How to setup bltouch and Z touch plate for 3 in 1 cnc.
-
@Veti so what you are saying is that if i put these code in start and end of any program that will automatically active that limit switch which i want to triggered.
;Endstops
M574 X1 Y1 Z1 S0 ; set active low and disabled endstops; Z-Probe
M574 Z1 S2 ; set endstops controlled by probe
M307 H3 A-1 C-1 D-1 ; disable heater on PWM channel for BLTouch
M558 P3 H3 F200 T7200 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X0 Y0 Z.9 ; set Z probe trigger value, offset and trigger height
M557 X0:300 Y15:635 S50 ; define mesh gridSo the above-written thing is my current setting for end stops in the config file. What I want to say is that during RepRap configurator tool if you select both probe and limit switch then it creates this type of program which written above about the end stops. So If this code is generated then why this doesn't active both the switches. Or did I understand wrong about what written in the config file. becasue in the homez.g file the program is entirely different about using Z probe and limit switch.
For Limit switch homez.g is
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v2.1.3 on Sun Dec 08 2019 19:52:09 GMT+0530 (India Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Z-755 F1800 ; move Z down until the endstop is triggered
G92 Z0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 H2 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningFor Z-probe its
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v2.0.4 on Wed Oct 16 2019 02:43:19 GMT-0700 (Pacific Daylight Time)
G91 ; relative positioning
G1 Z5 F7200 S2 ; lift Z relative to current position
G90 ; absolute positioning
G1 X62 Y15 F7200 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 S2 Z5 F120 ; lift Z relative to current position
;G90 ; absolute positioningSo isn't there any way to merge both of these files and tell the machine that chose one which triggered first and registered Z on the bases of that switch.
-
@Ambros said in How to setup bltouch and Z touch plate for 3 in 1 cnc.:
