Diagonal rod length on delta printer issues.
-
Going to reinstall the old control board to test when I get back from vacation. Seems that 3 motor and 3 home switch connections are about the quickest next test. Thanks
Cory -
So after more exhaustive testing. I did find that the wood frame under the onyx bed was warped up(convex) pretty bad. I flipped it over and shimmed it to the frame. It was warping the glass a little bit. I kept checking the glass for flatness, but not on the machine. Now unfortunatly the onyx bed isn't really supported and the glass is the structure there. All in all that setup sucks and I'm thinking though a better option. Problem is every time I start thinking I end up with a whole new machine with a metal frame and linear ways. And, and, and. lol
I removed the vibration dampers I had on the motors, I had pretty much forgotten they didn't belong. With the duet board it is way quieter without them than the rambo board was with them. That made the largest improvement. They add deflection, plus moved the pulleys way out on the shaft to give the angular deflections more deflection. If that makes sense.
Of course the rambo board didn't do any better, but I was stuck on the thinking the Duet must be making an calculation error since others had the same results.
Latest results, with the correct arm length. Big improvement over previous results.

I think the belts are tight enough but the screws have pulled into the wood frame, so I'm going to make some plates so I can tighten them a bit more. Might try the longer carbon fiber arms for the rostock too. Seems to help others.
I'm thinking this is far from ideal, is this close enough for bed mapping to handle? Most of the issue is way out on the corners. Should I map with a closer spacing than 20mm?
Thanks
Cory -
Went ahead a put .9 deg steppers in.
Some tests suggested by dc42[code]
Position Trigger heights
X0 Y0 6.224, 6.217, 6.224
X100 Y0 6.235, 6.235, 6.229
X140 Y0
X100 Y0 6.210, 6.210, 6.217
[/code]
Looks pretty good to me.So I'll try with some numbers over by the towers.
[code]
Position Trigger Heights
X0 Y0 6.249, 6.242, 6.242
X86.6 Y-50 6.263, 6.276, 6.263
X121.24 Y-70
X86.6 Y-50 6.226, 6.226, 6.220
[/code]If I go anywhere on the bed and feed Z down to zero the indicator, jog Z negative direction, then back up, I'm within .001" of being back at zero. The numbers in my first test at X100 and X140 matches pretty much exactly the ,001"(.0254mm) backlash I've been seeing. That is how you check machine tools for backlash, seems like it should work here. Actually seems to work, at least in normal realm... Not over near the towers when quantum mechanics seem to take over. But it's still not horrible.
So I wrote a little program to pick back and forth over in the trouble area. My bedmap was done at 13mm spacing. So that is the number I'm using. Points and trigger heights listed, moving one direction, then reversing the path.
[code]
G28
G1 X120. Y-70. Z11. F1500. ;point #1 Stopped at height 6.383 mm
G1 X120. Y-57. Z11. F1500. ;point #2 Stopped at height 6.295 mm
G1 X120. Y-44. Z11. F1500. ;point #3 Stopped at height 6.271 mm
G1 X107. Y-44. Z11. F1500. ;point #4 Stopped at height 6.232 mm
G1 X107. Y-57. Z11. F1500. ;point #5 Stopped at height 6.310 mm
G1 X107. Y-70. Z11. F1500. ;point #6 Stopped at height 6.315 mm
G1 X107. Y-57. Z11. F1500. ;point #5 Stopped at height 6.260 mm
G1 X107. Y-44. Z11. F1500. ;point #4 Stopped at height 6.244 mm
G1 X120. Y-44. Z11. F1500. ;point #3 Stopped at height 6.340 mm
G1 X120. Y-57. Z11. F1500. ;point #2 Stopped at height 6.364 mm
G1 X120. Y-70. Z11. F1500. ;point #1 Stopped at height 6.364 mm
[/code]
These seem to sometimes look like backlash, but other times be pretty good.Am I asking too much from the printer? Is this normal? I've burnt up so much time on this it's getting ridiculous.
