I'm happy to report that Dave's IR sensor works great with TinyMachine's PEI plate and WhamBam's PEX plate. It is ok on textured PEI, but I believe the uneven-ness of the texture throws off the height map slightly.
Best posts made by br7408
-
RE: David's IR Sensor: Questionsposted in General Discussion
-
RE: New to Input Shapingposted in Tuning and tweaking
@dc42
I cannot thank you enough. Your selflessness, knowledge, and advice you've given over the last few years has helped me immensely and taught me so much. There is always a lazy answer, but you always take the time to explain. I hope Duet is paying you extremely well. I'll run into a snag or two, and I archive the forum, and its usually your advice that always leads me to a solution. Very rarely have I seen such efficient/ problem solving subject matter experts, and very few like you left anymore. Thanks. -
3.5 + feedbackposted in General Discussion
Duet Mini 5 wifi and 1LC toolhead on a 500x500 corexy.
I I've been running it for 2 days. No issues have appeared as of yet. Print quality is much better; PA & IS appear to be working quite well.
I am trying to compensate a Y axis issue that is beyond simple frame resonance, because it is purely a fault of my own, due to my gantry movement design. I was actually able to apply the input shaping specifically to the Y axis and tune a fair amount out; enough that I am seeing results. Part of it is also being able to tune feature jerk settings in the newest Orcaslicer RC release. I will redesign the gantry later on to remove the issue.
I still think the biggest issue is that the DWC IS interface needs more diagnostic options and a better explanation how it works and how to use it. I can see a lot of people trying to get IS to work but not really understanding what they are looking for or ideas on how to effectively utilize it. They get frustrated and run off to Klipper.
-
RE: Tuning Macros Menus (Accel, Jerk, Retraction, Pressure Advance)posted in Tuning and tweaking
These macros have been a great aid. I wrote additional macros for all of the IS algorithms in single steps 30-50 Hz. I found it useful for real-time tweaking freqs during actual printing. I can upload them somewhere if anyone wants them.
-
RE: Flagged as Spam??posted in General Discussion
I'm having the same issue. My post keeps getting flagged as spam.
-
RE: Flagged as Spam??posted in General Discussion
@br7408 said in Flagged as Spam??:
I'm having the same issue. My post keeps getting flagged as spam.
I tried posting from a different computer and it works now. Wierd.
-
RE: Issues with pressure advance since RRF 3.4posted in General Discussion
My slightly modified Creality 5 pro prints FLAWLESS prints in ASA within +/- .03mm, and perfect corners every time, and has printed several hundred of these prints for two years now in numerous sizes and detail; with no PA or IS applied.
I wonder what the true problem is here…
If you’re relying on current software to fully tune out harmonic and flow issues of your printer, you simply need to slow down your outer perimeter print speed and accept the limitations of your printer.
Without a full feedback loop of accurate algorithms, no current software will be able to adjust for all conditions and provide the accuracy that people seem to think is expected. What is happening instead is we turn into the feedback loop and chase countless inconsistencies.
You will be more successful and efficient resolving resonance/pressure issues by improving the physical design of the printer than you will be expecting software to resolve it.
I’ve been fighting this shit for over a year now, and I’m tired. I’ve finally figured out that simply slowing down outer perimeters, turning down PA and turning off IS & optimizing outer perimeter jerk/accel/speed gives me the best and most consistent print and I don’t need to re-tune for every nozzle size or material. Yes, its slower. Its also much less filament/nozzle dependent and more consistent. I can still print infill and supports at insane fast speeds to cut down on time.
If you really want super speed, buy a Bamboo and deal with their proprietary bullshit.
-
RE: Jerk/M566 how to find the ideal setting?posted in General Discussion
@droftarts I found I was able to get it the smoothest right around minimum 600 jerk. Speed wise it obviously depends on the nozzle size and material, but with a .6 and ASA getting nice smooth outer walls around 160 mm/s with 36hz mzv on the resonance tower. Inside walls I can print up to 200. Accel generally around 4-6k.
