Laser Questions: How to focus len with it firing low power?
-
@otaku521 said in Laser Questions: How to focus len with it firing low power?:
- firing is very spotty across the row- it doesn't look like letters - could this be focus?
doubt it, focus would be blurred edges and consistently weak lines. spotty is either smoke or isses with g-code generation or interpetation i would think.
I think that is a safety feature that laser is only enabled when moving, i don't recall the config off the top of my head but if its not configurabel, you can try freeing up the laser pin and using M42 instead.
-
hrmmm.... since I am heater 6... so this means:
M42 P6 S10
would fire the laser on low power (hopefully..)
I did read somewhere on the forum that you can not fire without moving...
they said made a macro for it.. but Don't know how....
Would you or anyone kindly share how?thanks
Tony -
@otaku521 said in Laser Questions: How to focus len with it firing low power?:
M42 P6 S10
yes it works! thanks!
but I need to have it set M42 P6 S255 in order to work.... any other value the laser is off...
how come? -
@otaku521 How is your gcode being generated? Generally, it's advised to use G1 with and S parameter to set laser power for each move, rather than M3 and M5. I think Lightburn can output the correct G1 S# gcode. If you can post a snippet it might help.
There are these changes in RRF 2.05 that are worth checking (see https://github.com/dc42/RepRapFirmware/blob/dev/WHATS_NEW.md) :
Changed behaviour:
- In laser mode (M453), M3 never turns on the laser immediately. Instead it sets the default laser power for following G1/G2/G3 commands. Likewise, M5 does not immediately turn off the laser, it sets the default laser power for following G1/G2/G3 commands. If a subsequent G1 command has a S parameter, the value of that parameter becomes the default laser power for that command and subsequent G1/G2/G3 commands.
Bug fixes:
- In laser mode, M3 and M5 commands used in a job gave unpredictable results
And from RRF 2.04, Feature improvements/changed behaviour:
- In Laser mode, if sticky laser power mode is selected, the power set by the S parameter in a G1 command is remembered across G0 moves to the next G1 move
See this thread for extra detail:
https://forum.duet3d.com/topic/8339/laser-turns-off-after-following-code-is-sent-after-m3Ian
-
@otaku521 said in Laser Questions: How to focus len with it firing low power?:
but I need to have it set M42 P6 S255 in order to work.... any other value the laser is off...
could be several reasons for it. simplest is the laser doesn't actually do power regulation. or its the wrong frequency or the pin used doesn't support pwm, laser doesn't work well with the given voltage level or gremlins?
which laser, which driver, how is it wired etc?
-
Hi everyone!
Here is the hook up
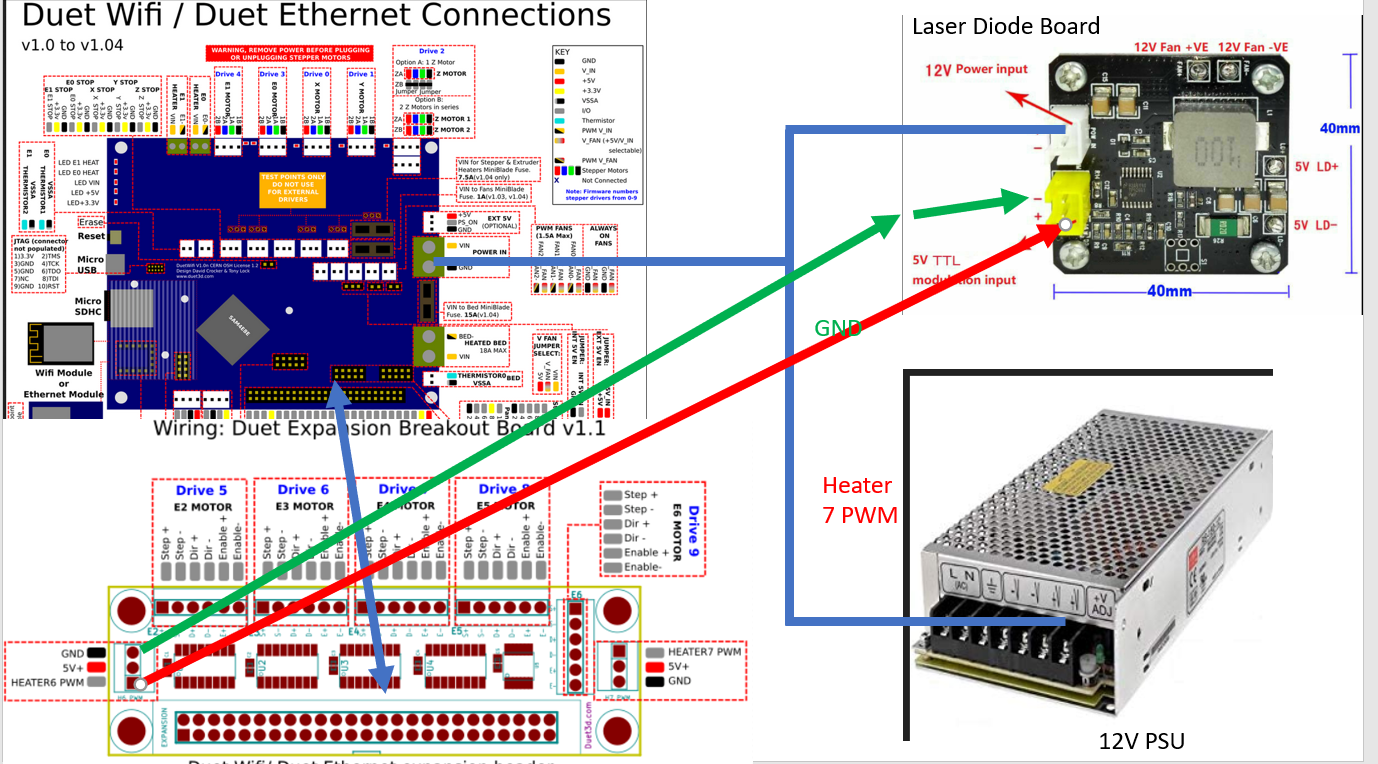
Here is the config.g:
