Tool-change end-stop?
-
For a tool-change device, I need to move Y-axis towards the tool-change location till an end-stop is triggered. That end-stop is not Y-axis end-stop but an additional one.
How can I achieve that? Let us assume that the additional end-stop belongs to U-axis.
A solution, ideally, should not change Y axis location information for future moves (so machine does not need to be homed in Y-axis after completing this move).
I am using version 2.05 but I guess I could upgrade my Duet 2 Wifi to a newer version if needed.
Thanks a lot,
misan
-
Using RRF3 makes endstop and pin assignments a lot more flexible.
I'm not sure exactly how this is arrange though. The Y axis needs to move to a separate endstop than the Y axis?
But you say it's the U axis?
diagram? photo?
-
Y-axis has its own end-stop for homing purposes.
But when Y-axis moves to "dock" the tool changer there is another end-stop involved (the input I am planning to use is U-axis end-stop, but I could use any other input if better).
Y-axis homing works as expected, and each time a tool change I have to send the Y-axis back (at a certain X location) so it will engage with the tool changer. I am backing the Y-axis for that purpose until the carriage "contacts" with a special end-stop for that only purpose.
One approach that seems possible is to change config as if now the Y-axis has to use this new end-stop and then to do a homey.g, but that approach would alter the Y-axis coordinates (nothing that could be fixed) doing a new (and now proper) home of Y-axis now using the real Y-axis end-stop (at a different X-location so I am not knocking down the tool-change mechanism).
But I wonder if there is another way to achieve a similar result that would not alter the Y-axis origin of coordinates.
Thanks a lot,
misan
P.S: drawing is coming soon -
@misan said in Tool-change end-stop?:
But I wonder if there is another way to achieve a similar result that would not alter the Y-axis origin of coordinates.
The latest RRF beta builds have a new H4 option on the G1 command, which stops when an endstop is triggered without affecting the origin.
You can also use a G1 H3 command, which stops when an endstop is triggered and changes the corresponding M208 limit to the current position. Then use M208 to reset the limit.
-
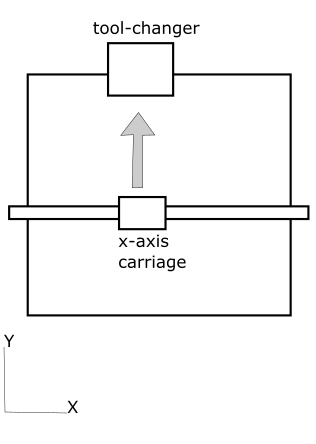
Here you have a picture of the setup. Both X and Y axes have end-stops for homing purposes.
A third end-stop is located in the tool changer in a way that detects when the carriage bumps into it (due to tolerances and the need of some contact force the Y coordinate may change from one operation to the next one, thus the need of an end-stop here instead of using a pre-determined fixed Y coordinate for that move).
@dc42 I see the usefulness of H4 option (it does the homing move without affecting the origin, which is what I needed). But, I guess I need to temporarily change Y-axis home end-stop source for that coupling move. How can I do that?
Thanks a lot,
misan
Oops, my edit is being flagged as spam, maybe I attempted too many edits after the post (just trying to fix the typos
")
-
@misan said in Tool-change end-stop?:
But, I guess I need to temporarily change Y-axis home end-stop source for that coupling move. How can I do that?
Use the M574 command. Don't forget to set it back to the original value as in config.g afterwards.
-
Thanks @dc42 . At any rate, it has to be RRF3, right?
I can see M574 has a pin definition parameter in RRF3 that is perfect for my needs here.
-
@misan said in Tool-change end-stop?:
Thanks @dc42 . At any rate, it has to be RRF3, right?
Yes, because RRF2 doesn't allow you to swap endstop pins around.