So isn't there any way to merge both of these files and tell the machine that chose one which triggered first and registered Z on the bases of that switch.
no
-
To switch between 3D printer and CNC modes, there are more changes you need to make to the configuration apart from just changing the Z homing mechanism, for example M453 or M451 to set the mode. You can use M505 to set up multiple configurations in different subfolders of /sys. Then you can create macros to switch between them.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
Now that I understand your aim, M505 is definitely the way to go. It would let you configure two different personalities for your machine which you could easily switch between.
https://duet3d.dozuki.com/Wiki/Gcode#Section_M505_Set_configuration_file_folder
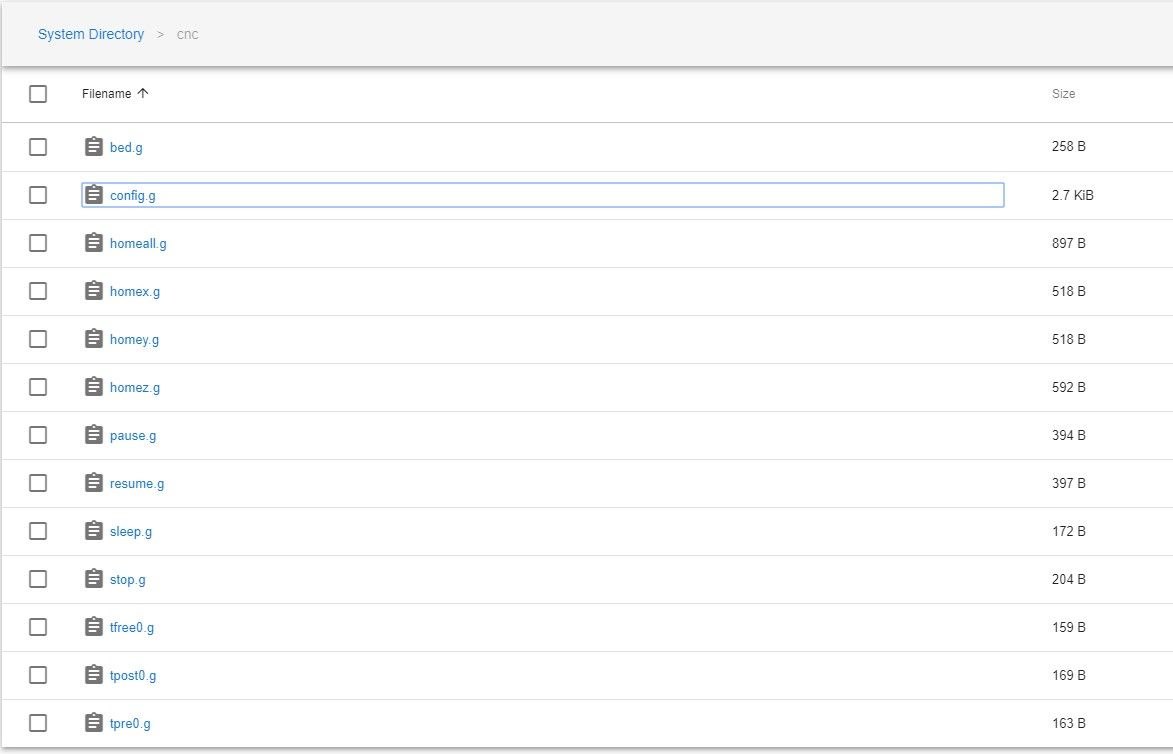
In your sys/ folder you could have two folders, one called 3dprinter and one called cnc. Inside each folder would be your normal system macros like config.g and homing files etc. They could be customized for their purposes and you could switch personalities with
M505 P3dprinter M98 Pconfig.gandM505 Pcnc M98 Pconfig.g -
@Phaedrux Thanks to both of you guys for helping, Currently printing a big print on the machine and it's going to take 34hr to print but after that follow this method and tells the report. Again thanks
-
@dc42 Sir can you tell the structure of those files here because I tried and not able to switch the files. To me, it seems that I am doing something wrong because I am not able to understand the structure. What I did is that in the main folder I made two folders 3d printer and CNC and then I put config.g file in that folder one having CNC settings other having 3d printer settings. And then in macro, I create two files named CNC and 3dprinter and inside them, I wrote M505 P3dprinter M98 Pconfig.g and M505 Pcnc M98 Pconfig.g but its gives error says unable to locate config.g. I am not able to understand the whole thing first I thought ahhh... got the point and then it's just lost completely......................... can you write here that structure please. Thanks.....