; General preferencesG90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M667 S1 ; Select CoreXY mode
G21 ; milimeter Mode; Network
M550 PLaserMk1 ; Set machine name
M551 Pabcd1234 ; Set passwordM587 S"XXXXXXXX" P"xxxxxxxx" ; Configure access point. You can delete this line once connected
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S0 ; Drive 0 goes BACKWARDS (X)
M569 P1 S0 ; Drive 1 goes BACKWARDS (Y)
M584 X0 Y1 ; Drive 0-X 1-Y
M350 X16 Y16 I1 ; Configure microstepping with interpolation(I=1) (x16 from 16)
M92 X80 Y80 ; microstep 16 Interpol 256
M201 X1000 Y1000 ; Max Accerlation (mm/min)
M203 X24000 Y24000 ; Maximum speeds (mm/min)
M566 X1200 Y1200 ; jerk values
M906 X900 Y900 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S50 ; Set idle timeout; Axis Limits
M208 X0 Y0 S1 ; Set axis min
M208 X220 Y210 S0 ; Set axis max; Endstops
M574 X1 S1 ; Set active High endstops (S1=SENSORED) (X-MIN(1)) (S3=SENSORLESS)
M574 Y1 S1 ; Set active High endstops (S1=SENSORED) (Y-MAX(2)) (S3=SENSORLESS); LASER SETTINGS
M307 H6 A-1 C-1 D-1 ; Clear Heater 6
M452 P6 R255 F200 S0 I1 ; switch to laser mode using Heater 6 PWM to control the laser; Tools
G10 P0 X0 Y0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M563 P0 H6 ; Define tool 0 uses Heater6; Automatic saving after power loss is not enabled
; Custom settings are not configured
; Miscellaneous
M501 ; Load saved parameters from non-volatile memory
T0 ; Select first tool -
Is heater 6 output 5v or 3.3v (not familiar with Duex hardware)? Or does the 5v ttl input also work with 3.3v?
-
@bearer
Feeling curious I checked, and the expansion board indeed gives a 5V pwm line for Heaters 6 and 7.@otaku521 The wiring hookup looks good. And I cant see anythng amiss in the config. But the behaviour you describe sounds very much like the laser module is not accepting the PWM properly; Does it have a 'analog/ttl' switch/jumper anywhere? Do you have access to a scope or PWM aware multimeter to verify the signal level and duty cycle on the line itself?
Disaster? The original Printeye is dying with RRF 3.5 (M208 depreciated).
PrintPy2024 to the rescue!
MicroPython based; with simple wiring and and no custom PCB. -
@EasyTarget
Noted I too think maybe it ttl not accept pwm
I am getting ttl to pwm convertor (elekmaker ttl to pwm) to see if this will fix the problemAnyone hooked this up before?
[link text]https://a.aliexpress.com/_s8wCcG(link url) -
@otaku521 said in Laser Questions: How to focus len with it firing low power?:
Noted I too think maybe it ttl not accept pwm
TTL in this instance is basically PWM with variable duty cycle. So if it works with TTL it should be possible to make it work with the Duet you just need to find the right combination of
*inverted or not inverted signal
*voltage (should be sorted at 5v)
*frequency -
@bearer
So maybe I should change F200 to any other number? Spec said 0-15000
So set it to 15000 and try again?
Or R255 to R15000?