Diagonal rod length on delta printer issues.
-
Thanks for the input.
I'm using the stock V2 effector and e3d hotend. Well actually an indicator and no hot end for testing.
I guess I was trying ask when I quoted dc42 is what error is accumulating? I agree it appears to be backlash, but it's not find-able by standard methods of measuring backlash. I understand that once you reach vertical that the end of travel. But until that point error of the horizontal arm should have very small influence in the Z axis, that is nearly solely dependent on the vertical arm. I did find dc42 mention that the delta solving method was 'probably more susceptible to rounding error' is this the issue?
I said a couple posts up that I thought it's effector tilt... I don't believe that to be the case.
I've been back and forth with belt tension. Last attempt was break it or fix it. So at this point, I think I've abused the belts and idlers plenty, bearings aren't free anymore. I'm going to replace them next.
Thanks again
Cory -
@clytle374 said in Diagonal rod length on delta printer issues.:
... error of the horizontal arm should have very small influence in the Z axis, that is nearly solely dependent on the vertical arm.
Hmmm... makes sense.
Just grasping at straws: Looking at the map of the mesh, it certainly looks like a periodic error on one tower. I'm basing this on the "ridges" or "waves" of yellow.
Shaft bent? On a motor or an idler?
======================
And, just another "oh by the way", since you are on a path to replace things: 9mm belts have about half the stretch of 6mm belts. Very worth it on larger printers.
A tiny bit harder to source; they are available. I just replaced the belts and idlers on a larg-ish delta (1.5 meter tall) after two years of heavy printing. Probably not absolutely necessary, nonetheless made me feel better. The point being: I found sources for the 9mm parts much more easily last month than I did two or three years ago when I built that printer.
-
@danal Look back up a couple of posts at the bedmap before I overtightened the belts. That is why I replaced the 1.8deg steppes with the .9 deg. I had it through my head that at the towers the whole weight of the effector was pulling the down more due to torque loss at micro steps. Then between the towers there was 2 motors holding the weight. I saw zero improvement with them. If it's a bearing or something, I can't find it
As far as wider belts. I don't think there is anyway to put them in this printer without major mods.
Thanks
Cory -
Replaced the idlers and bearings with new stock parts, even though I find it disturbing running the belt teeth against a smooth idler. Can't get 36 tooth idlers off the shelf. So it's stock, make idlers, or modify machine frame and double a couple points up. Belts and pulleys were replaced with gates parts. Very slight improvement.
Printed a delta calibration part and found the dimensions to be within reason. 60mm was dead on inline with the X tower, and about .2mm short inline with the y and z towers.
As good as it's getting. I've beat this horse too long. Everything but the frame and arms are new at this point. Thanks everyone for the input.
Cory
-
To eliminate the issue of the arms being so horizontal at the bed edges as many people suggested was the problem, I got the longer 340.5mm CF rods and gave them a try. No real improvement

So a recap. New bearings, belts, pulleys, .9deg motors, carriages, glass bed, now longer rods. Giving up again unless someone has an epiphany.
Thanks
Cory -
There's been a couple of other threads on the forum recently, with people with sawtooth bed maps like yours (see 1 and 2). The clue is that, when the bed is probed, the nozzle moves in different directions in X. So if there's anything causing the effector (or nozzle carriage in a Cartesian/CoreXY machine) to tilt, and especially when using a probe offset from the nozzle in X or Y, you'll get a high points in one direction, and low points in the other.
So it does rather seem like backlash, probably causing effector tilt, that effects the probed point, particularly as the motors change direction. As you've pretty much changed everything already, and this has consistently been a problem (to be fair, I haven't read the entire thread) have a look at your belts and pulleys. What size and profile are they? Are you sure the pulleys and belts have the same profile, and the belts aren't slipping in the pulleys? Some combinations of pulleys and belts look like they work together, eg Gates GT2 and the similarly named 2GT which have the same tooth pitch, but actually the tooth fit is poor and causes backlash. Other belt types, eg HTD, are designed to have more backlash, as the tooth needs clearance to engage with the pulley as it goes around! Matched GT2 pulleys and belts are probably the best for motion control in 3D printers at the moment.
Edit: Ah, sorry, just saw that you have changed the pulleys and belts!
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts said in Diagonal rod length on delta printer issues.:
There's been a couple of other threads on the forum recently, with people with sawtooth bed maps like yours (see 1 and 2). The clue is that, when the bed is probed, the nozzle moves in different directions in X. So if there's anything causing the effector (or nozzle carriage in a Cartesian/CoreXY machine) to tilt, and especially when using a probe offset from the nozzle in X or Y, you'll get a high points in one direction, and low points in the other.