-
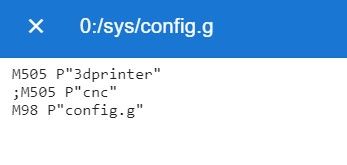
@Ambros two folders in sys is correct. But you still need a config.g in sys for startup. Something like:
M505 P"3D printer" ; M505 P"CNC” M98 P"config.g"You can comment/uncomment the M505 commands to have one or other active at start up.
You can also create two macros in the macro folder to switch between the two, similar to above.
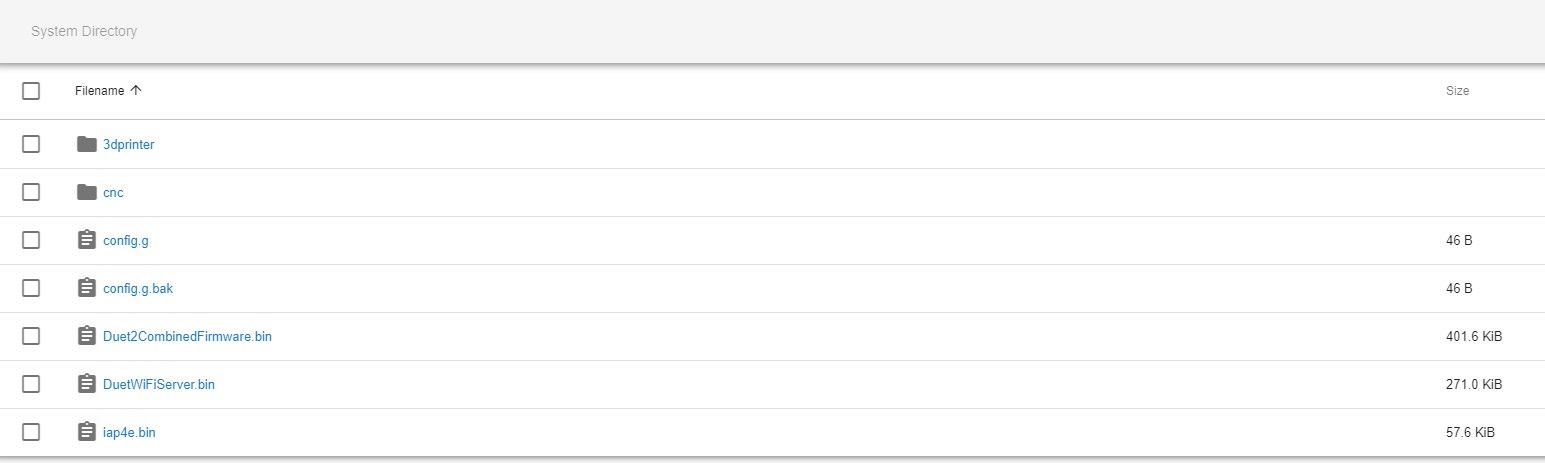
Make sure you keep the firmware binary files and iap4e.bin file in the sys folder for firmware updates.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts An apology for my dumb question. what you are saying is that after making two different folders of 3d printer and CNC and putting only config file. In the main sys folder, I need to create a config.g file and put the code.
M505 P"3D printer"
; M505 P"CNC”
M98 P"config.g"And that's all.
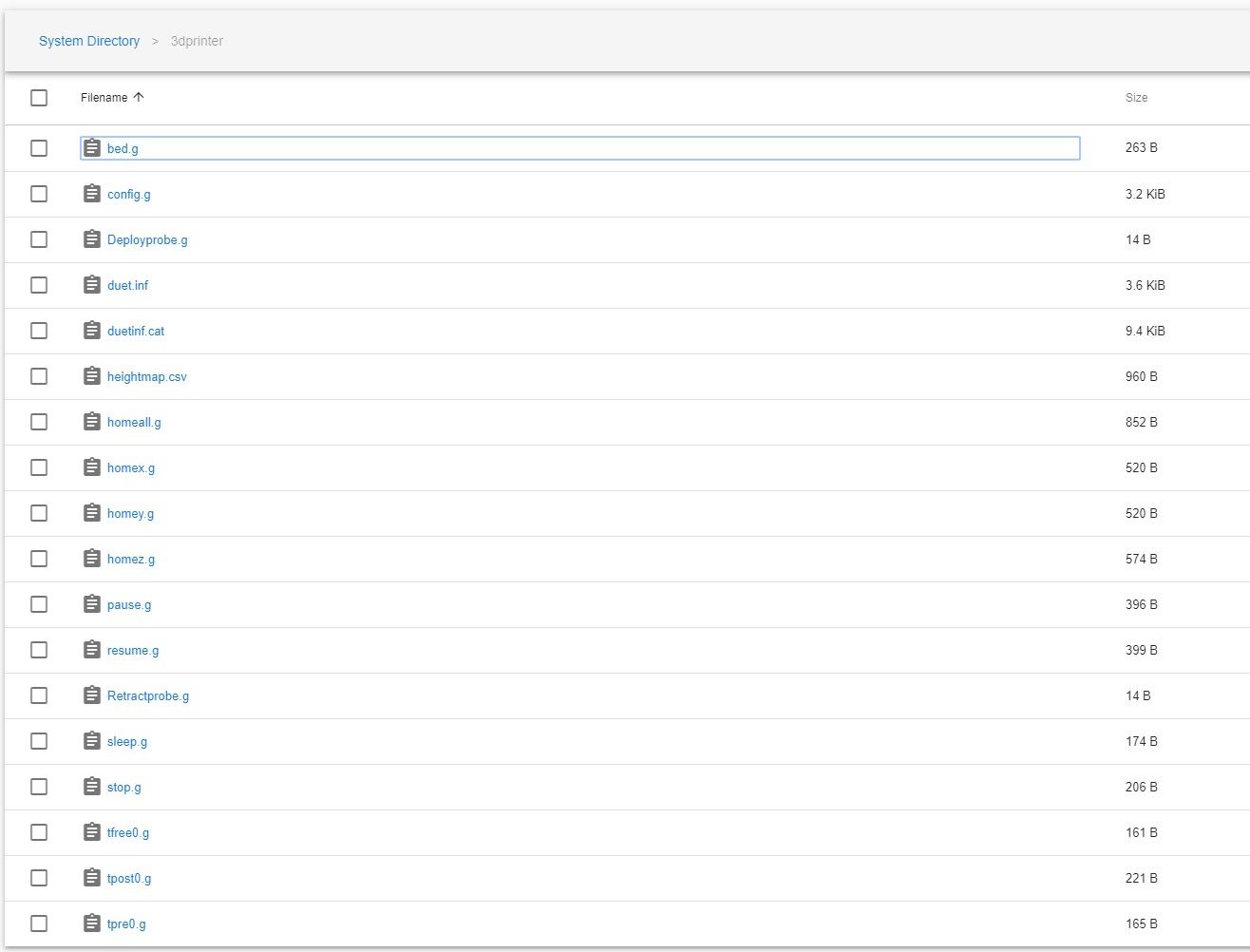
One more thing I wanted to know that if you take a look on homeall.g, homex.g, homey.g and homez.g file and few more files as well they have code written inside them. But since in my CNC I am using a limit switch to zero the z-axis and in my main folder, the file homeall.g and homez.g doesn't contain any parameter to use those limit switch. Did i need to put any separate file for them? Or I need to put all the files inside those folders which I created named CNC and 3d printer and in the main folder, there is only custom config.g file. And there are only 3 files shown in main system folder CNC, 3d printer folder and a config.g file and that's all I need. Which one is correct. down below I made a file structure in the main folder kindly suggest which one is correct.File structure in sys mains folder
3d printer(with all the files)
CNC (with all the files)
Config.g(which created custom having those three parametre)or
3d printer(only the config.g)
CNC (only the config.g)
Config.g(which created custom having those three parametres)
bed.g
deployprobe.g
homeall.g
homex.g
homey.g
homez.g
pause.g
resume.g
resurrect.g
sleep.g
retractprobe.g
stop.g