Thanks
CoryMachine info:
.config
[code]
M665 L291.060:291.060:291.060 R144.257 H368.890 B140.0 X-0.009 Y0.368 Z0.000
M666 X0.088 Y0.191 Z-0.279 A-0.09 B-0.24; Drives
M569 P0 S0 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes forwards
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X160.0 Y160.0 Z160. E92.5 ;92.65 Set steps per mm
M566 X800.00 Y800.00 Z800.00 E1200.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; Set maximum speeds (mm/min)
M201 X2000.00 Y2000.00 Z2000.00 E2000.00 ; Set accelerations (mm/s^2)
M906 X1500.00 Y1500.00 Z1500.00 E800.00 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 Z0 S1 ; Set minimum Z; Endstops
M574 X2 Y2 Z2 S1 ; Set active high endstops; Z-Probe
M558 P4 H3.3 F30 T1800 ; Disable Z probe but set dive height, probe speed and travel speed
M557 R140 S13 ; Define mesh grid
G31 Z6.256
; Heaters
M307 H0 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit
;M305 P0 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0
M305 P0 T100000 B4425 R4700 L0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
;M305 P1 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 1
M305 P1 T100000 B4725 C7.060000e-8
M143 H1 S280 ; Set temperature limit for heater 1 to 280C; Fans
M106 P0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Automatic saving after power loss is not enabled
; Custom settings are not configured
; Miscellaneous
T0 ; Select first tool[/code]
Bed map file
0_1563076106043_heightmap.csv -
I realized that I skipped a post here as this is on going on 2 forums. Here is what I was getting.

I found a macro posted by dc42 to test backlash, I lost the results, but they were good at the X100 Y0 points. Then I rotated the program to run to the X tower and back, then the backlash shows up there.
I tightened the belts tighter again, I have washers under the heads and nuts so they hold without pulling into the wood(whatever it's spelled). Not much improvement there. They are too tight in my experience with timing belts, but I'm aware my experience isn't really valid here. At home position, the resonate frequency of the belt below the skate is around 130hz. Anyone know a good number?
The only play I can find in the system is that end play in the R4ZZ bearings in the cheapskates. The old ones had it and the new ones have it too. I looked for a couple hours in vain to be sure no one made a suitable bearing this small. It does make sense that it only shows up when the arms are so horizontal and the load is sideways on the skate. Another plus for longer arms, they'll shift that play into a direction of less influence. But there goes more build height. I was sure it wasn't effector tilt, because I assumed it would tilt about the center and that would take an obvious amount to create the error. But no, it tilts about the balls on the arm that is vertical.
So the auto-calibration route is obviously messed with by the crazy numbers at the towers. I added g1 x0 y0 z10 f6000 before every probing point in bed.g to pull the lash the same direction. Looking at the new bed map I should feed inwards before probing instead.
But this map is better for using the machine, I ran a large test print last night and got good results.

Coming from it as a machinist, then machine tool repair tech, I nearly have a new printer designed in my head. I'm certain that I'd be assembling it by now if I'd not spent all this time on this printer. And at this point I feel it is the next step.
Thanks
Cory -
I'm actually excited, I got worse results. The difference is that the pattern has changed a little. Not completely dependent on the direction on travel anymore. This time I ran the belts as tight as I had adjustment for. Now the axis feel pretty bad.

I have checked the bearings and belts several times at this point. Maybe a bearing is going lumpy under load, so hard to tell with the steppers in the system. The servo systems I'm used to don't ever feel rough, unless they are bad. Of course lots of times manually moving them isn't an option at all when they weight tons.
I keep ruling the bearings, pulleys, and belts out since the axis are consistent. But it's the only thing left to try IMO, it's either backlash from belts, or backlash from tight axis. Or both at the same time I think.
Seemecnc sells a flanged bearing for idlers on some other printers. Does anyone have an easy hack for the max v2? Maybe a toothed idler in in the places where the teeth are against the idler? Seems like that would be a smoother solution. I don't know if any line up on the V2. I'm thinking that I might machine out some replacement metal holders for the idlers, maybe screw them together through the bearing so the bearings will stay squared to the frame? Jack screws for the ones to tension the belts? I've tried over and over to get the belts to track perfectly, very little luck there.
