effector tilting into bed on print
-
Simplify3d came up defaulted to a cartesian configuration. I loaded my delta configuration and went from there
This photo is the Z pillar after homing.

This is from pillar X

This is from pillar Y

This is the most recent print of the configuration cube

Location of Effector before print


When I printed, the nozzle caught the edge of the masking tape, so it didn't actually dig into the bed.
You can see the rim and the start of the cube in DSC816. In the back of the cube, you can see where it tried to lay down filament on the bare bed, and you can see how the nozzle tracks in an arc across the back corner. The rim obviously did not fit within the print area.
Edited for putting the wrong photo in for Y -
-
When you run auto calibration, does the nozzle sometimes touch bare parts of the bed and sometimes parts with masking tape on them? If so, that might explain why your calibration deviation is worse than we expect when using the Smart Effector.
-
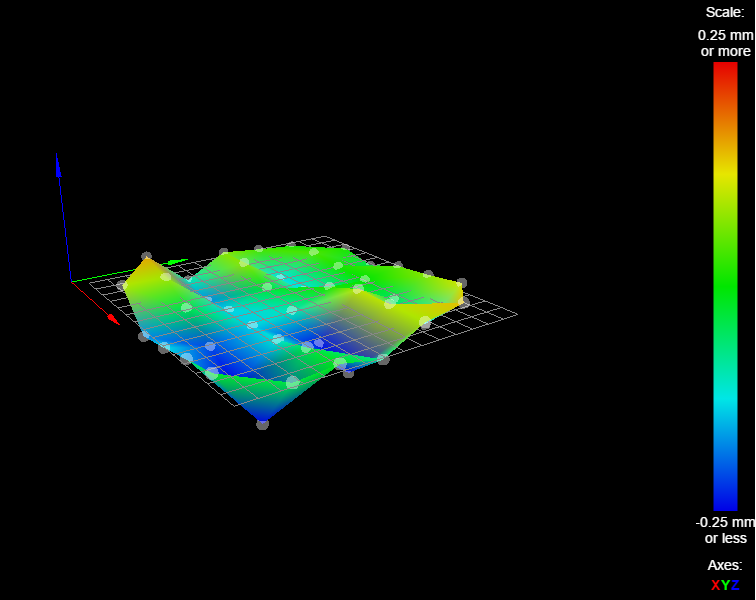
I'm not sure if you have already done this (because this thread is so long); but can you run G29 and post the resulting height map here? That might give a clue about what is going on.
-
Have you fitted the spirit level to the Smart Effector; and if so, does it show that the effector is level at all XY positions?
-
-
Measure the distance between the top of the red block ( that one of your endstops is mounted to) and the frame of the printer. Now measure the other two ends tops in precisely the same way. They should be identical. If not you need to fix it.
It's actually easiest to do this with a 'truth stick' approach. You place an object to act as a temporary spacer between the endstop and the top frame, roughly equal to the spacing you have now. One at a time, slacken the endstop mounts and push them against the spacer, and re tighten the mount. It should only take a couple of minutes to complete and will get you to within 0.5mm without difficulty.
If your endstops are already a very close match then we need to know, as something else must be amiss which could be confusing the situation.
-
Also, for a first print, try a 20mm calibration cube. There are loads on the Web. They print quickly, come nowhere near your axis limits and are not difficult to slice.
Place it on the centre of the bed in simplify 3d.
-
When you run auto calibration, does the nozzle sometimes touch bare parts of the bed and sometimes parts with masking tape on them?
The answer is yes. I did add another piece of tape to the large blank spot at the front,
If so, that might explain why your calibration deviation is worse than we expect when using the Smart Effector.
I will run the autoconfig again after I finish this note
I'm not sure if you have already done this (because this thread is so long); but can you run G29 and post the resulting height map here? That might give a clue about what is going on.
I will do that.
Have you fitted the spirit level to the Smart effector; and if so, does it show that the effector is level at all XY positions?
With the spirit level in place, the bubble is at the back edge of the black circle, pointed directly at the Z pillar. When I place it on the table that the printer is on, it's almost perfect.
If I move the effector around, the little air bubble stays pretty much in the same place where the edge of the bubble lines up with the edge of the black circle at the rear of the machine -
4:15:50 PMG32
Calibrated 6 factors using 10 points, deviation before 0.131 after 0.126
4:15:18 PMG32
Calibrated 6 factors using 10 points, deviation before 0.142 after 0.139G29
4:18:10 PMG29
45 points probed, mean error -0.033, deviation 0.134