-
Test Bed corexyposted in General Discussion
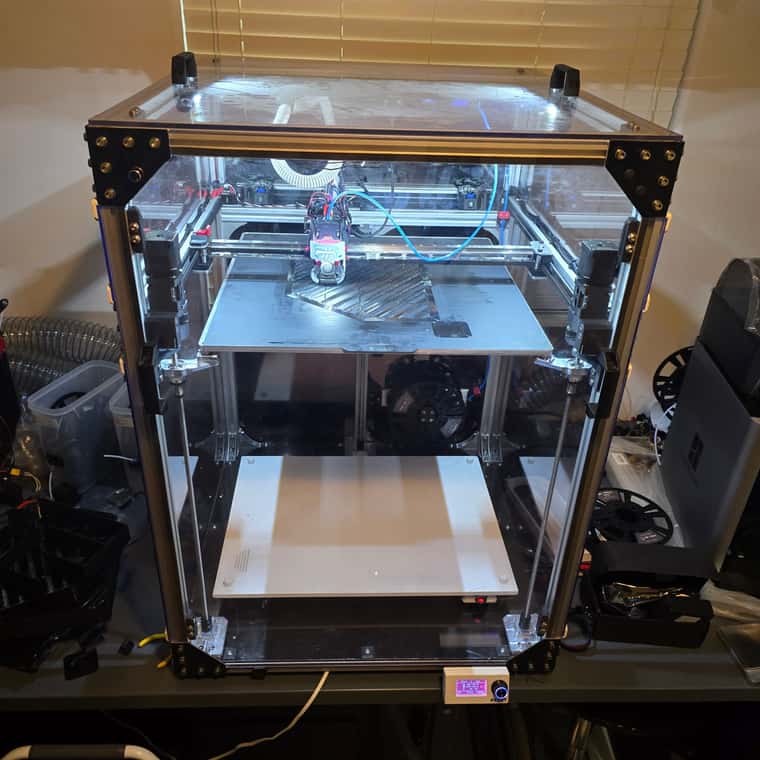
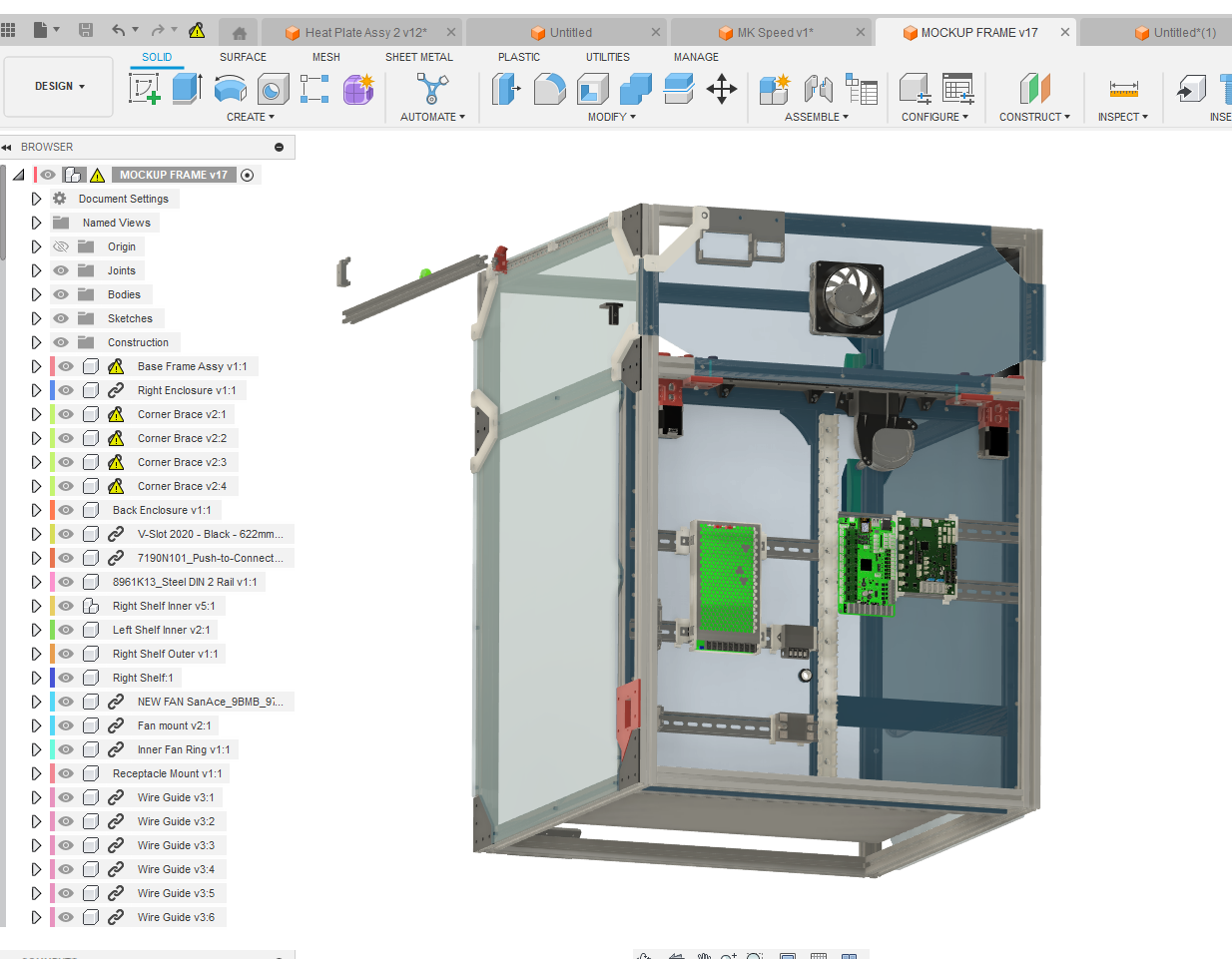
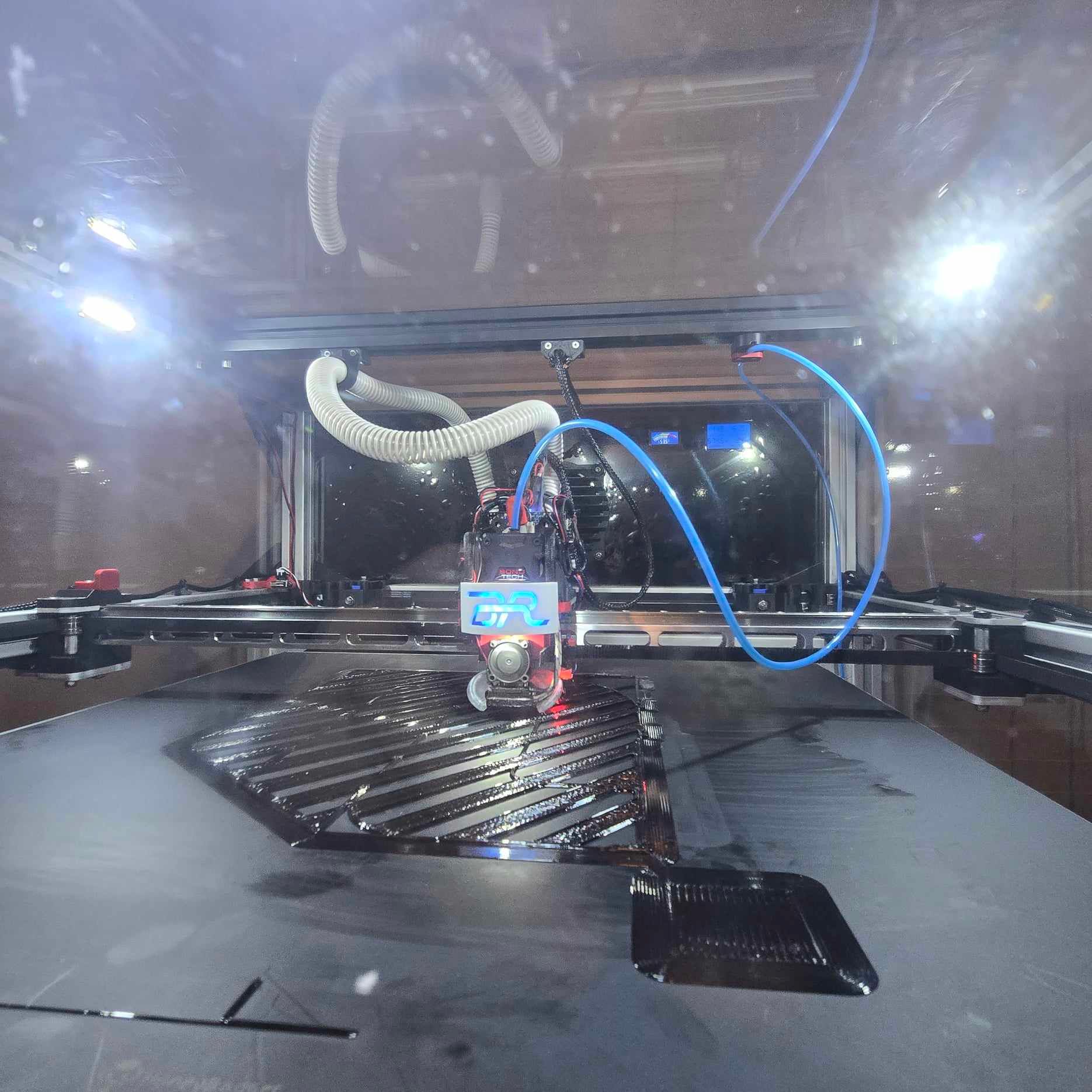
I have been revising and perfecting this first printer build for over a year now through a culmination of knowledge experimentation and research driven mostly by passion. It's a large Ratrig Vcore 3.1 based 500x500mm bed corexy running AWD, and a pogo pin manually interchangeable tool head that I designed. It also has an active heating chamber/ forced air external fume extraction system and high velocity air part cooling system that I designed. All mechanical components are top of the line; this printer performs very well. I am running it with a Duet 3 wifi board, 1LC, as well as Duet's infrared bed sensor and scanning probe. I am no engineer (I hate math), but I am a perfectionist. I usually print ASA and Polycarbonate.
I just started to build printer #2. This printer will be identical mechanically, except running a BTT Octopus board with Klipper through Raspberry Pi. I figure this would create a great opportunity to test bed two mechanically exact identical printers using two different firmware/operating systems side by side.
Its pretty clear that corexy printers are the current performance standard, and larger scale models are in huge demand as they will meet the near future consumer demands of FDM 3D printing.
I'm more than willing to offer my time to work with or help duet engineers later on for side by side testing and comparison, if this configuration will be of any benefit to you.

-
RE: Scanning Z Probe giving erratic Z valuesposted in Duet Hardware and wiring
@travasky said in Scanning Z Probe giving erratic Z values:
@br7408 said in Scanning Z Probe giving erratic Z values:
I am getting ready to install my scanner probe. I found the instructions overall very vague and unclear as well. I'm normally pretty good at doing my due diligent research on most of this stuff and coming up with answers, but this one has me scratching my head.
Could we possibly just get a full step by step instruction process for the scanning probe, in one place, written a little more clearly?
I felt exactly the same way. And thats not a dig on DC, either. I know the SZP is relatively new and there are a lot of things going on all the time with code and hardware and how they mix.
