.2 and 0.4 layer height. The 0.1 has no much difference, the 0.2 has better perimeter at higher speed and the 0.4 is the winner, the slow part almost doesn't show the issue and the fast one shows nothing at all.
The nozzle is a 0.4mm one
So I am more than convinced that it is related to the extruder at slow speeds but don't know why yet...Here are some pics


-
@donstauffer I read about klipper but not sure I want to mess with a new firm yet...
-
@mrehorstdmd said in Vertical banding on COREXY machine:
Could this be affected by pinch roller pressure on the filament? It seems to me that the extruder gears are likely to be a lot smoother than the drive gear(s) biting into the filament.
The effect would probably vary with filament type (PLA seems harder than ABS and PETG). It would be easy enough to test. Try the print at one tension setting and then loosen or tighten the tension and run the same print again.
The BMG dual gears might have an influence too. Depending on the pinch roller pressure they mesh in different ways.
Also the bearings and the 'lightweight' housing can cause issues. (I always wondered, why the original BMG housing is so bulky) -
@zabana
Finding the sweet spot between too slow and too fast is one step on the learning curve. And it can change, when you set different jerk settings. -
@o_lampe dont know but after more than 10 years printing I do prefer certain perimeters slow at 30 for quality printings
-
I had the same problem with artifacts in my prints. I found that even "higher grade" Bondtech drive gear clones sometimes have severe runout. Upgrading to genuine Bondtech gears solved the problem. They are really worth the price.
-Max
-
@maxgyver said in Vertical banding on COREXY machine:
drive gear clones sometimes have severe runout.
That's definitely worth looking for, but a runout wouldn't cause such fine lines. That would show up twice per turn of the drive gear.
With the right formula it would be possible to calculate where the problem is.
Microsteps, gear ratio, drivegear diameter, filament diameter, extrusion width, layer height vs. vertical line distance. -
@maxgyver that's something I am thinking about to buy, also ceramic bearings so the full setup will be top notch but I am afraid more money expended with same result as it was to purchase genuine LL gates idlers and pulleys

-
@o_lampe as time pass and the more test I do I am more convinced that thus is something related on how the firmware process small ammounts of filament extrusion and send the steps pulses to the stepper, because if the requested ammount to ve extruder is the same but faster seems to be ok or if the ammount to be extruded is higher due to 0.4 layer height instead 0.2
Maybe someone can give light about it... -
@zabana said in Vertical banding on COREXY machine:
@o_lampe as time pass and the more test I do I am more convinced that thus is something related on how the firmware process small ammounts of filament extrusion and send the steps pulses to the stepper, because if the requested ammount to ve extruder is the same but faster seems to be ok or if the ammount to be extruded is higher due to 0.4 layer height instead 0.2
Maybe someone can give light about it...Maybe inertia at high speed solving a lack of microstepping torque at slow speed?
-
@zabana
If it turns out, Klipper produces better results even without acceleration sensor/input shaper, it would be interesting to compare the e-step pulses on a scope. It can't be hardware related then, so it's in the code. Although @droftart confirmed, both FW use the same default settings for stealthchop: it's what you make of it...
Faster extrusion makes the driver change from stealthchop to spreadcycle mode and suddenly your result looks better...? Why can't we switch off stealthchop for extruders? -
@o_lampe said in Vertical banding on COREXY machine:
@zabana
If it turns out, Klipper produces better results even without acceleration sensor/input shaper, it would be interesting to compare the e-step pulses on a scope. It can't be hardware related then, so it's in the code. Although @droftart confirmed, both FW use the same default settings for stealthchop: it's what you make of it...
Faster extrusion makes the driver change from stealthchop to spreadcycle mode and suddenly your result looks better...? Why can't we switch off stealthchop for extruders?That would be very interesting. I'm suffering resonance at lowish speeds, and I wonder if there could me some slight mistimming in the step signals that klipper got better.
-
@o_lampe if I am right the duet wifi is not on stealth but in spread so if it does is not programmable or modificable.
This afternoon will try because just in case with absurd high jerks and accelerations on the extruder -
@o_lampe In this case (using a Duet WiFi) the drivers (TMC2660) do not support stealthchop so switching is not likely to be an issue.
What makes you think that you can't set an extruder driver to be in spreadcycle mode all of the time (on boards that have drivers that support both modes)? As far as I'm aware there is nothing to stop you using the D2 option to M569 with a driver that will be used as an extruder.
-
@gloomyandy
my remarks were about the various threads about vertical lines. Other users with Duet3 Mini have reported similar issues, so I thought it was worth mentioning.
It's good to know, that there's a way to modify driver settings. It's the first time someone mentioned it in this context. -
@zabana
They don't have to be absurd high, just enough so they aren't the bottleneck in the whole motion. -
@o_lampe yes, I know, and now they are good enough but because just in case I will try it but doesn't have too much espectation about it solving the problem.
-
Is that a self-made extruder design?