So it does rather seem like backlash, probably causing effector tilt, that effects the probed point, particularly as the motors change direction. As you've pretty much changed everything already, and this has consistently been a problem (to be fair, I haven't read the entire thread) have a look at your belts and pulleys. What size and profile are they? Are you sure the pulleys and belts have the same profile, and the belts aren't slipping in the pulleys? Some combinations of pulleys and belts look like they work together, eg Gates GT2 and the similarly named 2GT which have the same tooth pitch, but actually the tooth fit is poor and causes backlash. Other belt types, eg HTD, are designed to have more backlash, as the tooth needs clearance to engage with the pulley as it goes around! Matched GT2 pulleys and belts are probably the best for motion control in 3D printers at the moment.
Edit: Ah, sorry, just saw that you have changed the pulleys and belts!
Ian
Thanks for the reply. I did use all gates parts from e3d for belts and pulleys. The design of the printer does have the teeth running on smooth idlers, something that bothers me, but others have said it's not an issue, and there isn't anything off the shelf to change that either. Thanks for the links too! Glad to see a non delta machine getting the issue. I have looked into effector tilt and that makes sense. My homemade probe actually is a whole effector so while tilt is possible, but should be negated with the probe being in the center of the effector. I'm still of the mindset that when probing all 3 axis are feeding down and should cancel tilt and backlash.
Thanks again
Cory -
@clytle374 said in Diagonal rod length on delta printer issues.:
smooth idlers, something that bothers me, but others have said it's not an issue,
For what it is worth, my large-ish delta had smooth idlers opposite the motors for its first two years, with no detectable issues. 1.5meter towers with 1 meter linear rails; 600mm bed, about 620Z.
I replaced the belts at some point a few months back, as "preventative" main. At that time I updated the bottom idlers. No detectable difference.
-
@Danal said in Diagonal rod length on delta printer issues.:
I replaced the belts at some point a few months back, as "preventative" main. At that time I updated the bottom idlers. No detectable difference.
Thanks, helps for others to state that isn't the problem. Especially when I keep looking at the pattern and seeing 'belt teeth'
Thanks
Cory -
Worth reading this page, and the comments, regarding E3D 2GT belts. https://e3d-online.com/blog/2018/11/29/gates-belts-pulleys-and-idlers/
They are made by Gates Unitta, not Gates USA (who make GT2/3 belts). E3D also advise the use of toothed idlers, rather than running your belt tooth-side to plain bearing. Are you doing this? Or do your belts have a twist so the back of the belt runs on the idler?
Ian
-
Wow, reading that page, the comments there, the E3D dozuki pages on the topic of belts/pulleys and 2GT vs GT2... well... I hate to say this, but it has seriously lowered my opinion of E3D.
E3D has been asked numerous times if the products they list are GT2 or 2GT (which are not compatible with each other). They won't give a straight answer. They apologize for mis-listing one as the other, but still won't say which is which.
GT2 is made by Gates USA.
2GT is made by Gates Unitta in Asia.Supposedly both parts of the parent Gates company. But absolutely clear that the two profiles are not compatible.
Further, E3D now has a bunch of drawings that purport to be Gates 2GT, but are actually drawn by E3D themselves. These drawings are just razzle-dazzle BS, because they do not contain any diagrams or dimensions of teeth. (tooth profile being the incompatible difference.) Utterly useless.
Sorry to semi-hijack this thread with the above... but it really really rubs me the wrong way to read how E3D is answering their customers questions. Dang, they were one of my go-to 'quality' suppliers. And this changes that. Firmly.
This
Delta / Kossel printer fanatic
-
Anyway, back to the real topic. This printer, with toothed idlers, gets this kind of mesh maps. The ones it was getting with smooth idlers looked identical.

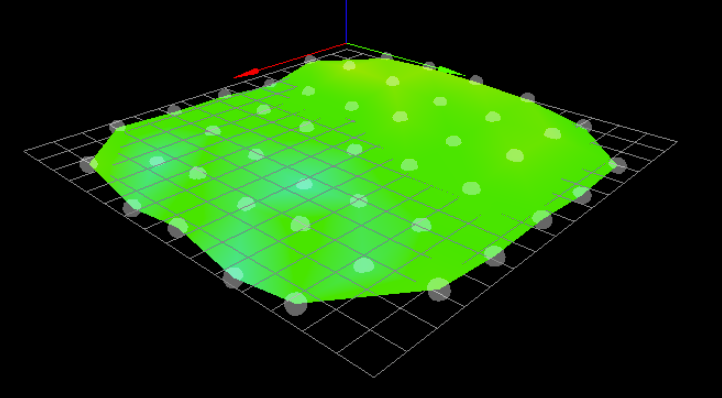
Mean error: 0.001 mm
RMS error: 0.040 mm -
@Danal said in Diagonal rod length on delta printer issues.:
They won't give a straight answer.