Any thoughts on this? I"m going to at least replace the belts, pulleys, and bearings. Since I don't feel like I'm ordering parts that will fix the machine, I'm trying to upgrade as I do it. maker713's metal frame looks interesting, but at that cost I want the V3's bed mount and go with the AC heated bed. Then a 24V power supply would be easier and cheaper. The V3 frame is available but it looks like I'd be missing parts(like motor mounts) if I order the V3 frame kit from there.
Thanks
Cory -
@clytle374 said in Diagonal rod length on delta printer issues.:
Below is a quote by dc42 in the other thread I linked too. Can anyone elaborate?
- Having the arms go vertical or even beyond when printing close to a tower isn't a problem. What you need to avoid is arms going below about 20 degrees to the horizontal
This is a "rule of thumb" to keep errors from accumulating, particularly when "between the towers on the opposite side" like you describe.
@clytle374 said in Diagonal rod length on delta printer issues.:
M665 L291.060:291.060:291.060 R144.257 H368.890 B140.0 X-0.009 Y0.368 Z0.000
Given arm length of 291, delta radius of 144, printable radius (bed) of 140, and a smart effector, I believe you'd be WAY beyond 20 degrees when past the line between towers. Something more like 10 or 15. This was calculated on a thing that helps set up 2020 and 2040 extrusion framed printers with CNC corners... so it may not be perfectly applicable to the Rostock Max V2...
If it is applicable, you need longer diagonal rods. Somewhere around 307.
-
Thanks for the input.
I'm using the stock V2 effector and e3d hotend. Well actually an indicator and no hot end for testing.
I guess I was trying ask when I quoted dc42 is what error is accumulating? I agree it appears to be backlash, but it's not find-able by standard methods of measuring backlash. I understand that once you reach vertical that the end of travel. But until that point error of the horizontal arm should have very small influence in the Z axis, that is nearly solely dependent on the vertical arm. I did find dc42 mention that the delta solving method was 'probably more susceptible to rounding error' is this the issue?
I said a couple posts up that I thought it's effector tilt... I don't believe that to be the case.
I've been back and forth with belt tension. Last attempt was break it or fix it. So at this point, I think I've abused the belts and idlers plenty, bearings aren't free anymore. I'm going to replace them next.
Thanks again
Cory -
@clytle374 said in Diagonal rod length on delta printer issues.:
... error of the horizontal arm should have very small influence in the Z axis, that is nearly solely dependent on the vertical arm.
Hmmm... makes sense.
Just grasping at straws: Looking at the map of the mesh, it certainly looks like a periodic error on one tower. I'm basing this on the "ridges" or "waves" of yellow.
Shaft bent? On a motor or an idler?
======================
And, just another "oh by the way", since you are on a path to replace things: 9mm belts have about half the stretch of 6mm belts. Very worth it on larger printers.
A tiny bit harder to source; they are available. I just replaced the belts and idlers on a larg-ish delta (1.5 meter tall) after two years of heavy printing. Probably not absolutely necessary, nonetheless made me feel better. The point being: I found sources for the 9mm parts much more easily last month than I did two or three years ago when I built that printer.
-
@danal Look back up a couple of posts at the bedmap before I overtightened the belts. That is why I replaced the 1.8deg steppes with the .9 deg. I had it through my head that at the towers the whole weight of the effector was pulling the down more due to torque loss at micro steps. Then between the towers there was 2 motors holding the weight. I saw zero improvement with them. If it's a bearing or something, I can't find it
As far as wider belts. I don't think there is anyway to put them in this printer without major mods.
Thanks
Cory -
Replaced the idlers and bearings with new stock parts, even though I find it disturbing running the belt teeth against a smooth idler. Can't get 36 tooth idlers off the shelf. So it's stock, make idlers, or modify machine frame and double a couple points up. Belts and pulleys were replaced with gates parts. Very slight improvement.
Printed a delta calibration part and found the dimensions to be within reason. 60mm was dead on inline with the X tower, and about .2mm short inline with the y and z towers.
