Repetitive layer defects
-
-
@denis You mentioned 1.19, that's why I encouraged the use of the latest firmware.
I can only see the upper surface of the part on the right, that's what made me think that one was over extruded, and perhaps burnt on the top surface.
I don't think you are struggling with the Duet, it appears more general issues.
Swapping from 1.8 to 0.9 degree steppers appears to have reduced the severity of the problem. I think something is loose, or too flexible. The 1.8 steppers are likely to vibrate more strongly than the 0.9 and excite potential resonances in the frame or components.
Thoroughly check your mechanics, check belts, check the joints at the end of the effector rods, check temperature, check e-steps, check extrusion multiplier.
Running 3 P3Steel with Duet 2. Duet 3 on the shelf looking for a suitable machine. One first generation Duet in a Logo/Turtle style robot!
-
@deckingman At the moment I rolled back to this configuration
Firmware Name: RepRapFirmware for Duet 2 WiFi / Ethernet
Firmware Electronics: Duet WiFi 1.02 or later
Firmware Version: 2.0 (RTOS) (2018-06-05b3)
WiFi Server Version: 1.21
Web Interface Version: 1.22.61_1551779528546_config.g 0_1551779528545_config-override.gThe model file is made in Cura, 3.6 using relative extrusion.
Motors on axes 42BYGHM810 0.9 degrees, 2.4A, phase resistance 2.1, inductance 4.2
extruder motor 0.9, 1.33A, phase resistance 0.8, inductance 1,8 -
@doctrucker The resonances should depend on the speed, but the speed has no effect on the bands. As for the mechanics, everything is rechecked many times
-
Second hit on a google search indicates this problem can exist on Tevo Little Monsters running OEM boards.
https://www.google.com/search?client=ubuntu&channel=fs&q=Tevo+LM+wobble&ie=utf-8&oe=utf-8
-
@doctrucker I opened this link. There is a problem with delamination abs. This is not my case.
-
@denis There is, but that is not the only problem there is also a z-wobble like issue. Short of pictures with scales the wobble looks a very similar wavelength to what you have pictured.
-
@doctrucker I would like to hear some reasonable thoughts, instead of an answer, that this is a problem of such printers. You can write shit happens, it will be just as useful
-
@denis Have you tried setting extrusion width to 75% of nozzle width? I've got a completely different printer, but I'm investigating a very similar issue. The image is sort-of potato-vision...
-
@denis said in Repetitive layer defects:
@doctrucker I would like to hear some reasonable thoughts, instead of an answer, that this is a problem of such printers. You can write shit happens, it will be just as useful
Your response makes little sense, and I've no time to waste freely with tone like that. I wish you luck fixing your problem. Good bye.
-
@edgars-batna Yes, and I see a change. Now I will try the leading pulleys made of polyurethane (Perhaps Chinese iron curves in places. suddenly help?)) and then publish a photo with reduced extrusion. Down to 85 percent. There is something to think about. In addition, in the spiral mode in one layer, the wall is ideal.
-
@edgars-batna It was a good idea. I see the problem in extrusion. Strange, because I calibrated it. It seemed to me that the calibration procedure should not be questioned. However, all I can say is that the problem exists, and I can only reduce the extrusion in order to get a quality print. This may be the uncoordinated steps of the engines of extruders and axial engines, but let the developers explore this. It is a pity that I changed the printer to the delta after buying a duet and lost several months of time)) I thought I was struggling with the wobble, but it turned out that it wasn’t.

-
@denis It is practically the same what I observe on my printer, even though it is a completely different build.
Though, what I meant is not the overall extrusion multiplier, but rather extrusion width in slicer settings. So, for 0.4 nozzle set it to 0.3 for perimeters.
The amount of material will still be as you calibrated it, but the perimeters will be significantly finer. It reduced most of the ripples for me.
-
@edgars-batna Now I use a 0.3 nozzle, but the general idea is clear to me. This is really strange, because these defects began after I changed the marlin to a duet for HBot and were aggravated during the transition to the delta. After the adjustment, I get excellent prints, so I don’t scold the duo in any way, but I urge the developers to check the algorithms again.
-
@denis Yes, I had exactly the same thoughts and couldn't figure it out either. One observation that I've made is that there have been threads with printers that use linear axes that encounter similar Z ripples, so one would think it's not mechanical, but wait...
My current theory is that the E3D-type nozzles with a flat area around the nozzle hole is what's causing it. There's a snowball effect where the nozzle rides on top of the previously extruded perimeter, thus it is pushed upwards slightly. Just 25% of layer height and there you go - it will start snowballing and oscillating, since at high enough pressure the filament will get pushed down and then it starts over. Basically, as soon the nozzle can be pushed upwards by a fraction of layer height, the problem starts. We're already in fractions of a millmeter; these tolerances are hard to achieve at home.
Well, this is a theory. To prove it one would need to take a nozzle and sand it down like this:
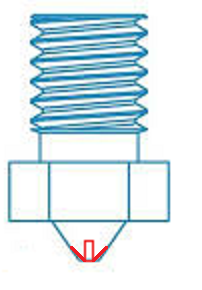
But I haven't tried it yet. Sounds EZ... but, it might destroy lines where extrusion is larger than the nozzle...
-
@edgars-batna Well, I am glad that this situation can be influenced and we know how.
-
Unfortunately, the reduction in extrusion only masks the problem, but does not solve it. Lines are still visible. It seems to me on different sizes they appear with a different period. What else can you pay attention to? Any advice.

-
@denis Astounding, but indeed, you get the same behavior as on my completely different printer (Hevo CoreXY)... I suppose the common denominator is some aspect of the hotend. How much play can you observe on the nozzle when it's cold by hand? Just try it by hand; it should be reasonably stiff for pulling or pushing the filament, plus pressure inside the Bowden tube, if any.
My hands are itching to try my nozzle-destroying theory, but I don't want to disassemble the hotend yet again and I don't have a 0.4 Volcano nozzle to play with just yet.
Also, what slicer do you use? I use Slic3r PE.
So far I observed that cooling affects this. Less cooling means the top layer is soft enough to not lift the nozzle. Can you try printing same piece with significantly less cooling and significantly higher speed?
-
@edgars-batna This is ABS and it was printed without cooling. I can include about 10 percent, but this will not affect the review picture. Waiting for PT100 and fisheye for further experiments. I used Simplify3D and Сura, hotend fixed well
-
@denis Another aspect that I noticed is that Slic3r PE does not produce all layers in the same direction and that the segments may not line up. It alternates between clockwise and counter-clockwise and does not line up corners of approximated curved perimeters between layers, which means the hotend will lag differently behind the target position. Can you check if all layers are printed in the same direction, in case it also affects other slicers?