They don't? Perhaps when they first started selling them there was confusion but on al the product pages it's made quite clear they are 2GT belts and pulleys and only compatible with each other.
-
@Phaedrux said in Diagonal rod length on delta printer issues.:
@Danal said in Diagonal rod length on delta printer issues.:
They won't give a straight answer.
They don't? Perhaps when they first started selling them there was confusion but on al the product pages it's made quite clear they are 2GT belts and pulleys and only compatible with each other.
Their various pages and specifically their product pages are now a lot more clear. They do say "2GT" and they do say they are made by Unitta. However, they continue to have things like (as of about 10 seconds ago):
Gates Powergrip
 2GT Belts
2GT BeltsWhere there ain't no such animal. "Powergrip
" applies only to GT2 Belts. In fact, the trademark registry proves that Gates US (maker of GT2) owns this trademark, and that Unitta (maker of 2GT) absolutely does not, and would technically be in TM violation to use it.Anyway... E3D has definitely improved; they've made more clear that they are selling Unitta 2GT. I suppose I can put away my cranky now.
")
-
@Danal It's definitely useful to know. I was thinking of getting some pulleys from them to go with my GT2 belts, but that wouldn't have worked out very well.
-
i just installed 2 Gates Powergrip
2GT Toothed on my printer.is was not aware of this, but they seem to work.
My belts are gates unitta. so far its working.
-
No twist in my belts, I don't think there is room with the routing of them. Be too tight of a twist.
Wow that bed map is great. Linear bearings are great.
Thanks
Cory -
So I have some more information. Not sure that it helps with anything, but more information. I had ran a backlash routine before that dc42 had posted. But it was running in more in the center of the bed. I've been stuck thinking backlash was only in 'axis travel' and not somewhere else. That is poorly worded.
I decided to take a different approach after someone said it looked like one axis was causing it. I had assumed all 3 were, or I guess it could just be the rear tower as you don't see the problem there as much because of the probing pattern. So I wrote a program to probe at a radius of 100mm in line with each tower 4 times after an 30mm outward move then 4 after an 30mm inward move both inline with the tower. Here are my results.
12/2/2019, 1:42:41 AM: : G32 bed probe heights: -0.023 -0.017 -0.017 -0.017, mean -0.019, deviation from mean 0.003 12/2/2019, 1:43:13 AM: : G32 bed probe heights: -0.130 -0.136 -0.136 -0.136, mean -0.135, deviation from mean 0.003 12/2/2019, 1:43:46 AM: : G32 bed probe heights: 0.045 0.045 0.045 0.045, mean 0.045, deviation from mean 0.000 12/2/2019, 1:44:19 AM: : G32 bed probe heights: -0.111 -0.111 -0.111 -0.111, mean -0.111, deviation from mean 0.000 12/2/2019, 1:44:51 AM: : G32 bed probe heights: 0.040 0.040 0.040 0.040, mean 0.040, deviation from mean 0.000 12/2/2019, 1:45:24 AM: : G32 bed probe heights: -0.110 -0.117 -0.110 -0.110, mean -0.112, deviation from mean 0.003So there it is. Now if I move up and down with an indicator at one point, I don't see even a quarter of that.
Looking over the machine again, I noticed movement in a skate. I went to snug a screw and the bearing journal post inside broke off. Found cracks in all of them. I had replaced them earlier this year and emailed seemecnc if I could just buy the shells. They sent me replacements at no charge! Great people!
So that could have been the problem, or not. I probably over tightened the screws. Going to replace them with 3/4" long instead of the 1/2" provided to keep from putting all the stress at the weakest point.
Hopefully that was the whole problem all along. I would think any other backlash would show up in my previous tests.
Thanks
Cory -
@clytle374 Hey, that's great! Looking forward to seeing a nice flat bed mesh once you've changed the carriages.
Ian
-
Much better results. I replaced the skates and it didn't really help. I tightened the belts as tight as I could using long needle nosed pliers under the idler support pried against the frame. Again, I've been shooting in the dark on proper belt tension since 4 years ago when I built it. That made a major improvement.

That didn't give good first layers. But provided a delta calibration that was accurate. Simply turning off bed mapping was the answer there since it is just as likely to be wrong as right at any particular point on the bed.
Trying to decide if I build a tool or mod then machine to get good control when adjusting the tension.
Thanks again for all the advice!
Cory