Error: bad Command XXX W/RRF 3.2 and leveling issue
-
@3DPrintingWorld said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
I was sitting behind the printer when I typed it.....
Lol that makes much sense!
I also get the error when selecting "upload and start".
I assume it is then running the the start Gcode from the slicer. Does it just call G28, so homeall.g, or does it call single axes homing macros for instance with G28 Y, G28 XU... Asking because only homeall.g is posted here for review.
it only needs to be defined once in config.g if it's creating an axis.
Thanks @Phaedrux for correcting my wrong assumptions!
-
@Guillaume-G said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
Does it just call G28, so homeall.g,
I call the G28 in the start script. My plan at first was to call them individually, but that way you cant start homing X and U at the same time.
-
@martin7404 said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
o fo MGW9H I got 150 EUR with 5 days delivery rail and 2 blocks> For MGN9H with Z1 preload they have in stock about 100 EUR for set rail and 2 blocks
So you are going to try them both?
-
@3DPrintingWorld for now MGN9 with preload if the paly is not present I will stop there, printing my 3 mm rised toolplate now
-
@3DPrintingWorld said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
I call the G28 in the start script. My plan at first was to call them individually, but that way you cant start homing X and U at the same time.
It's a trade off - optimizing homing versus code simplicity.
My homeALL.g has always gone for simplicity:
M98 P"homeZ.g" M98 P"homeX.g" M98 P"homeY.g"At first I went the more "traditional" route of having actual homing code in homeALL.g.
But then as I considered the ratio of time spent homing and time spent printing the potential for optimization was discarded in favor of code simplicity.
Your mileage may vary.
")
Frederick
-
@fcwilt At one point I tried that but I went back to having everything in the homeall because it really does save some time, epically considering that this printer has an additional U axis. It is really nice and clean though, maybe I'll revisit it once I get this mess figured out.
-
I wonder why no-one replied about the fact that you get a different behaviour when starting from power off or when rebooting after loading config.g.
Same thing about the upload and print function which causes crashes.
I would have thought these hints would point towards a limited number of possible causes.
I imagine some config detail could sometimes be overwritten depending on the sequence the config files or macro are loaded...I thought about something else:
We have a difference in our M669 (kinematics type config).
You haveM669 K0 Y1:-1:0:1As I didn't really understand why there was a minus sign regarding Y to Y reaction, I didn't go for it and used this instead:
M669 K0 Y1:1:0:1I think the only other implication is that I need to have my Y motor directions reversed compared to yours in the M569 statements.
Speaking about it here in case the negative sign in M669 would be causing your issues somehow.
-
@3DPrintingWorld I think we've hit the point where this thread is too sprawling to follow closely. IF you're still having some issues, please start a new thread with a summary of details and all the configs etc.
-
Might be a good idea to make a tread like "Duet wifi on MULDEX printer "
What you think ? -
@Guillaume-G
I fail to understand the logic in M669Muldex IDEX Duet2+Duex5
Custom CoreXY 600x400 Hemera , Duet3+Toolboard+1HCL closed loop
Sapphire Pro with Duet2, with closed-loop motors
custom high temp E3D tool changer with Duet2+Duex -
@martin7404
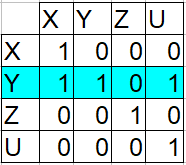
Yes I took me some time to understand the matrix concept the M669 description refers to.I use
M669 K0 Y1:1:0:1K0 is for Cartesian
The rest is about which axis interacts with which.On the Muldex, Y movement causes X and U to move with a ratio of 1 and the other axes movements are considered independent.
This should speak better than words:
-
@Guillaume-G Thank you Now I understand
-
@martin7404 said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
I fail to understand the logic in M669
I did not understand the logic either. I found it defined on the forum somewhere but it did not work for me as written so I swamped the numbers around until it worked... I was hoping that I was not going to have to admit that.
-
@Guillaume-G Thanks for that, I studied the documentation for a while but could not understand it, now I do. I'll remove the negative.
-
@Guillaume-G
I found the original topic. You can see that DC has a negative number in the M669 he suggest for the user to use as well.https://forum.duet3d.com/topic/7796/haq-xy/17?_=1614288039698
-
@Phaedrux I plan on moving to a new thread and only cover one topic, I just wanted to try a couple things before I do but I have not had the chance.
-
@Guillaume-G said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
I use
M669 K0 Y1:1:0:1Gui, I was able to remove the negative by reversing the direction of both Y motors. Thanks!
-
@3DPrintingWorld Noted I will follow
BTW today assembled the original HIWIN MGN9Z0 ( by book it is 0 tolerance rail to balls) rail on the 2020 extrusion. I mounted the new carriage with 2 bolts and there is No play at all compared to LDO MGN9 that have. OF course, the real test will be when I swap the whole thing into the printer -
@3DPrintingWorld said in Error: bad Command XXX W/RRF 3.2 and leveling issue:
G1 H2 X5 U-5 F7500 ; go back a few mm
I think I resolved the issue with the "Probe was not triggered" error. When I split the Y axis and home it to two different switches, this movement causes the U axis to move towards the endstop. I think if the Y axis is to much out of skew when the homing starts, it would cause the U axis to already be past the endstop switch.
My guess is I only saw this issue when I uploaded changes to the config was because I recycled power which would allow the y-axis to relax and skew.
I changed the line above to G1 H2 X5 U-10 F7500, and have not had it happen yet.
-
Scratch that, it still crashes... I thought testing it ten times was enough but it did it the right after writing the reply. lol
Its so intermittent, its going to make it harder to catch.