Height map saved to file heightmap.csv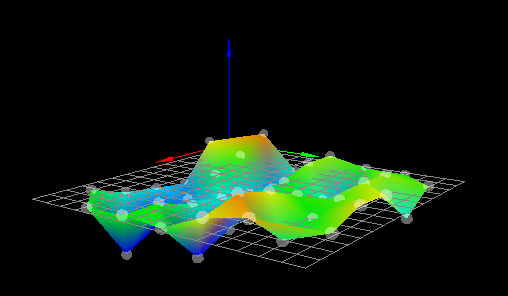
-
@adavidm
I have measured the distance on all three pillars and made sure that they are even -
@adavidm
That cube is what I was trying to print. That's what was in the photos -
4:52:21 PMG32
Calibrated 6 factors using 10 points, deviation before 0.126 after 0.121
4:51:50 PMG32
Calibrated 6 factors using 10 points, deviation before 0.137 after 0.121After measuring and adjust the home switch mounts to be physically equal
-
-
Hi Tim,
Your height map shows the classic crinkle-crisp effect along the X axis - with ridges at one end turning into valleys at the other end. This explains your unusually high calibration deviation. It is caused by backlash in the mechanics. To resolve it:
- Lubricate the magnetic joints. I used a thin smear of silicone grease on the magballs. White lithium grease should be suitable too.
- Check that the belts are taut and the idlers free to rotate.
- Check that the carriages slide up and down the towers with no significant friction, and lubricate parts as necessary. If using wheeled carriages, check that the wheels are free to rotate and not gripping the towers too tightly. With no belts or rods fitted, the carriages should drop under their own weight.
- Check that you are using sufficient motor current. 60% to 85% of the rated motor current is good.
HTH David
-
Hi dc42
Thanks for you input.I have applied some light grease. Check this out!
G32
Calibrated 6 factors using 10 points, deviation before 0.119 after 0.119
10:24:46 AMG32
Calibrated 6 factors using 10 points, deviation before 0.121 after 0.120
10:24:11 AMG32
Calibrated 6 factors using 10 points, deviation before 0.120 after 0.119Do I need to delete the previous height map, or is the .csv file overwritten?
There is no real difference in the graphed data.
I certainly do not detect any drag in the carriages. Perhaps I should invest in sliding bearings?
-
@timvukman said in effector tilting into bed on print:
Do I need to delete the previous height map, or is the .csv file overwritten?
The .csv file is only overwritten when you run G29 again, so you can delete oit to make sure you don't use it.
There is no real difference in the graphed data.
I certainly do not detect any drag in the carriages. Perhaps I should invest in sliding bearings?
I found that linear rails and bearings worked better than my previous wheeled carriages, however my wheeled carriages weren't the best. I suggest you check whether the carriages drop under their own weight if you remove the rods and belts, and if they don't then reduce the pressure of the wheels on the towers.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I would appreciate some input on what is driving my print issue. It's not as obvious in yesterday's photos as it will be in the one I post later today. When printing the calibration cube, the rim is being rounded at the right rear corner, as is the cube.
The obvious deduction would be that the printing is at or near or overlapping with the outer radius of the print area defined on the print bed.That brings me to the point I made earlier that my print is not starting in the area of the center of the bed.
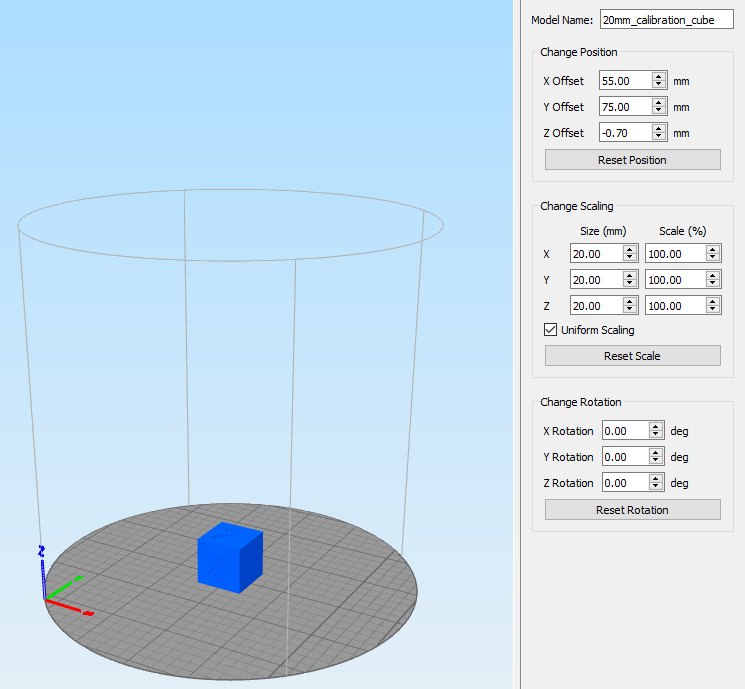
I will include a photo of S3D where you can see that there are offsets in the settings in the top right boxes. I have tried removing them and resetting and recentering and repositioning everything I can find that pertains to those settings, but I can't get rid of them.
Also, while the web interface indicates that the Z height is rising layer by layer, the physical print has the nozzle plowing around in the filament that has been laid down. The nozzle is not going up, or is going at way too slowly.


