Hi everyone!
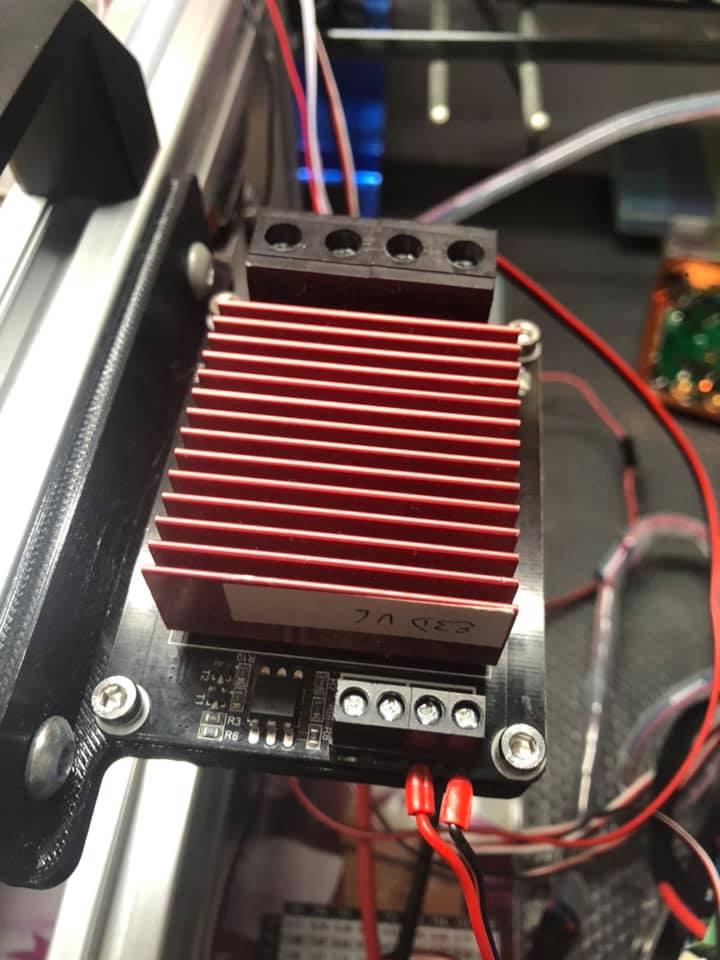
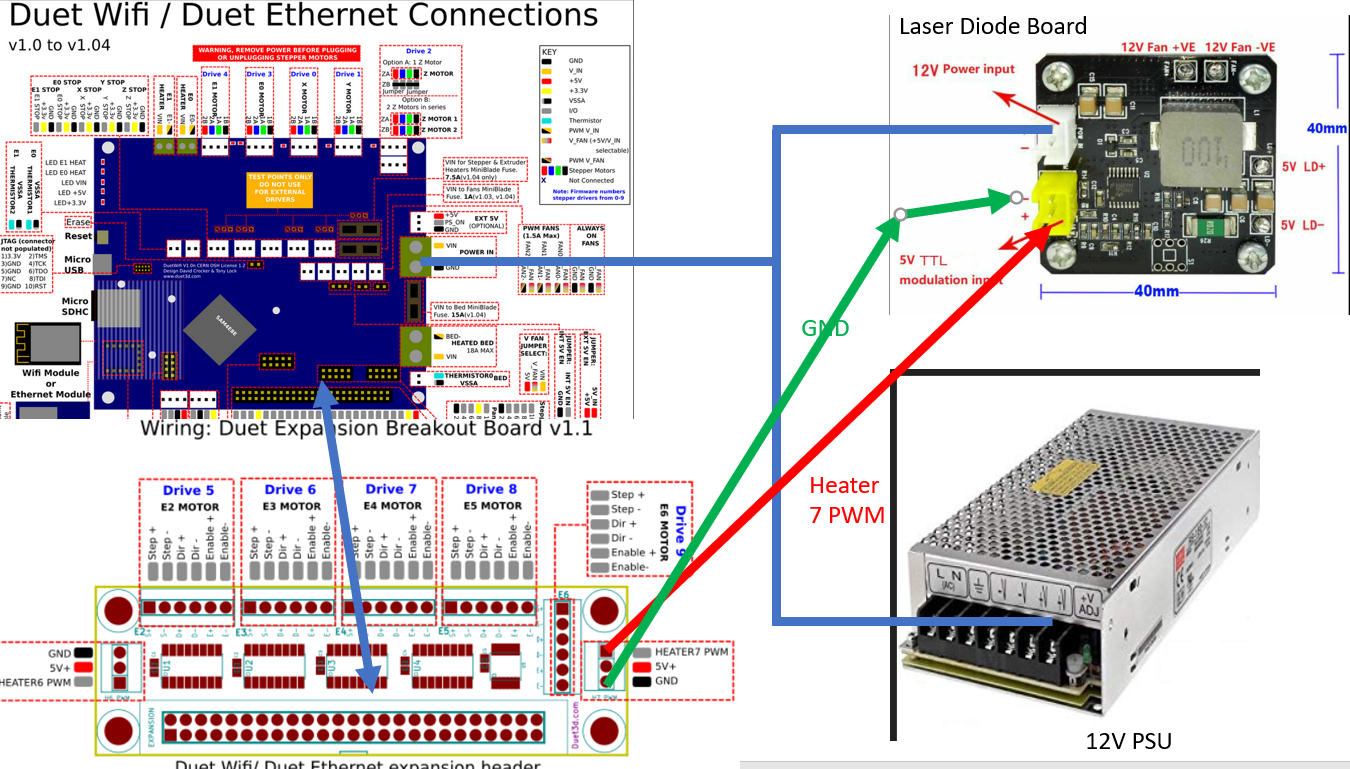
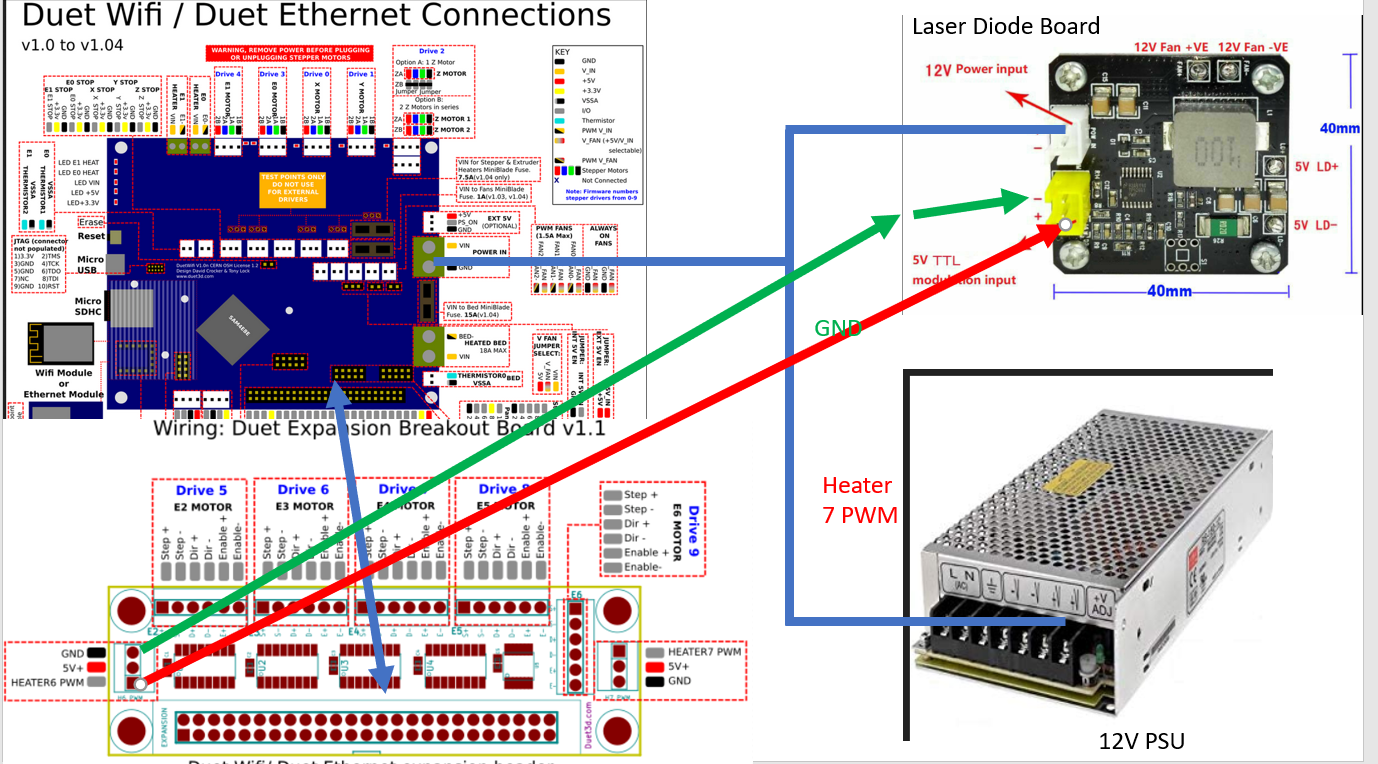
Here is the hook up
Here is the config.g:
; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M667 S1 ; Select CoreXY mode
G21 ; milimeter Mode
; Network
M550 PLaserMk1 ; Set machine name
M551 Pabcd1234 ; Set password
M587 S"XXXXXXXX" P"xxxxxxxx" ; Configure access point. You can delete this line once connected
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet
; Drives
M569 P0 S0 ; Drive 0 goes BACKWARDS (X)
M569 P1 S0 ; Drive 1 goes BACKWARDS (Y)
M584 X0 Y1 ; Drive 0-X 1-Y
M350 X16 Y16 I1 ; Configure microstepping with interpolation(I=1) (x16 from 16)
M92 X80 Y80 ; microstep 16 Interpol 256
M201 X1000 Y1000 ; Max Accerlation (mm/min)
M203 X24000 Y24000 ; Maximum speeds (mm/min)
M566 X1200 Y1200 ; jerk values
M906 X900 Y900 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S50 ; Set idle timeout
; Axis Limits
M208 X0 Y0 S1 ; Set axis min
M208 X220 Y210 S0 ; Set axis max
; Endstops
M574 X1 S1 ; Set active High endstops (S1=SENSORED) (X-MIN(1)) (S3=SENSORLESS)
M574 Y1 S1 ; Set active High endstops (S1=SENSORED) (Y-MAX(2)) (S3=SENSORLESS)
; LASER SETTINGS
M307 H6 A-1 C-1 D-1 ; Clear Heater 6
M452 P6 R255 F200 S0 I1 ; switch to laser mode using Heater 6 PWM to control the laser
; Tools
G10 P0 X0 Y0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M563 P0 H6 ; Define tool 0 uses Heater6
; Automatic saving after power loss is not enabled
; Custom settings are not configured
; Miscellaneous
M501 ; Load saved parameters from non-volatile memory
T0 ; Select first tool