tfree0.g
tpost0.g
tpre0.g -
@Ambros said in How to setup bltouch and Z touch plate for 3 in 1 cnc.:
File structure in sys mains folder
3d printer(with all the files)
CNC (with all the files)
Config.g(which created custom having those three parametre)This one is correct, except that you also need the iap file in /sys in order to upgrade the firmware from DWC. New firmware files must also be uploaded into /sys, not into one of the subfolders.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Sir now with that file setup the machine is able to load the printer settings, but the problem is that when I use the macro to use CNC files I got an error and it says
macro file config.g not found.
can you please tell what wrong I did. The macro file name is cnc and inside that the code is
M505 P"cnc"
M98 P"config.g"
One thing I noticed in the 3dprinter folder that there it a folder created by itself named cnc" and this is the correct notation I wrote. And inside this folder, if I open again and again seven times then a file name config-override.g shows and it says that its a computer generated file. But if I gave cnc to first problem it says macro file config.g not found, even though it still present inside that folder with everything properly written inside them. -
@Ambros In the sys folder, you should have two folders; "3d printer" and "cnc". You should not have "cnc" in the "3d printer" folder.
To change from 3D printer to cnc, because you have already set the path to "/sys/3d printer", you need to give the full path to "cnc". This is in the macro only; you don't need to do this for the startup /sys/config.g.
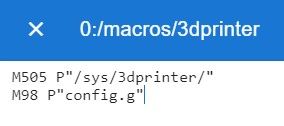
For the cnc macro, try:
M505 P"/sys/cnc/"
M98 P"config.g"For the 3d printer macro, try:
M505 P"/sys/3d printer/"
M98 P"config.g"Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts @dc42 Hi dear, you are correct about the macro and now I am successfully able to switch but the problem is that when I switch to 3dprinter it's accomplished without any error but if I switch to CNC it again says
macro file config.g not found.