As good as it's getting. I've beat this horse too long. Everything but the frame and arms are new at this point. Thanks everyone for the input.
Cory
-
To eliminate the issue of the arms being so horizontal at the bed edges as many people suggested was the problem, I got the longer 340.5mm CF rods and gave them a try. No real improvement

So a recap. New bearings, belts, pulleys, .9deg motors, carriages, glass bed, now longer rods. Giving up again unless someone has an epiphany.
Thanks
Cory -
There's been a couple of other threads on the forum recently, with people with sawtooth bed maps like yours (see 1 and 2). The clue is that, when the bed is probed, the nozzle moves in different directions in X. So if there's anything causing the effector (or nozzle carriage in a Cartesian/CoreXY machine) to tilt, and especially when using a probe offset from the nozzle in X or Y, you'll get a high points in one direction, and low points in the other.
So it does rather seem like backlash, probably causing effector tilt, that effects the probed point, particularly as the motors change direction. As you've pretty much changed everything already, and this has consistently been a problem (to be fair, I haven't read the entire thread) have a look at your belts and pulleys. What size and profile are they? Are you sure the pulleys and belts have the same profile, and the belts aren't slipping in the pulleys? Some combinations of pulleys and belts look like they work together, eg Gates GT2 and the similarly named 2GT which have the same tooth pitch, but actually the tooth fit is poor and causes backlash. Other belt types, eg HTD, are designed to have more backlash, as the tooth needs clearance to engage with the pulley as it goes around! Matched GT2 pulleys and belts are probably the best for motion control in 3D printers at the moment.
Edit: Ah, sorry, just saw that you have changed the pulleys and belts!
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts said in Diagonal rod length on delta printer issues.:
There's been a couple of other threads on the forum recently, with people with sawtooth bed maps like yours (see 1 and 2). The clue is that, when the bed is probed, the nozzle moves in different directions in X. So if there's anything causing the effector (or nozzle carriage in a Cartesian/CoreXY machine) to tilt, and especially when using a probe offset from the nozzle in X or Y, you'll get a high points in one direction, and low points in the other.
So it does rather seem like backlash, probably causing effector tilt, that effects the probed point, particularly as the motors change direction. As you've pretty much changed everything already, and this has consistently been a problem (to be fair, I haven't read the entire thread) have a look at your belts and pulleys. What size and profile are they? Are you sure the pulleys and belts have the same profile, and the belts aren't slipping in the pulleys? Some combinations of pulleys and belts look like they work together, eg Gates GT2 and the similarly named 2GT which have the same tooth pitch, but actually the tooth fit is poor and causes backlash. Other belt types, eg HTD, are designed to have more backlash, as the tooth needs clearance to engage with the pulley as it goes around! Matched GT2 pulleys and belts are probably the best for motion control in 3D printers at the moment.
Edit: Ah, sorry, just saw that you have changed the pulleys and belts!
Ian
Thanks for the reply. I did use all gates parts from e3d for belts and pulleys. The design of the printer does have the teeth running on smooth idlers, something that bothers me, but others have said it's not an issue, and there isn't anything off the shelf to change that either. Thanks for the links too! Glad to see a non delta machine getting the issue. I have looked into effector tilt and that makes sense. My homemade probe actually is a whole effector so while tilt is possible, but should be negated with the probe being in the center of the effector. I'm still of the mindset that when probing all 3 axis are feeding down and should cancel tilt and backlash.
Thanks again
Cory -
@clytle374 said in Diagonal rod length on delta printer issues.:
smooth idlers, something that bothers me, but others have said it's not an issue,
For what it is worth, my large-ish delta had smooth idlers opposite the motors for its first two years, with no detectable issues. 1.5meter towers with 1 meter linear rails; 600mm bed, about 620Z.
I replaced the belts at some point a few months back, as "preventative" main. At that time I updated the bottom idlers. No detectable difference.
-
@Danal said in Diagonal rod length on delta printer issues.:
I replaced the belts at some point a few months back, as "preventative" main. At that time I updated the bottom idlers. No detectable difference.