-
@dc42
I will look into the linear rails. I unfortunately have metal wheeled carriages on order. Maybe they will work out better. I do not have any pressure being applied on the carriage wheels. There are three wheels which I feel is not sturdy as the carriages can be rotated in place to some degree without a huge effort.
My carriages that came with the kit are injection molded as was everything else other than the vertical pillars and the horizontal frame pieces. I also want to change the nuts to the type that turn in the channel so they can actually be tightened. The kit came with square nuts which I do not feel have the required grip. -
-
Try sending G1 X0 Y0 Z5 F3000. Does that place the nozzle 5mm above bed centre?
-
It looks to me that you are using S3D and you have the parameters wrong, because it isn't printing the cube at the centre of the bed:
- Change the X and Y offsets to zero in the screen you illustrated above
- On The G-Code tab, in "Build volume" set X and Y to the bed printable diameter, and in "Origin offset" set X and Y to half that value. It's crazy having to set an offset, but that's how S3D seems to work.
-
-
@dc42 said in effector tilting into bed on print:
Try sending G1 X0 Y0 Z5 F3000. Does that place the nozzle 5mm above bed centre?
No, that command sent the nozzle into the bed at the center. Why has my 0 for Z gone out of whack? I didn't change anything that I am aware of. I will redo the Z0. That might be why my cube turned out the way it did.
It looks to me that you are using S3D and you have the parameters wrong, because it isn't printing the cube at the centre of the bed:
Yes, your observation is my exact question. If I tell S3d to reset position, all my numbers say o, but the cube is off the bed out front and left.
If I tell S3D to center the model, it puts it in the middle of the picture of the bed. I am looking for the process to match up what S3D says to what it does. Unless X0,Y0 is off the bed in S3DChange the X and Y offsets to zero in the screen you illustrated above
On The G-Code tab, in "Build volume" set X and Y to the bed printable diameter, and in "Origin offset" set X and Y to half that value. It's crazy having to set an offset, but that's how S3D seems to work.
The net result is that the key that shows the X,Y,Z axes is in the center of the bed. I told the software to center the object, and the position displayed in the top left of the screen is now X=0, Y=30. The cube was placed half way through the bed, so in edit I told it to drop the model on to the table. It now shows a Z offset of 10 which makes sense to me.
I reset my Z0 because it was out by 8.93. My g30 S-1 is returning 0.659
I have reset Z=0. Ny total Z when homed is now 148.0. At Z0, I can move a piece of paper with some drag on it.
UPDATE
The changes within S3d and the build volume parameters seems to have solved the problem of my print not starting around the center of the actual print bed. It is printer there now. It is printing with the X at the bottom of the cube, and the outline of the X is perfect!Well, it started well. The Z axis does not appear to be raising in accordance with the numbers displayed in the browser. The nozzle is pushing filament around as it prints. It is not putting layer on layer. It is creating trenches in the model
-
Yes, the XYZ axes should be in the middle of the bed drawn by S3D because they indicate where the point (0,0,0) is. Under "Tools/Options/Models" in S3D there is a checkbox "Automatically center and arrange imported models". I have that checked.
Regarding the nozzle not rising the correct amount between layers:
- If you use the Z jog buttons in Duet Web Control, does the nozzle height change by the correct amount?
- What are your M201, M203, M208 and M92 settings in config.g?
-
Hi dc42
No, the jog controls for Z are not moving the correct amount. Move Z-100 moves -80mm
M92 X80 Y80 Z80 E157.5 ; Set steps per mm
M566 X1200 Y1200 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X18000 Y18000 Z18000 E1200 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z1000 E1000 ; Set accelerations (mm/s^2)
Edited to add minus sign in front of 80 -
Currently you have the steps/mm set to 80 in the M92 command. That would be correct if you are using 1.8deg motors and 20 tooth GT2 pulleys. Are you using 16 tooth pulleys instead? If so then you need to set 100 steps/mm in M92, which would account for getting 80mm of movement when you command 100.
Caution: after correcting the steps/mm you must correct the homed height (M665 H parameter), then set the M558 dive height parameter (also H) to a higher value e.g. 30, re-run auto calibration a few times, and copy the new M665/M666 values to config.g.
Also, I suggest you reduce the maximum XYZ speeds in the M203 command to 9000 until you know that everything is working well. After that you can test higher speeds.