So to sort out this problem I flash the sd card and upload the config files of both cnc and 3dprinter. but error remains the same (able to switch to 3d printer but not to the cnc)
Then I put the same types of files in both the folders(I mean the 3dprinter files which are successfully loaded by the duet) but issue remains the same.
I also change the folder name to something different like a router, cncrouter etc. but the issue remains the same.
I also give first preference to cnc in config.g file which is
M505 P"cnc"
; M505 P"3dprinter"
M98 P"config.g"
But same issue again.
Dont know why it wasn't able to load that second folder files. It always says(macro file config.g not found.)
During all these changes I also change the name in config.g file which is in sys folder and names in the macros as well, but still facing the same issue. The machine have no problem in switching back to printer mod but during the cnc mod, it says that line and I wasn't able to do anything.I am not able to understand if two folders have same files inside them then why it gives error in one case and not in other.
-
Maybe a space, or extra invisible character, on the end of the cnc folder name on the SD card? eg "cnc "
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts so besides that reason there is no other reason for this error because after reading your message I double-check and still the same problem.
-
@Ambros Can you post a screen shot of the /sys/ folder from DWC? And showing contents of /cnc and /3dprinter? And post the EXACT macro files and /sys/config.g (copy and paste them from DWC)? I can't tell where the error is from your descriptions.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts So here are the screenshot of the different directory
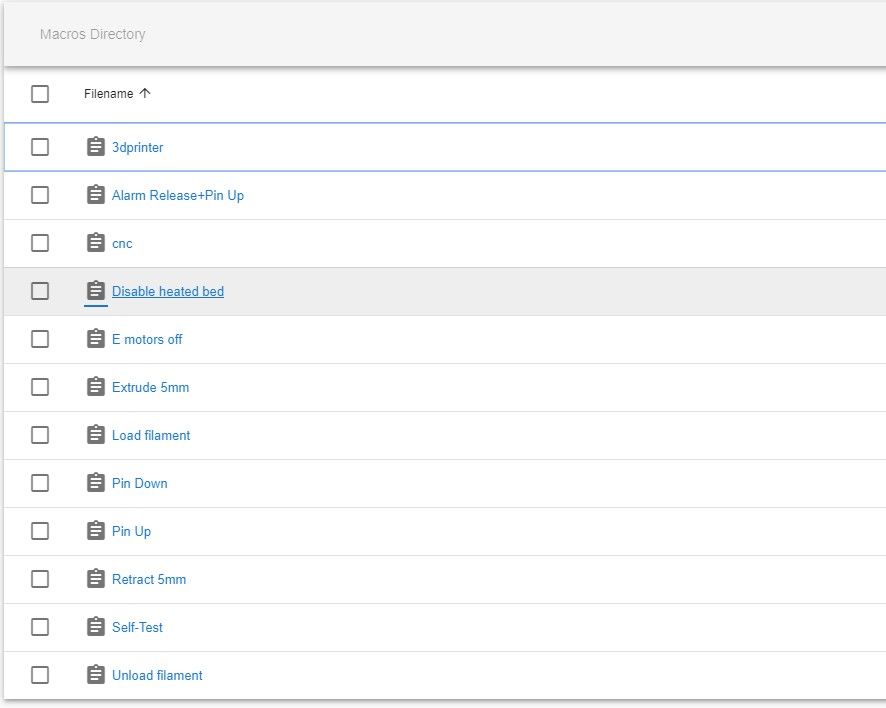
-
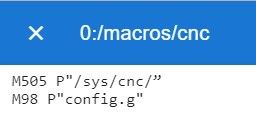
It's the curly quote on the cnc macro:
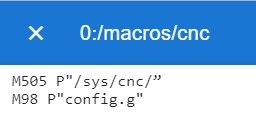
Change it to a straight quote "I can't see anything else wrong. Does this fix everything?
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts You are a true master and I am really thankful to you, Can't able to express my feelings. You and all the people helped a lot and huge thanks to all of you. Especially you and dc42. Extremely happy now.