Thanks, helps for others to state that isn't the problem. Especially when I keep looking at the pattern and seeing 'belt teeth'
Thanks
Cory -
Worth reading this page, and the comments, regarding E3D 2GT belts. https://e3d-online.com/blog/2018/11/29/gates-belts-pulleys-and-idlers/
They are made by Gates Unitta, not Gates USA (who make GT2/3 belts). E3D also advise the use of toothed idlers, rather than running your belt tooth-side to plain bearing. Are you doing this? Or do your belts have a twist so the back of the belt runs on the idler?
Ian
-
Wow, reading that page, the comments there, the E3D dozuki pages on the topic of belts/pulleys and 2GT vs GT2... well... I hate to say this, but it has seriously lowered my opinion of E3D.
E3D has been asked numerous times if the products they list are GT2 or 2GT (which are not compatible with each other). They won't give a straight answer. They apologize for mis-listing one as the other, but still won't say which is which.
GT2 is made by Gates USA.
2GT is made by Gates Unitta in Asia.Supposedly both parts of the parent Gates company. But absolutely clear that the two profiles are not compatible.
Further, E3D now has a bunch of drawings that purport to be Gates 2GT, but are actually drawn by E3D themselves. These drawings are just razzle-dazzle BS, because they do not contain any diagrams or dimensions of teeth. (tooth profile being the incompatible difference.) Utterly useless.
Sorry to semi-hijack this thread with the above... but it really really rubs me the wrong way to read how E3D is answering their customers questions. Dang, they were one of my go-to 'quality' suppliers. And this changes that. Firmly.
This
Delta / Kossel printer fanatic
-
Anyway, back to the real topic. This printer, with toothed idlers, gets this kind of mesh maps. The ones it was getting with smooth idlers looked identical.

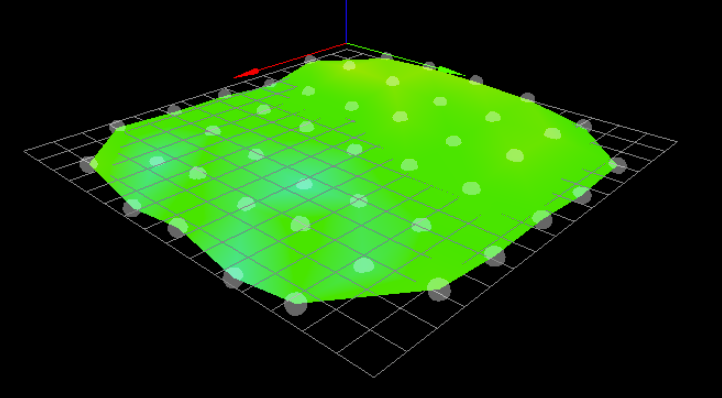
Mean error: 0.001 mm
RMS error: 0.040 mm -
@Danal said in Diagonal rod length on delta printer issues.:
They won't give a straight answer.
They don't? Perhaps when they first started selling them there was confusion but on al the product pages it's made quite clear they are 2GT belts and pulleys and only compatible with each other.
-
@Phaedrux said in Diagonal rod length on delta printer issues.:
@Danal said in Diagonal rod length on delta printer issues.:
They won't give a straight answer.
They don't? Perhaps when they first started selling them there was confusion but on al the product pages it's made quite clear they are 2GT belts and pulleys and only compatible with each other.
Their various pages and specifically their product pages are now a lot more clear. They do say "2GT" and they do say they are made by Unitta. However, they continue to have things like (as of about 10 seconds ago):
Gates Powergrip
 2GT Belts
2GT BeltsWhere there ain't no such animal. "Powergrip
" applies only to GT2 Belts. In fact, the trademark registry proves that Gates US (maker of GT2) owns this trademark, and that Unitta (maker of 2GT) absolutely does not, and would technically be in TM violation to use it.Anyway... E3D has definitely improved; they've made more clear that they are selling Unitta 2GT. I suppose I can put away my cranky now.
")