Ive done three industrial control swaps on machining centers with Centroid hardware, built other custom printers based on Duet 2, etc so I know I should have the skills to figure this out but its just not coming together for me this time.
I am getting ready to run up my prototype printer and do some calibration. If I can get the scanning probe to work, I will let you know and try and help you the best I can.
-
David's IR Sensor: Questionsposted in General Discussion
I'm building a 500mm CoreXY and unable to use bltouch, due to the magnetic field of my custom bed.
I want to run David's IR sensor, as the form factor is perfect for my printhead design. I am normally used to printing on PEI flex sheets, but I understand that will not work with this sensor. I do not have the means to bake a black grill paint coating underneath a PEI sheet.
I am considering going with the Buildtak black nylon surface. Will this work ok?
Also, are there any other recommendations any other flex sheet build surfaces that will work well with this sensor, with similar characteristics to PEI? I print ASA about 90% of the time.
Thanks
-
RE: David's IR Sensor: Questionsposted in General Discussion
@Norder Thank you very much for that information. I will look into that plate and report back what I end up going with.
-
RE: David's IR Sensor: Questionsposted in General Discussion
@Norder I tried that with what magnetic shielding tape available at a local store. Minimal improvement as these magnets are very strong.
-
RE: Seeking Feedback From Users of Mutant Systemposted in General Discussion
I’m currently using the Mutant with a 1LC tool board on my big CoreXY. I have no complaints, other than the supplied mounting pattern was a bit tricky to design my printhead around.
I have been in touch with Peter, the owner of Whambam, a few times. Really good guy. He’s commissioned me to design an industrial toolhead to help promote the Mutant.
-
RE: Issues with pressure advance since RRF 3.4posted in General Discussion
Not sure why you seem to be so offended as my comments were not even a reply to your post specifically. I guess that is what the internet has become these days.
I feel it absolutely is on topic. The entire industry right now is using printing and movement speed as a selling point to their machines, and this entire topic is based on software algorithms that are implemented SOLELY to improve printing speed. My Creality 5 Pro is not a Bowden machine, as you assume. It is also only one of four printers that I own. I only use it as an example because it is the one machine that prints consistently with zero corner issues or resonance with zero PA or IS applied and it does this due to the specific reasons that I highlighted.
I have been tuning my Duet-based CoreXY printer for a very long time, using and implementing just about every approach possible, and with each approach, it always comes back to the same basic principle, which I adequately highlighted. Software is not going to make a machine faster when it has specific analog traits and limitations that vary beyond the capability of the software. Yes, it is fun to try, and yes, I can find one or two prints and apply a limited amount of IS and PA and eventually get them perfect... But when I go from a .6 to .8 nozzle and an entirely different material viscosity, or even filament brand... guess what... I need spend another 6 hours tuning IS, flow rate, PA, ect. to get that next print perfect, or I can just slow down and print it in 4 hours instead of 2 or 3 and already have been done with the print. Perhaps my view from a business owner standpoint is different because time to me is money.
You can try and speak for Duet all you want and become offended over some words. Quite the contrary to a defeatist attitude; my sole point is that one should be well aware of the limits of their machine and manage their expectations accordingly. The Bambu comment was because I actually am on loan with one right now to test and study. I am not a fan of proprietary machines, and never have been. The requirements of my business are well beyond the size capabilities of a Bambu. I do feel like they have gotten a few things right because this machine indeed uses feedback to adjust for changing analogous conditions per print and per material and the results are quite evident.
I can assure you the Duet engineers are studying the same technology as well and doing their best to determine future implementation. The bigger burden is on the Duet engineers to design an open source software that works across any machine, which of course is a much greater challenge, and I have nothing but commendation for Duet, Dave Crocker, and the hard work they have put in to meet customer expectations to date. I would not be in a Duet forum with over a thousand dollars invested in numerous Duet boards if I was not a huge fan of both their product and their work.